基于SYSWELD激光焊焊接应力应变场数值模拟
2018-10-13 02:09郑旺旺
机械工程师 2018年10期
郑旺旺
(中国科技大学精密机械与仪表系,合肥 230026)
0 引言
根据ITER校正场线圈盒结构特点[1],选择激光焊作为焊接方法,焊缝熔深较大,而316LN奥氏体不锈钢导热系数小,线膨胀系数大,焊接变形大[2]。为最大限度地减小焊接残余应力与焊接变形,控制焊接质量,本文采用数值模拟的方法对应力应变场进行分析。
1 试验方法和材料
建立316LN奥氏体不锈钢平板对接焊模型,工件为2块尺寸为100 mm×50 mm×10 mm平板,焊接方法采用激光填丝焊,焊丝为伯合乐ER316LMn,直径为φ1.2 mm,坡口形式为带钝边的V型坡口,坡口由钝边层、填充层及盖面层三部分组成。焊接工艺参数如表1所示。模型建立后划分网格,输入工艺参数,完成热源校核并定义边界条件,选择3D高斯圆锥形热源[3]进行仿真分析。
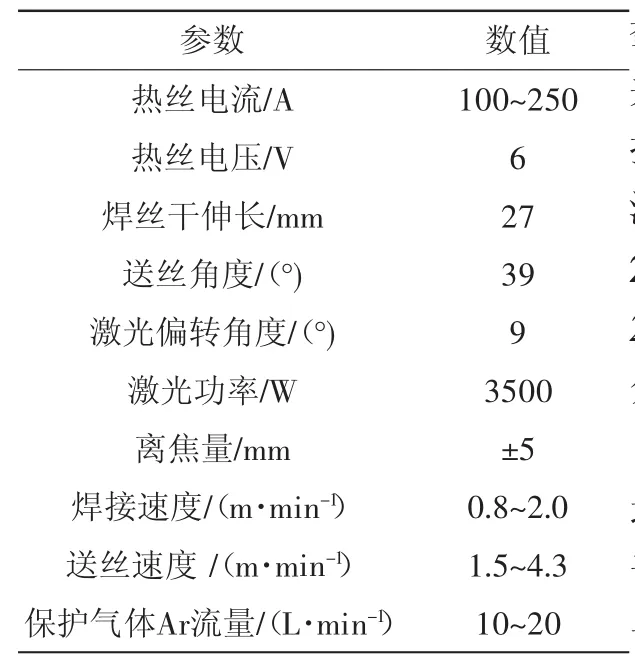
表1 焊接工艺参数
2 应力场
2.1 焊接过程应力分布
焊接应力应变场仿真求解完成后,读取焊接过程中某一时刻的应力场分布情况。图1分别显示工件焊接1800 s的X、Y、Z三个方向的等效应力云图。其中,由于焊缝冷却时的横向收缩造成的焊缝垂直方向的应力称为横向应力(用σx表示);主要由于焊缝冷却时的纵向收缩造成的沿焊缝方向的应力称为纵向应力(用σy表示)。
从图1可知,焊缝及其附近应力较高,而远离焊缝的区域应力较低。焊缝的两端由于受试板两端约束的作用以及焊缝纵向收缩的影响,产生较高的压应力。焊缝及其热影响区由于降温冷却收缩会产生很大的拉应力。与焊缝两端产生的压应力保持平衡。应力分布情况与文献数据相一致。
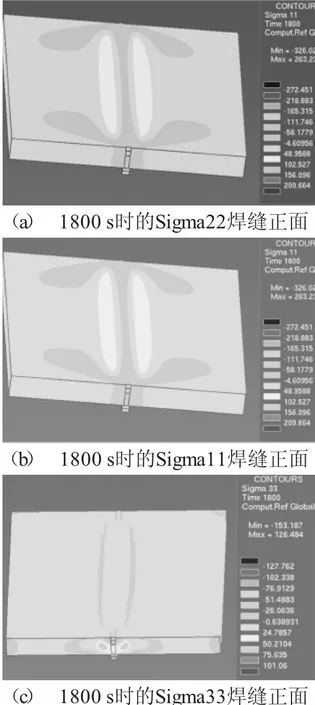
图1 1800 s的X、Y、Z方向的主应力云图
2.2 焊接残余应力分布
在Visual Environment中提取沿焊缝方向上AB线、垂直于焊缝方向EF线以及厚度方向CD线等特征曲线,焊缝方向AB线(在焊缝上表面下2 mm左右的深度)、垂直焊缝中心线方向的EF线以及钢板厚度方向CD线。
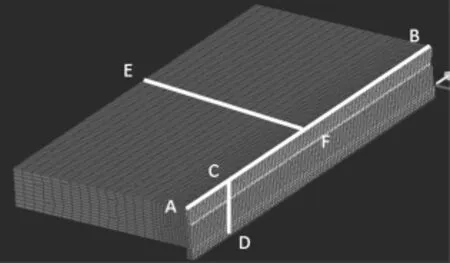
图2 模型提取特征曲线示意图
1)AB线的残余应力分布(沿纵向方向)。焊缝纵向冷却收缩,沿AB线的sigma22沿纵向的分布以拉应力为主,中间出现一段稳定的拉应力值,最大值达到250 MPa左右,达到材料的屈服强度,与文献[4]中研究结果一致。趋于焊缝两端拉应力急剧减小,两端的应力值接近0 MPa。纵向应力两端以压应力为主,中间区域受拉应力且数值不大。
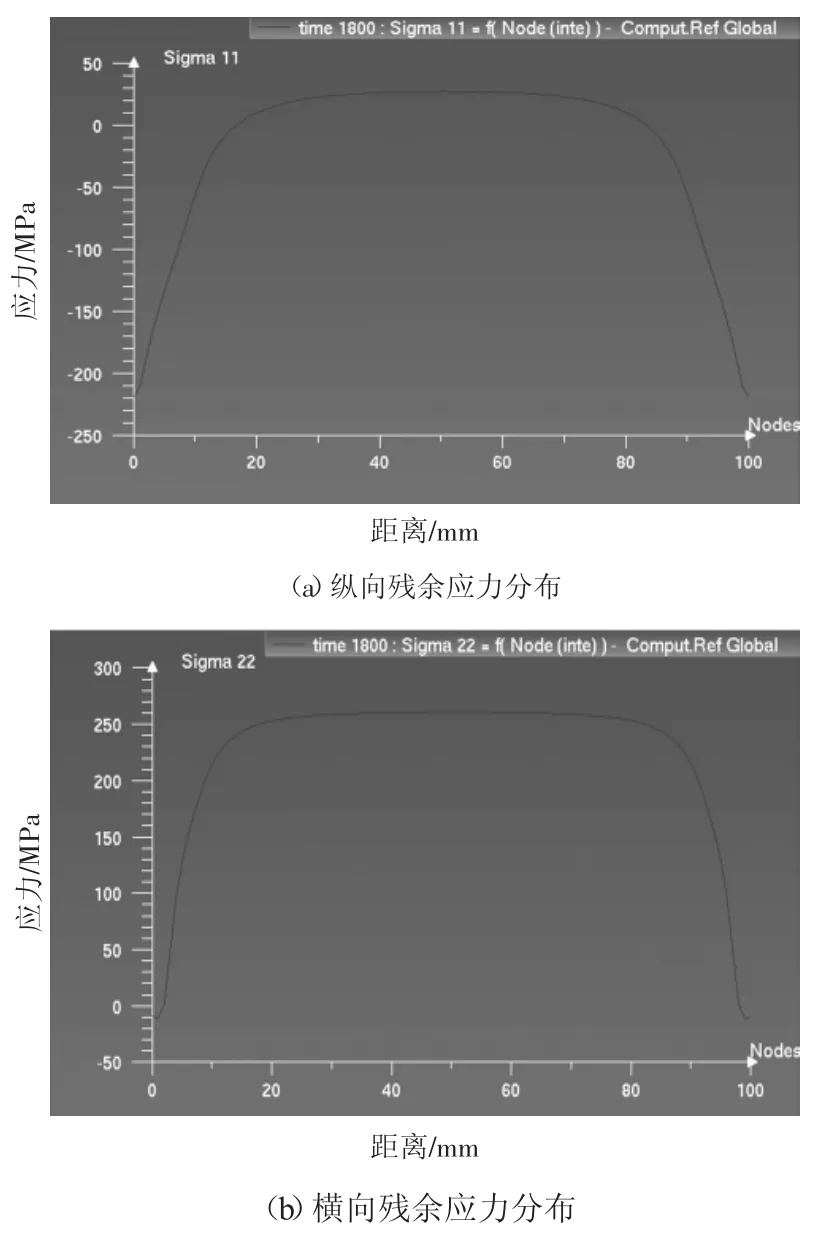
图3 沿焊缝中心线AB残余应力分布
2)EF线的残余应力分布(沿横向方向)。
EF线上纵向残余应力的曲线分布呈单峰形态,焊缝中心处,残余应力为负值,表面中心处受压,残余应力为压应力。从中心处到焊缝的焊趾,压应力转变为拉应力,逐渐增大,拉应力在距焊缝中心9 mm位置上升到峰值185 MPa。接着,拉应力急剧下降为0直至转化为压应力,EF两侧的压应力可能是焊接试板两侧受约束造成。
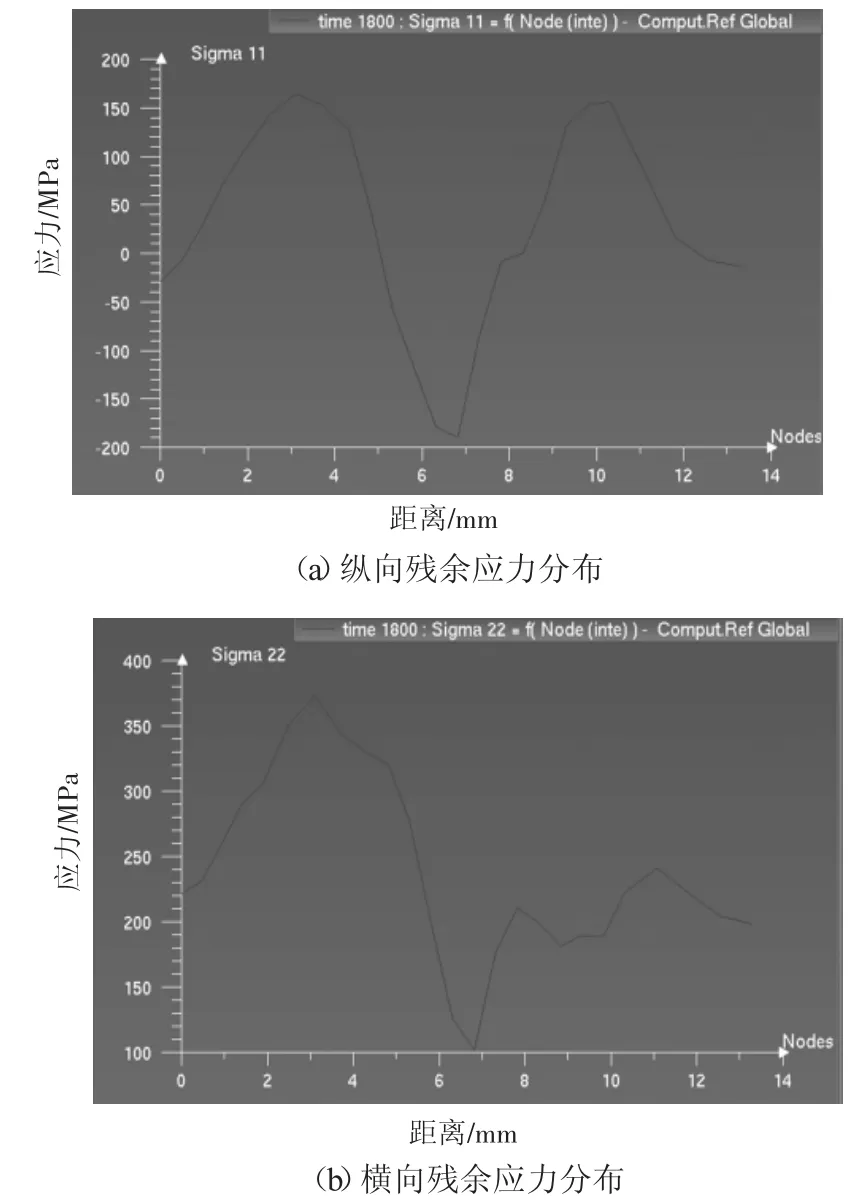
图5 CD线纵向残余应力曲线
EF线上的横向残余应力在垂直焊缝方向上的分布曲线,从图中可以看出,横向残余应力在焊缝中心处约为220 MPa,沿着焊缝熔池宽度方向逐渐增大,至距离中心线3~4 mm处达到应力最大值290 MPa,然后拉应力逐渐减小,在钢板宽度方向10 mm附近转变为压应力并不断增大,随后在距离中心线15 mm附近应力发生减小现象,直至最后。曲线表明,EF方向横向拉、压应力在焊缝附近发生显著变化,而在远离焊缝区域变化不大,一直呈现较低压应力状态。
3)CD线的残余应力分布(沿厚度方向)。
CD线的纵向残余应力呈中间为压应力、两边为拉应力的双波分布,在板厚3 mm和10 mm方向上拉应力最大,达到150 MPa,而在板厚7 mm方向上呈现压应力最大,数值为-180 MPa,整体上,纵向残余应力围绕板厚中心方向上呈对称分布。而在图6~图8中,横向残余应力则没有规律,板厚3 mm方向上纵向应力达到最大(370 MPa),同样在7 mm方向上应力最小(100 MPa),随后应力逐渐增大,并发生缓慢波动,但是整体上,横向应力一直呈现拉应力,无压应力存在。
3 焊接变形
3.1 焊接变形仿真分析
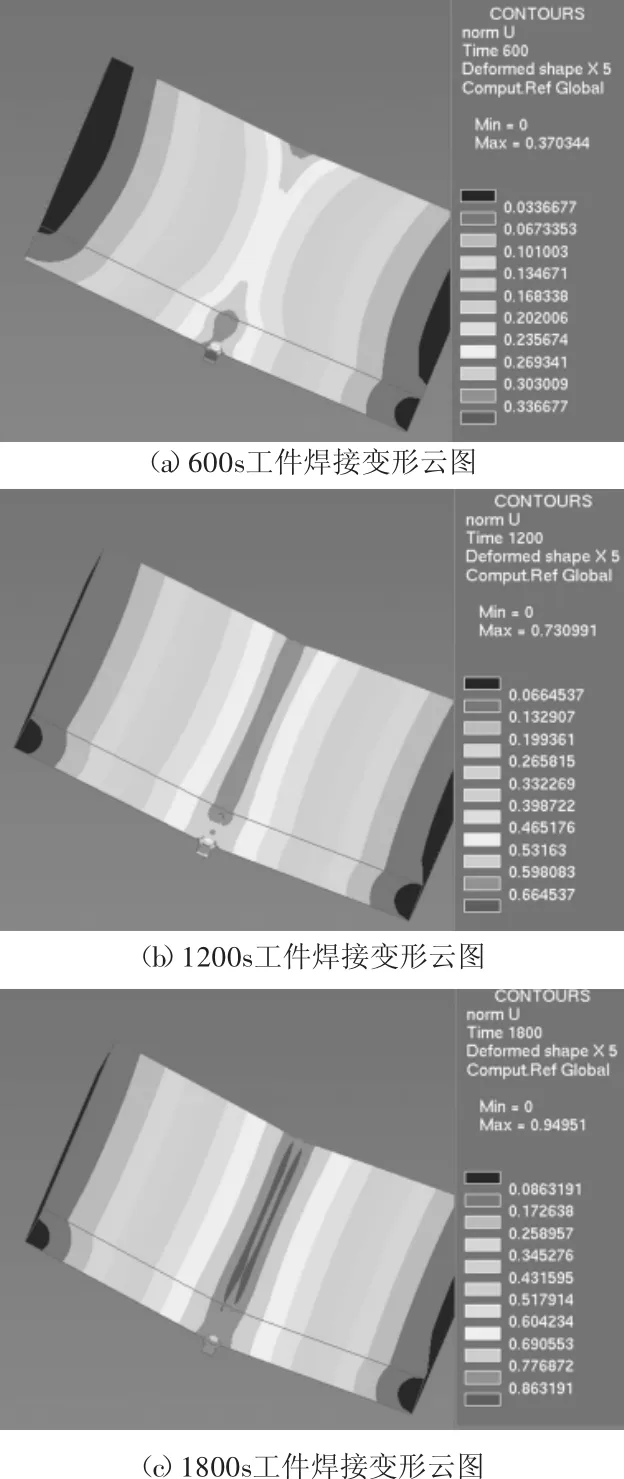
图6 不同时刻工件焊接变形云图
仿真可以显示焊接过程中某一时刻变形的状况,图5分别表示工件在600、1200、1800 s时刻放大5倍的变形云图。其中:第一道焊缝焊接完成后的焊接变形云图显示的最大焊接变形为0.37 mm;第二道焊缝焊接完成后的焊接变形云图显示最大焊接变形为0.73 mm;第三道焊缝焊接完成后的焊接变形云图,焊接变形达到0.94 mm。
在纵向和横向上:焊缝冷却后产生了残余变形,焊接变形沿垂直焊缝方向由中心向两侧均匀变化,焊缝中心处变形最大,两侧远离焊缝方向变形逐渐递减,其原因是焊接加热过程中,焊件局部区域(如熔池和热影响区)的材料的热胀冷缩受到四周约束的限制作用,从而产生了不均匀的压缩变形,同样在焊后冷却过程中,发生压缩变形的材料受到相邻金属和外界刚性约束的作用而不能自由收缩,并在某种程度上受到拉伸而卸载,但因拉伸后卸载的塑性变形不足以抵消之前产生的焊接过程变形,所以在焊后热过程完成以后,工件宏观上产生了纵向和横向的收缩变形。在厚度方向上,厚板单侧多层焊接中,焊缝正面的横向收缩量大,背面收缩量因热影响少而相对较小,这样工件的横向收缩的不均匀分布造成了厚度方向上的角变形。多层多道焊中,每焊完一层,残余角变形逐渐增大。
3.2 焊接变形测量和分析
利用焊缝检测尺、游标卡尺等专用测量工具对焊接前后工件尺寸进行测量,对比焊接前后工件外形尺寸变化情况。对于表2中项目A、B,究其原因为角变形引起,实际值相比较理论值的变化如图7所示,角度变化了4°,与软件仿真结果相符。
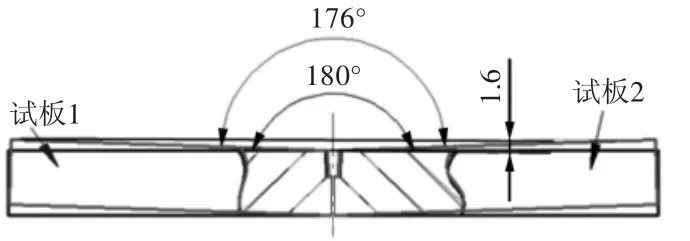
图7 工件实测变形与理论轮廓对比
对于检测项目C、D,究其原因则为焊接塑性变形和冷热收缩导致试件横向和纵向收缩产生的尺寸变化,即产生的外形的收缩变形,而从纵向实际测量值可以看出,焊缝侧的尺寸小于远离焊缝侧的尺寸,这与仿真中的云图中焊缝近的位置变形大相一致,整体上看,工件变形测量结果与仿真分析结果一致。
4 结 语
本文对奥氏体不锈钢316LN对接接头进行了数值模拟,分析了焊接应力场、残余应力分布以及焊接变形情况。结论如下:本文中残余应力的分布规律及焊接变形的分析结果与文献资料相符。表明采用三维有限元模拟技术可以掌握激光焊接应力应变场的分布规律和变化特点,为焊接变形的控制和焊接质量的提高提供理论依据。
猜你喜欢
水电站机电技术(2022年4期)2022-04-18
装备制造技术(2020年11期)2021-01-26
中国农资(2019年44期)2019-12-03
制造技术与机床(2019年7期)2019-07-22
中国现代中药(2019年5期)2019-07-03
现代机械(2018年1期)2018-04-17
名家名作(2017年3期)2017-09-15
中外医疗(2015年5期)2016-01-04
小天使·四年级语数英综合(2015年3期)2015-04-20
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01