低成分薄规格L485M 级管线钢的生产实践
2019-03-10 04:31杨志强曲之国杨海峰
山西冶金 2019年6期
杨志强, 曲之国, 杨海峰, 郑 伟
(五矿营口中板有限责任公司, 辽宁 营口 115000)
价格因素是影响市场占有率的一个重要因素。因此生产成本是提高竞争能力最重要的手段。L485M 级管线钢通常采用低碳化学成分设计,由于Mo、Nb 等合金价格较高,导致炼钢成本一直居高不下。五矿营口中板有限责任公司(以下简称营钢)于2009 年5 000 mm 宽厚板轧机投产时开始研发管线钢,目前管线钢生产已达到L485M 级别,在国内管线钢生产中处于领先地位。通过优化控轧控冷工艺,调整合金成分体系,不但降低了生产成本,还使生产的L485M 级管线钢强度满足,-40 ℃冲击功趋于稳定,平均为200 J 以上。
1 L485M 级管线钢的技术条件
L485M 级管线钢的化学成分及力学性能要求分别见表1 和表2。
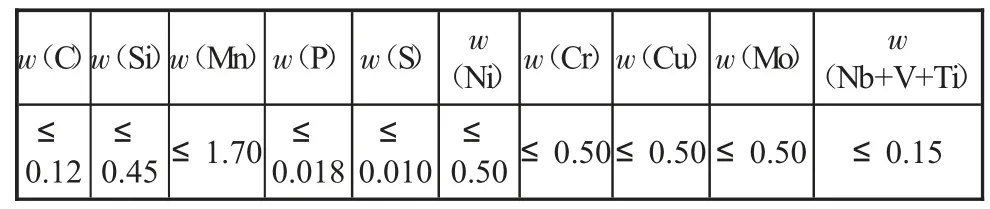
表1 L485M 级管线钢的化学成分要求 %

表2 L485M 级管线钢的力学性能要求
2 工艺试验
钢板规格薄,为保证强度及韧性匹配,w(C)控制在0.06%~0.09%为宜。降低碳所损失的强度由增加Mn 来弥补,Mn 起固溶强化作用,Mn 还能降低奥氏体-铁素体相变温度,而奥氏体-铁素体相变温度的降低对铁素体的晶粒尺寸具有细化作用。并采用Nb、Ti 复合微合金化的方式延迟奥氏体的再结晶,延迟奥氏体-铁素体相变过程,细化晶粒提高强韧性能。在设计成分时,不使用Mo 合金,而用价格较低的Mn、Cr 合金元素,含量达到技术协议上限,弥补由于不加Mo 带来的强度损失。具体成分如表3。
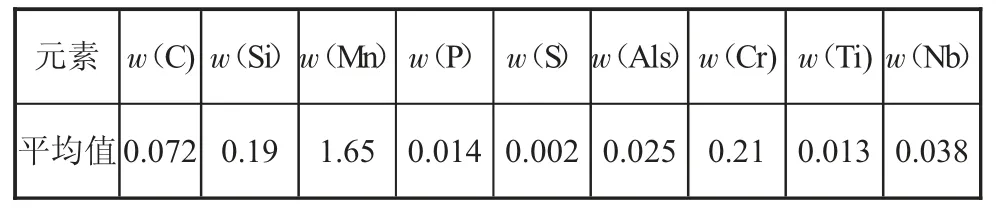
表3 L485M 级(试验)管线钢的冶炼成分 %
轧钢采用两阶段控轧的方式,轧后配合控制冷却。因钢板规格薄,钢板轧制结束到ACC 开始冷却温度降低的较多,易出现先共析铁素体析出,导致钢板强度不合格。因此钢板终轧温度的选择会直接影响两阶段开轧温度及ACC 开冷温度,间接影响中间坯厚度的选择。
精轧选择在奥氏体未再结晶区内,在这一温度范围内的特点是通过形变使奥氏体晶粒拉长,同时在伸长而未再结晶的奥氏体内形成较高密度的孪晶形变,碳、氮化物因应变诱导析出,因而增加了铁素体的形核位置,铁素体晶粒得到了细化。
为提高铁素体的形核数量,通过提高奥氏体-铁素体相变过冷度,使温度降低。通过增加冷却速度阻止、延迟碳、氮化物过早的析出,从而产生更加弥散的析出物。进一步提高冷却速度,可获得针状铁素体,进一步改善强韧性。精轧结束后钢板快速抛钢入水,保证开冷温度,控制先共析铁素体的析出,采用高的冷却速率及低的终冷温度以控制相变组织,获得针状铁素体组织的管线钢。
设计种轧制工艺,具体轧制实验方案见下页表4。实验工艺都采用二阶段控制工艺,工艺1 主要采用相对高的终轧温度;工艺2 采取相对较高的加热温度;工艺2 和工艺3 提升中间坯厚度同时采用大的冷却速度。
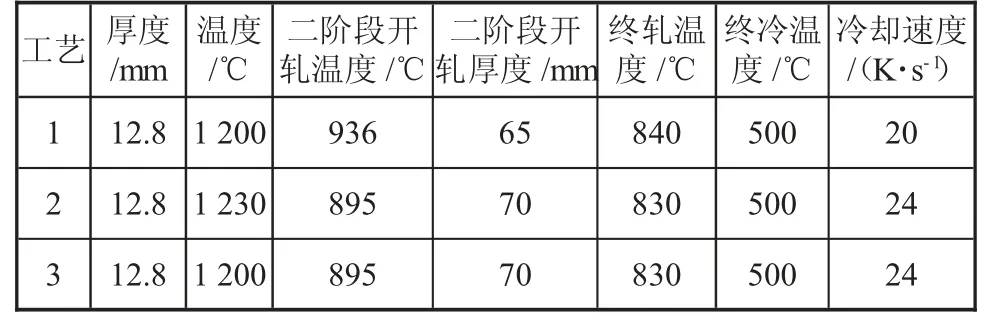
表4 轧制工艺
3 试验结果分析
3.1 性能检验L485M
从3 种轧制工艺生产钢板的中部制取试样进行力学及相关性能检验,试验结果见表5。
从表5 可以看出,工艺1、3、2 轧制钢板的屈服强度、-40 ℃冲击功逐渐升高,抗拉强度、延伸率远高于技术条件的要求。其中,工艺1 轧制钢板虽然能够满足技术要求,但是屈服强度余量较小,质量保障能力较差,若批量生产则会造成合格率低。工艺2 和工艺3 的屈服强度、抗拉强度及冲击功等能满足技术要求,但工艺2 加热温度相对偏高,不利于原奥氏体晶粒的细化。
3.2 微观组织
从3 种工艺轧制钢板制取横截面试样,用硝酸酒精溶液腐蚀钢板,钢板表面微观组织均为针状铁素体,1/4 和中心位置的组织有不同之处,图1-1、图1-2、图1-3 分别为按照工艺1、2、3 生产的L485M级钢板厚度1/4 处金相组织。
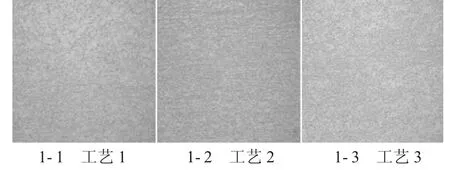
图1 500X 金相组织
金相组织以准多边形铁素体+粒状贝氏体为主、伴有少量的贝氏体铁素体。由图1 可以看出,按照工艺1 生产试验钢板显微组织中的先共析铁素体数量明显增多,针状铁素体比例下降,因而强度和冲击性能也最低。
3.3 结果分析
1)工艺1 轧制钢板的强度低于工艺2、工艺3。这是由于工艺1 采用相对低的中间坯厚度及冷却速度。虽然只是差5 mm 中间坯厚度及10 ℃终轧温度,但是二阶段开轧温度却提升了40 ℃之多。因钢板精轧阶段累积压下率的温度相对较高,低成分薄规格钢板的强度偏低。
2)工艺2、工艺3 经过细化热机械轧制工艺。终轧温度降低10 ℃、冷速提高2 K/s,性能结果满足要求,具体为屈服强度上升35 MPa、抗拉强度上升10 MPa、伸长率降低1.5%、冲击功上升30 J、硬度上升12HV10、晶粒度上升0.5 级。
3)工艺2 采用了较高的板坯加热温度,不利于原奥氏体晶粒的细化。
综上,合同钢板批量生产选用工艺3 进行轧制。
4 性能汇总
按工艺3 批量轧制的性能均合格,具体见表6。
钢板的强度和冲击性能均较好,满足标准及后续制管使用需求。
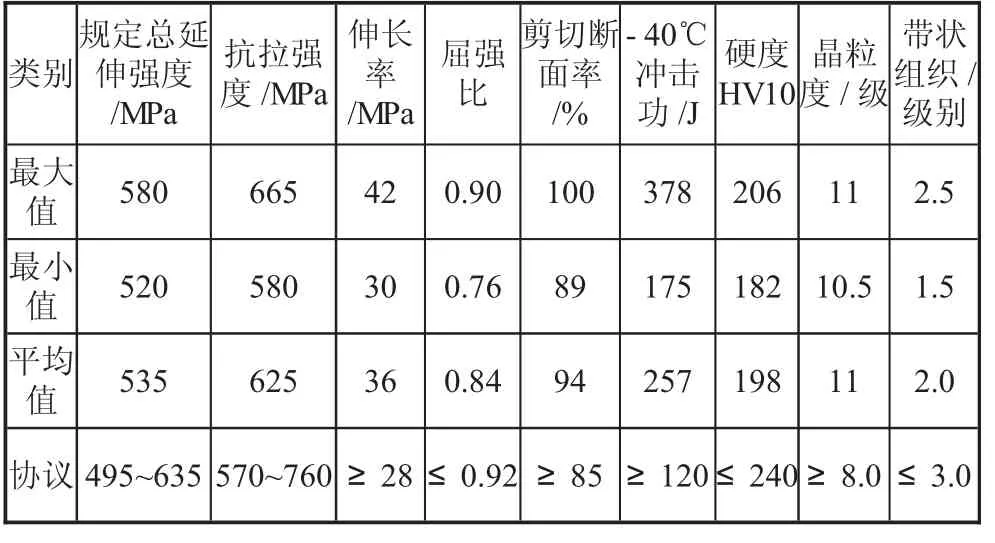
表6 L485M 级钢板的力学性能汇总
5 总结
经过对TMCP 生产工艺的细化研究,对加热、轧制、冷却等过程进行全方位的控制,成功研发出低成分薄规格L485M 高强度高韧性的管线钢。钢板批量生产,所得综合强韧性能稳定,性能初验合格率99.65%。研发出的高强韧性管线钢满足现代油气输送要求,其强度、低温冲击韧性和焊接性能优良。合金成分控制较低,具有综合竞争优势,增加了营钢高附加值品种钢的种类。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
中国特种设备安全(2022年3期)2022-07-08
失效分析与预防(2021年6期)2021-02-15
中国金属通报(2019年6期)2019-08-20
劳动保护(2018年5期)2018-06-05
华人时刊(2018年23期)2018-03-21
中国铸造装备与技术(2017年3期)2017-06-21
中华建设(2017年3期)2017-06-08
中国神经再生研究(英文版)(2017年4期)2017-01-12