
自升式钻井平台桩腿接桩工艺方案及其实施要点
2018-09-29 02:58侯文辉李红艳柴俊义
天津科技 2018年9期
侯文辉,周 旭,李红艳,柴俊义
(太重(天津)滨海重型机械有限公司海工装备分公司 天津300460)1234 ,1234
0 引 言
随着全球对能源需求的日益扩大,海洋成为世界各国获取资源的新焦点,海洋资源开采已经成为世界各国能源战略发展方向。自升式钻井平台是海洋油气开发的重要设备之一,太重(天津)滨海重型机械有限公司研发制造的 TZ400自升式钻井平台是太重第一台海工装备产品,是太重集团实施“蓝海战略”,实现转型升级发展的标志产品,适用最大工作水深400英尺(121.92m),钻机能力 9000m,型长 73m,型宽 72m,型深 9.5m,重量约 15000t,是进行海上石油天然气勘探开发作业的钢质非自航自升式钻井平台(图1),具备深井探井和大位移丛式井/水平井钻井功能和试油辅助功能。
自升式钻井平台的显著特点是带有能够自由升降的桩腿,站立和作业时桩腿下伸至海底,站立在海床上,使船体底部距离海面留有一定气隙。桩腿是自升式钻井平台站立、工作、风暴自存等工况下保证平台安全的关键组成部分,因此,其建造和合拢安装精度对整个平台起着关键作用。

图1 TZ400自升式钻井平台Fig.1 TZ400 jack up drilling platform
1 TZ400钻井平台桩腿简介
TZ400钻井平台有3条桩腿,分别布置于平台艏部,艉部左、右舷,桩腿为三角桁架式结构,单条桩腿共分 8节,总长度 164m(连桩靴高度为 167m),单条桩腿总重量约 1231t,桩腿三角截面边长为13.6m;桩腿齿条板材质 A517,弦管材质 X80,桩腿合拢分为桩腿与桩靴合拢,桩腿与桩腿合拢,施工地点分为船台接桩和平台下水后接桩。桩腿平面布置及长度分段设置如图2所示。

图2 桩腿平面布置及长度分段设置图Fig.2 Layout and length of pile legs
桩腿接桩作业高度高,重量大,吊装设备能力要求高,吊装作业次数多,费用高,风险大,接桩方案要求合理、安全、经济;桩腿合拢焊接质量要求高,桩腿齿条板和半圆板材质为 A517,碳当量高,热影响淬硬性大,冷裂纹敏感性大,焊接时易出现焊接缺陷;合拢精度(尤其是桩腿直线度)要求高,齿条板厚度177.8mm,窗户板厚度 82.5mm 均要求全熔,焊接工程量大,易产生焊接变形。
2 接桩工艺流程
桩腿合拢接桩工艺流程见图3。

图3 工艺流程Fig.3 Technological process
桩腿按生产设计分为8个分段,接桩即将此8个桩腿分段依次接长并焊接,本项目为太重首台套制造,必须有经船级社审批的焊接工艺规程(WPS),桩腿接桩主要一部分就是桩腿的吊装方案,由于场地吊机能力有限,平台分为在船台接桩和下水后接桩。桩腿分段建造完成后,依次进行船台接桩、平台下水后接桩。
2.1 吊装方案简介
由于接桩高度达百米以上,无法在船台完成全部桩腿接桩,根据公司现有吊装设备进行船台接桩,平台下水后再选择其他起重设备,平台下水后接桩高度达到147m,如图4所示。
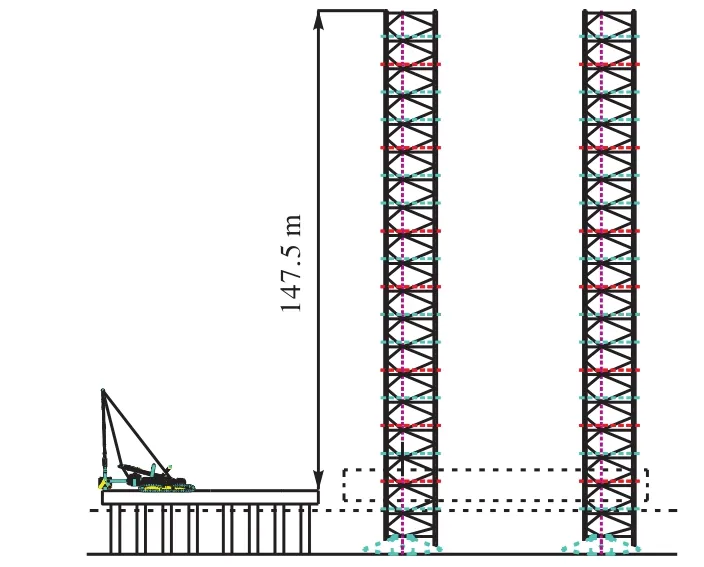
图4 平台下水后的接桩高度Fig.4 Pile height after launching of platform
通过几种方案对比,确定在船台部分桩腿选用自有门机和履带式起重机进行对接,平台下水后选用履带式起重机和浮船起重机进行吊装。此方案优点是:平台一次插桩固定后,无需移动和转向;可在船台进行桩腿预合拢,这样可以减少吊装次数,缩短施工时间。
2.2 接桩流程简介
由于浮吊起重能力较大,可一次吊装两节桩腿,可适当在船台进行桩腿预合拢,减少浮吊使用次数、缩短作业周期和避免作业人员窝工,提高施工作业经济性。
2.3 接桩焊接工艺简介
TZ400自升式钻井平台桩腿合拢处焊接主要有齿条板、窗户板、支撑管焊接。其结构如图5所示。

图5 结构示意图Fig.5 Schematic diagram of structure
齿条板宽度 838.2mm,厚度 177.8mm,材质ASTM A517,为低合金高强度调质钢,拥有优良的综合力学性能,其化学成分和力学性能分别见表1、2。
由于齿条板含 C、S、P量较低,其产生热裂纹的倾向小,经调质处理后获得良好的强度和韧性,同时在焊接热影响区有较大的淬硬倾向,易出现脆硬组织。另外齿条板厚度大,焊接时易产生较大的焊接应力,加之焊接接头中氢的存在,导致齿条板焊接有较大的冷裂纹敏感性。针对上述问题,与天津大学合作制定桩腿焊接工艺评定(WPQR),并经中国船级社(CCS)正式批准,用以指导桩腿焊接,根据海工现场实际施工条件编制了各阶段焊接工艺规程(WPS),涵盖了桩腿建造、合拢的全部施工过程。对于此类重要钢结构,理论上不允许补焊,因此在焊接过程中,各种工艺参数严格按 WPS执行,其中重点控制焊前预热、层间温度控制、焊接速度、焊后保温等焊接工艺参数。

表1 ASTM A517 GRQ化学成分Tab.1 ASTM A517 GRQ chemical component

表2 ASTM A517 GRQ力学性能Tab.2 ASTM A517 GRQ mechanical component
2.4 接桩精度控制简介
桩腿齿条与升降锁紧系统中齿轮啮合,桩腿的建造和合拢精度直接影响着整个平台的升降。针对焊接应力大,易产生变形,对桩腿精度提出了很高的要求,同时精度控制项目多,涉及到桩腿与桩靴、桩腿与固桩架、桩腿与桩腿的合拢精度。
接桩精度控制的前提是桩腿建造精度的严格控制,因此接桩前需对桩腿分段进行尺寸复测,接桩精度主要指桩腿与桩靴合拢、桩腿与桩腿合拢,精度控制项目见表3。

表3 接桩精度控制项目Tab.3 Accuracy of spud leg lengthening
3 结 语
桩腿接桩施工是钻井平台建造中重要的一环,对安全、焊接质量、精度都有很高的要求,接桩方案选择需要从安全、可行、经济各方面考虑,对于桩腿焊接,需加强焊接工艺和精度的过程控制。目前接桩施工已全部完成,达到了各项预定目标,本项任务的完成是钻井平台成功建造的一个重要节点。
猜你喜欢
化工管理(2022年14期)2022-12-02
中国水运(2022年4期)2022-04-27
海洋石油(2021年3期)2021-11-05
水运工程(2020年2期)2020-02-26
小哥白尼(趣味科学)(2019年5期)2019-08-27
物流技术与应用(2019年6期)2019-07-16
制造技术与机床(2017年11期)2017-12-18
船海工程(2015年4期)2016-01-05
中国水运(2015年5期)2015-07-13
舰船科学技术(2015年11期)2015-02-27
