过热器集箱三通焊缝裂纹原因分析
2019-05-09 09:47宫伟基
山东电力技术 2019年4期
张 军,宫伟基
(1.华电潍坊发电有限公司,山东 潍坊 261204;华电国际技术服务分公司,山东 济南 250014)
1 概述
某电厂亚临界300 MW机组配备DG1025/18.2—II4型锅炉,1993年10月投产,截至2013年9月大修时,累计运行14万h。前屏和后屏过热器集箱均布置于炉顶大包内,前屏过热器蒸汽通过联络管进入后屏过热器入口集箱,集箱入口为三通结构,三通规格Ф406 mm×50 mm,材质为12Cr1MoV。
2013年9月大修期间,磁粉检测发现后屏过热器入口集箱三通焊缝存在裂纹,裂纹形态为垂直焊缝方向,采用渗透检测方法进一步确定裂纹分布,发现2条裂纹,间隔约 50 mm,如图1所示,分别标记为裂纹1和裂纹2,其中裂纹2贯穿整个焊缝宽度。
2 试验结果与分析
因三通结构原因,只能对焊缝进行环向取样,取样包括整圈焊缝,宽度150 mm。试验项目包括化学成分分析、显微组织检测、裂纹断口检测、力学性能检测等。

图1 裂纹形貌
2.1 化学成分分析
采用光谱分析方法对母材和焊缝试样的化学成分进行了检测,结果见表1。可见,母材成分满足GB/T 5310—2017《高压锅炉用无缝钢管》的要求,焊缝成分与母材一致,材料化学成分正常。

表1 化学成分检测结果 %
2.2 显微组织分析
2.2.1 试样制备
在裂纹2处制备显微组织分析试样,编号1号、2号、3号,如图2所示;垂直于裂纹方向将 1号试样切割成 3个小试样,分别标记为 1-1、1-2、1-3,如图3所示,其磨面为径向。2号试样磨面为管径切向,3号样磨面为轴向。远离裂纹方向制备4号试样,磨面为径向。

图2 1-3号试样位置
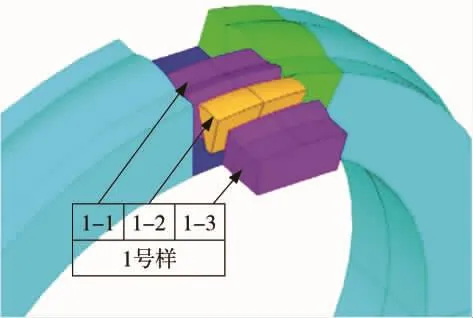
图3 1号样分割图
2.2.2 非金属夹杂物检测
根据 GB/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》的规定,取3号试样进行观察,抛光态显微形貌如图4所示,可观察到B类夹杂物和D类夹杂物形态;根据A法检验评定,B类非金属夹杂物为 B1.5级,粗系D类非金属夹杂物为D1.5级,细系非金属夹杂物为D3级。

图4 纵截面抛光态夹杂
在扫描电子显微镜下观察横向截面,非金属夹杂物截面主要呈现圆形,如图5所示。

图5 横截面扫描电镜夹杂物(1 000倍放大)
2.2.3 显微分析
1号试样宏观形貌如图6所示,从图中可以看出,该条裂纹存在分支,主裂纹周围分布着其他微裂纹,主裂纹边沿存在氧化产物,呈沿晶扩展特征,部分微裂纹起裂于焊缝外表面。
2号试样裂纹裂纹呈现沿晶扩展特征,如图7所示,裂纹扩展垂直熔合线方向,焊缝处的二次裂纹较少,焊缝处的组织为铁素体、贝氏体、碳化物和少量珠光体。

图6 1号试样裂纹形貌(50倍放大)

图7 2号裂纹熔合线处形貌(50倍放大)
母材金相组织为铁素体、碳化物和珠光体,其中珠光体发生一定程度的球化,球化等级2-3级,如图所示8。

图8 2号试样母材金相组织(500倍放大)
3号试样的宏观形貌如图9所示,可清晰观察到焊缝、热影响区和母材 3个区域,在试样焊缝左侧,肉眼可见一个大夹杂物。

图9 3号试样形貌
4号试样形貌如图10所示,焊缝区域存在气孔,某些气孔周围存在裂纹,裂纹贯穿整个气孔,呈锯齿状扩展。
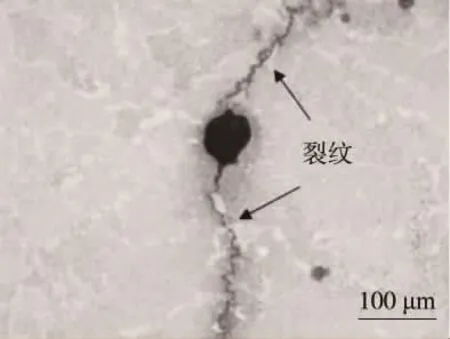
图10 4号试样形貌(50倍放大)
对该裂纹扫描电子显微镜下观察,裂纹呈现沿晶开裂特征,裂纹周围存在一些不连续微裂纹,微裂纹周围分布着一些微空洞,如图11所示。
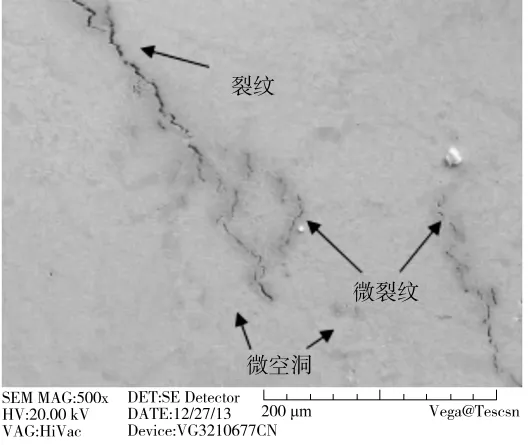
图11 4号试样裂纹(500倍放大)
扫描电子显微镜发现该区域某些气孔内存在夹杂,夹杂物呈球形,直径约 400 μm,如图12所示。
电子显微镜能谱检测结果显示该夹杂物Ca,Ti元素含量较高,如表2所示,推断该夹杂物产生于焊接过程。
2.4 裂纹断口检测
打开1-2试样观察断口,发现裂纹断口表面呈现灰黑色,部分断面覆盖着暗红色物质,断面凹凸不平,如图14。试样经过超声波清洗后,其断面上的暗红色物质未见剥离。采用化学清洗的方法,去除部分覆盖的氧化物,在电子显微镜下,断面上可见放射状的裂纹扩展花样,放射线起源于焊缝表面,放射花样沿焊缝厚度方向扩展,如图15所示。

图12 气孔内的夹渣(64倍放大)

表2 电子显微镜能谱检测结果 %

图14 断口宏观形貌

图15 断口微观形貌
虽然试样经过清洗,但裂纹断面处氧化物依旧存在,并且覆盖较严重,部分氧化物表面存在龟裂,说明试样开裂后,裂纹的扩展经历较长时间。
2.5 力学性能试验
依据GB/T 228.1—2010《金属材料拉伸试验 第1部分:室温试验方法》,对母材试样进行拉伸性能试验,取样位置平行于焊缝,两个拉伸试样均在标距内断裂,拉伸数据有效,试验结果见表3。从表中可见,该失效焊缝强度满足要求,但是断后延伸率明显低于标准要求,说明该材料经过14万h运行后,材料强度升高,塑、韧性降低,材料变脆。

表3 拉伸试验数据
拉伸断口主要由剪切断裂区和裂纹扩展区两部分区域组成,剪切断裂区以准解理形貌为主,断口上存在解理台阶,如图16所示,裂纹扩展区主要以韧窝形貌为主,如图17所示。

图16 剪切断裂区(500倍放大)
根据 GB/T 2654—2008《焊接接头硬度试验方法》和 GB/T 4342—1991《金属显微维氏硬度试验方法》,在 3号试样上进行显微维氏硬度测试,测试位置如图18所示。
标线1和 2均从焊缝中心往母材方向进行测试,表 4和表5分别为测试结果。将维氏硬度换算为布氏硬度,绘制所得的布氏硬度分布曲线如图 19所示。

图17 裂纹扩展区(500倍放大)
从图19可见,标线1和标线2上布氏硬度变化规律相同,在焊缝中心区域,硬度值较高,热影响区次之,母材处最低。比较标线1和标线2上的硬度值,发现同位置处标线 1的硬度值普遍低于标线 2,分析原因为在厚壁管的热处理过程中,内壁加热温度得不到保证,热处理效果不佳。标线1焊缝处布氏硬度的平均值为268 HB,母材处布氏硬度的平均值为179 HB;标线2焊缝处布氏硬度的平均值为286 HB,母材处布氏硬度的平均值为166 HB。

图19 3号试样标线1和2布氏硬度分布
标线3和标线4测试区域为母材,分别从外表面向试样厚度方向测试,测试结果见表6和表7所示。

表4 标线1硬度测试数据

表5 标线2硬度测试数据

表6 标线3硬度测试数据

表7 标线4硬度测试数据
硬度测试结果显示,焊缝处的硬度值均大于270 HB;标线3处母材硬度平均值为193 HB。
3 失效原因分析
后屏过热器入口联箱三通与支管焊缝,与其相邻结构之间未见装配异常,运行14万h后出现开裂,且裂纹表面覆盖较厚的氧化物,内部裂纹发生氧化,说明裂纹扩展时间较长。
力学性能检测显示材料强度满足要求,但是塑性指标较低,不符合标准要求。
DL/T 869—2012 《火力发电厂焊接技术规程》“7.3.1同种钢焊接接头热处理后焊缝的硬度,一般不超过母材布氏硬度值加100 HBW,且不超过下列规定:合金总含量<3%时,布氏硬度值≤270 HBW”的规定,该过热器入口集箱三通焊缝硬度超标;焊缝附近母材硬度超过DL/T 438—2016《火力发电厂金属技术监督规程》中规定的12 Cr1MoV钢硬度上限(180 HB);表明该过热器入口集箱三通焊缝焊后热处理不合格,将影响该焊缝的寿命。
对集箱三通焊缝的受力进行分析,集箱三通受结构应力作用,产生裂纹或损坏,应该发生在焊接接头的熔合线区域,向周向发展;集箱三通承受介质工作压力而产生的应力作用,产生裂纹或损坏,为轴向发展;所以分析认为,造成该过热器入口集箱三通焊缝产生裂纹的应力主要是介质工作压力。
显微组织检测显示材料球化级别中级,微观分析中所出现的沿晶开裂形貌、显微空洞等,结合集箱三通焊缝产生裂纹的主要应力状态,因此判断该焊缝失效形式应力型蠕变脆性断裂。
焊缝中存在较多的非金属夹杂、大的气孔,均加剧了材料开裂失效的速度。
4 结语
综合试验结果和分析,后屏过热器入口集箱三通焊缝焊后热处理不合格,焊缝材料提前老化,在介质工作压力作用下,发生应力型蠕变脆性断裂,因此对于该类型三通结构,要加强检修期间的金属监督检验,机组启停和运行期间尽量避免温度压力的大幅度波动等,保证机组安全运行。
猜你喜欢
山西交通科技(2022年3期)2022-08-02
昆钢科技(2021年5期)2021-12-14
中学生数理化·中考版(2021年9期)2021-11-20
理化检验(物理分册)(2021年6期)2021-06-30
化工设备与管道(2021年6期)2021-05-28
名城绘(2020年5期)2020-10-14
中国特种设备安全(2019年8期)2019-10-14
中国特种设备安全(2019年5期)2019-07-16
中国特种设备安全(2018年12期)2018-03-15
中国公路(2017年14期)2017-09-26