
新型码垛装置升降油路节能特性分析
2018-11-07 09:36孙亚茹华子森李科
西部皮革 2018年20期
孙亚茹,华子森,李科
(1.山东化工职业学院,山东 潍坊 262737;2.山东大学机器人研究中心,山东 济南 250014)
引言
码垛机械作为通用设备,在工业自动化的进程中起着中流砥柱的作用[1-2]。特别是对于大型机械式码垛机,以其前期投入小、单次码垛货物量大及维护简单等等优势,一直以来市场占有率居高不下。近些年,机器人技术日益成熟,并渐渐融入于码垛流水线当中[3],所占市场份额也随着机器人成本的降低而逐渐提高,但对于吨位级别较大货物的码垛,还是以液压机械式码垛设备为主。
1 典型升降控制液压回路
1.1 码垛设备升降工序简析。图1所示为机械式码垛设备移垛部分的布位。从图中可以看出,工位1中,经过聚类或整型的货物由码垛头夹起,而后由升降油缸提升至预定工位。行至工位2时,油缸活塞杆回缩,夹头下降,货物被转移至工位2的输送链上。工作工程中,油缸活塞重复进行伸出、保位及回缩动作[4]。
1.2 码垛设备典型升降油路对比。码垛机夹头自重较大,运行过程中势必产生较大惯量。同时考虑到多工位的需求,因此多数设备对于码垛机的升降都采用位置亦或速度控制[5]。再者,由于控制精度相对要求较低,因此电液比例阀成为了油路控制元件的首选。图2减少了三种典型的码垛机升降液压油路。

图1 码垛设备布位图
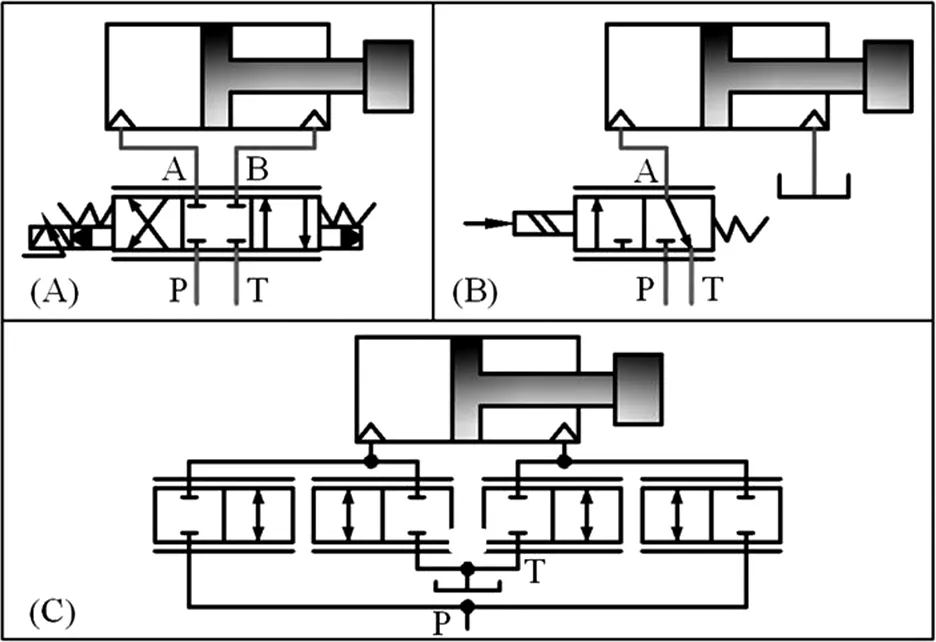
图2 典型液压油路对比
图2中A采用传统的三位四通电液比例控制阀,外负载通过控制有杆腔及无杆腔的压差来平衡,因此码垛机的升降过程油源都需要供能;B中无杆腔采用两位三通电液比例阀,有杆腔直接接油箱(PT≈0)。当液压缸伸出时油源接通无杆腔,通过比例控制阀芯的开口度,来到达较精确的位置或是速度控制。当液压缸回缩时,利用夹头自重压缩活塞杆产生高压油,并通过调节A到T口的阀芯开口度进行位置或是速度的比例控制。该油路在活塞杆回缩的过程中油源无需提供能量,具有较好的节能作用;C所示油路采用了组合控制方法,每个腔室都采用两个两位两通比例阀控制,通过选择不同的受控阀来模拟A和B油路的作动效果。因此,次油路兼具A和B的优点。
2 新型升降控制油路的模拟与分析
2.1 油路搭建原理简析。图3所示为基于AMESim的新型升降控制油路及控制逻辑模型。模型中,1部分代表蓄能控制油路及控制逻辑,2代表液压缸回缩控制油路及控制逻辑,3代表液压缸伸长控制油路及控制时序。该新型液压升降控制油路充分综合了第2.1节中各个典型油路的特点,并且在保证油缸的位置控制精度的同时,节能效果更为突出。油路在油缸的伸出阶段采用油源供油,并通过两位两通比例阀进行控制。油缸回缩阶段,油源转化为液压缸的无杆腔,此时控制元件仍然为两位两通比例阀。
由于负重及空载情况下液压缸无杆腔的供油压力不同,因此采用了蓄能器来储存由于压差所产生的高压油,并在运行过程中阶段性释放此部分能量供于设备运作。进一步减轻了油源的能量供应,起到了更好的节能作用。

图3 新型升降控制油路

图4 仿真结果
2.2 仿真与分析
2.2.1 仿真参数设置。在AMESim软件中共建立三组模型,第一组模型如图3所示,第二组模型即模型一除去蓄能控制油路,第三组为图1所示A油路。
其中,模型一(图3)中比例阀1和2的额定流量分别为18 Lmin 和 25 Lmin,频率均为40 Hz。油缸活塞和活塞杆直径分50mm和30mm。其余参数设定详见图3。
2.2.1 仿真结果及分析。图4中展示了三种方案的活塞位移及系统输入能量的对比曲线。从仿真结果中可以看出,对于相同的输入,三种油路方案都能保持较好的位置精度。其中方案1开始阶段活塞位移出现滞后的原因在于蓄能控制油路的蓄能器初始充气压力降低,系统首先给蓄能器供油。
从系统输入能量对比曲线可以看出,在蓄能器充油完成后,对比方案2和方案3,在活塞伸出阶段方案1所提出的新型升降控制油路需求的能量输入最少。由此可见,本文所提出的码垛机新型升降控制油路节能效果良好。
猜你喜欢
石油沥青(2022年2期)2022-05-23
特种油气藏(2022年2期)2022-05-09
内燃机与配件(2022年1期)2022-01-06
中国科技纵横(2021年7期)2021-07-22
装备制造技术(2020年3期)2020-12-25
——湿气测试法(下)
汽车维修与保养(2020年9期)2020-12-15
重型机械(2020年3期)2020-08-24
计算机测量与控制(2020年7期)2020-08-03
电子制作(2019年20期)2019-12-04
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
