
斜轧穿孔机顶头设计软件的开发
2019-10-26 03:03王久刚
钢管 2019年4期
王久刚
(天津钢管集团股份有限公司,天津 300301)
顶头是斜轧穿孔生产的主要轧制工具之一,将实心的坯料穿制成空心毛管的过程中,金属的主要变形是由顶头参与变形的,它的形状决定了金属在变形区的流动。顶头设计合理与否,直接影响钢管生产的产量、表面质量、壁厚精度和成本消耗。因此,穿孔机顶头外形几何尺寸的设计极其重要。
目前,穿孔机顶头的设计一般采用“计算法”,先根据顶头各段的长度、顶头直径、平整段角度等基本参数,计算出穿孔锥的圆弧半径,然后再手工制图,或者借助CAD绘图软件绘制顶头轮廓图,最后再测量相关参数[1]。上述方法具有不直观或容易出错的缺点,在选用顶头的辗轧锥角时,未经缜密计算的赋值也存在局限性,尤其在顶头按系列化、规格化方式进行设计时;因此有必要开发专用的设计工具来完成顶头的快速、精确、合理的设计。本文针对穿孔机顶头的特点,利用开源软件Lazarus,采用面向对象的技术和方法,开发了面向穿孔机顶头主要参数的、可视化的顶头设计软件。
1 穿孔变形区
合理的顶头设计必须与穿孔变形区的特点相适应。穿孔变形区的组成如图1所示,一般由穿孔准备区(Ⅰ)、穿孔区(Ⅱ)、辗轧区(Ⅲ)、规圆区(Ⅳ)4部分组成。穿孔准备区将实心管坯在反复交变应力下形成疏松区但不至于形成孔腔,为穿孔做好准备;穿孔区将实心的管坯穿制成空心毛管,承受主要变形——减壁、延伸;辗轧区辗轧壁厚,改善管壁尺寸精度和内外表面质量;规圆区将椭圆形的毛管圆化[2]。

图1 穿孔变形区的组成示意
2 典型的顶头外形和各锥段作用
合理的顶头外形和尺寸不仅能降低斜轧过程中的能耗,还可以提高工具的使用寿命[3],并且毛管壁厚精度较好,顶头外形可分为穿孔锥Ⅰ、扩径锥Ⅲ、辗轧锥(一段Ⅱ、二段Ⅳ)和反锥Ⅴ。穿孔顶头结构如图2所示。

图2 穿孔顶头结构示意
根据扩径率的大小,顶头可分为两段、三段和四段式。三段和四段式顶头用于大扩径率穿孔,由穿孔锥、扩径锥、辗轧锥、反锥组成;两段式顶头不需要大扩径率,由穿孔锥、辗轧锥、反锥组成。
顶头鼻部的作用是对正管坯中心、改善金属流动、防止管坯最初形成的孔腔暴露,其直径略大于疏松区直径(疏松区直径为0.25DB,DB为管坯直径)。若鼻部过小,管材易形成内折;过大则会增大穿孔阻力[4]。
顶头的穿孔锥为一球面体,母线为一段圆弧,作用是完成毛管管壁成型。它的长度对穿孔时变形量有很大影响,过长或过短都不利于穿孔变形。目前广泛运用的穿孔锥母线为圆弧形,圆弧两端与鼻部和辗轧锥(或扩径锥)平滑连接。
扩径锥为一斜锥体,母线为一条斜向线段,线段与穿孔辊的出口段在空间上形成的角度呈逐渐减小的趋势。扩径段的作用是增加顶头的扩径量,与穿孔锥、辗轧锥相连接。
辗轧锥为一斜锥体,母线为一条斜向线段,线段与穿孔辊的出口段在空间上等间隙。辗轧锥的作用是均匀毛管壁厚、均整毛管内外表面,与穿孔锥(三段式顶头为扩径锥)、反锥相连接。
反锥为球面体,作用是防止划伤毛管并保证毛管尾部自由离开顶头。
3 顶头设计步骤
3.1 设定现场工况条件
不同的穿孔机组有不同的现场客观条件,主要涉及管坯直径和钢种、穿孔辊类型和尺寸、导卫装置(导板或导盘)尺寸和毛管尺寸。不同的现场客观条件选定的顶头参数也是不同的,所以顶头设计前必须先确定现场的客观条件,以便根据这些前提条件进行顶头设计。
(1)确定管坯直径和钢种。轧辊间距、导板间距、前伸量等参数的确定都和管坯直径有密切关系。元素含量差别较大的钢种,其轧辊间距也有所不同。
(2)确定穿孔辊的参数,包含入口和出口辊身长度及其锥角。穿孔辊入口辊面锥角和管坯的两次咬入、孔腔形成、顶前压下率有密切关系;穿孔辊出口锥角影响轧辊的开度和毛管扩径能力。
(3)确定毛管外径和壁厚。毛管外径和壁厚是确定顶头直径的前提,也影响顶头扩径量的大小。
(4)根据扩径率确定顶头类型。根据扩径率选择二段、三段或四段式顶头:扩径率小于20%可以采用二段式顶头,大于20%采用三段或者四段式顶头。
(5)导卫装置(导板或导盘)尺寸。导卫装置主要起限制毛管横向宽展的作用,导卫装置的尺寸影响管坯的咬入、毛管的外径。
3.2 设定经验参数
3.2.1 选择合适的压下率
在选定了管坯的钢种和直径后,根据理论及现场经验,选择合适的压下率,即选定轧辊间距E。E可以根据经验直接给定,也可以参考以下选取[5]:碳钢(0.84~0.90)DB,通常为(0.86~0.89)DB;低合金钢(0.85~0.90)DB,通常为(0.87~0.90)DB;高合金钢(0.88~0.91)DB,通常为(0.88~0.90)DB;且厚壁毛管取大值,薄壁毛管取小值[6]。
3.2.2 确定送进角和辗轧角
送进角 α 在 8°~15°之间,通常为 8°~12°。送进角越大,毛管出口速度越大,轧制时间越短,穿轧节奏越快,顶头消耗越低;送进角越小,管坯咬入条件越好。若在同一个轧辊上轧制不同直径管坯,送进角随管坯直径的增大而减小。
辗轧角越大,荒管的延伸率及断面收缩率越大,旋转横锻效应越大,周向剪应力越小,产品质量越好。锥形穿孔机的辗轧角一般取8°~15°。
送进角和辗轧角影响穿孔辊的开度,进而直接影响顶头辗轧锥的角度。
3.2.3 确定顶前压下率
顶前压下率ρ决定了顶头前伸量的大小,与咬入、轴向滑移、穿孔速度、毛管尺寸和质量有关。顶头前伸量Ld1决定了顶头压下率的大小。若Ld1≤Le2, ρ=(DB-E-2Ld1tan α2)/DB; 如 果 Ld1∧Le2, ρ=[DB-E-2Ld1tan α2-2(Ld1-Le2)tan α1]/DB。其中,α1和α2分别为轧辊入口一段、二段角度,(°);Le2为穿孔辊入口二段长度,mm。
3.2.4 确定顶头扩展值
根据经验给定顶头扩展值C,三段和四段式顶头由于存在扩径锥,扩径率大,根据毛管尺寸和扩径率确定顶头直径。为了便于生产管理和降低成本,一般对顶头直径规格进行简化,并形成顶头系列。顶头直径DD与顶头扩展值C的关系为:

式中DH——毛管外径,mm;
SH——毛管壁厚,mm。
3.2.5 确定辗轧锥长度和角度
3.2.5.1 辗轧锥长度
辗轧锥一段长度根据经验选取。顶头辗轧锥二段长度设计为大于毛管1/2螺距,使毛管任意截面在变形区顶头辗轧段轧制至少两次,保证毛管的壁厚均匀和内表面平整[7]。辗轧锥二段长度LGT2取(0.50~0.75)Pu。其中,Pu为毛管螺距,。
3.2.5.2 辗轧锥角度
为保证毛管壁厚均匀,顶头辗轧锥角度应与穿孔辊形成的空间角度合理匹配,以保证毛管壁厚均匀。辗轧锥角度过大或过小都会引起毛管壁厚精度变差,内螺旋加重,以致影响成品管的内表面质量和壁厚精度。虽然数学方法求解斜轧孔型开度值推导过程复杂(主要体现在空间解析、坐标变换复杂),但是使用已有成熟的公式进行编程,利用计算机计算速度快的优势进行求解,则相对于三维模型软件建模求解具有简便快捷、数据准确的优点。
横坐标x=t截面处轧辊开度R(t)如图3所示,其计算公式为[9]:


式中y0,z0——椭圆中心坐标,mm;
t——计算截面到辊喉截面的距离,mm;
β——穿孔辊出口锥角,(°);
DHP——穿孔辊轧制带处直径,mm;
BHP——穿孔辊轧制带间距,mm;
φ——穿孔辊辗轧角,(°);
φ′——穿孔辊轴线与其在主垂直平面上投影的夹角,(°);
A,B,C,K1~K10——中间参数。
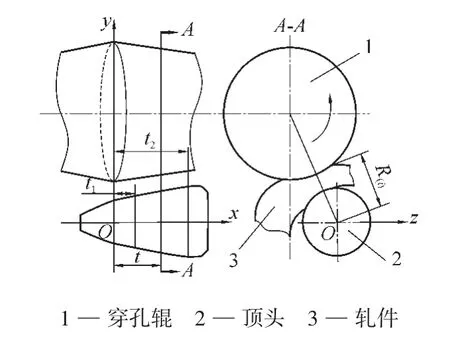
图3 横坐标x=t截面处轧辊开度示意
设顶头辗轧锥入口和出口端对应的截面与辊喉截面距离为t1、t2,该两处截面顶头半径分别为R1(t1)和 R1(t2),相应截面上对应的轧辊开度分别为 R(t1)和R(t2)。为了获得最佳的均壁效果,应使入口和出口端截面对应的壁厚相等,顶头辗轧锥锥角βplug为:

3.2.6确定扩径锥长度和角度
为保证顶头有大的扩径率,一般选用三段或者四段式顶头,增加扩径锥。空心管坯在穿孔辊和扩径锥的共同作用下,壁厚逐渐减薄,外径逐渐扩大。扩径锥角度根据经验选取,一般取5°~12°,扩径锥长度 LA取(0.65~1.10)Pu。
3.2.7 确定鼻部直径
鼻部直径F应近似等于穿孔准备区中管坯疏松区直径,防止最初形成的孔腔暴露,并与管坯定心孔尺寸相对应(略小于定心孔直径)。鼻部直径过小,管坯中心疏松区得不到很好的加工,容易形成内折;直径过大则顶头阻力增大。F取0.25DB较合适。
3.2.8 确定穿孔锥长度和圆弧半径
穿孔锥的作用是完成穿孔的主要变形,其长度应选择适当。顶头长度过短会使顶头轴向阻力增加,穿孔锥长度过长会容易产生轧卡故障。通常穿孔锥长度和圆弧直径比为1.00~1.25,大直径顶头取小值[10]。鼻部直径和穿孔锥尺寸确定后再倒圆角。穿孔锥长度LR和穿孔锥圆弧半径RD为:

式中LA——扩径锥长度,mm;
LGT1——辗轧锥一段长度,mm;
LR——穿孔锥长度,mm;
DR——穿孔锥端部直径,mm;
βGT2——辗轧锥二段角度,(°);
βGT1——辗轧锥一段角度,(°);
βA——扩径锥角度,(°)。
3.2.9 确定反锥长度
反锥的主要作用是防止顶头划伤毛管内表面,平衡顶头前后质量,使毛管顺利脱离顶头。反锥长度随顶头类型而定,一般非更换式顶头反锥长度为5~15 mm,更换式顶头由于要利用反锥起平衡作用,其长度取20~50 mm。反锥末端一般与顶杆平滑连接,以避免刮伤毛管内表面。
4 校核参数及顶头参数优化
对咬入系数、一次咬入长度、辊身长度等参数进行校核,避免顶头形状异常。
由于成品管质量改善的刚性需求,经常需要优化顶头设计来提高毛管尺寸和质量。传统更改顶头参数以后直接生产成本高、见效慢、周期长,结合有限元模拟分析和优化顶头设计后,再试生产是一个很好的选择。
有限元模拟可以精确计算穿孔机负荷、顶头负荷、压力分布、应力-应变分布,获得金属流动情况,定量描述和模拟整个工艺过程,对轧制过程进行超前规划,评估顶头设计合理性。通过有限元模拟可以预先在计算机上对设计的顶头轧制情况进行广泛试验,通过优化提高所设计顶头的生产稳定性,降低生产成本和质量风险。
5 顶头设计软件功能简介
由于顶头设计的计算量大、要求精度高,最好借助计算机来完成计算过程。为了更便捷、准确地设计斜轧穿孔顶头,使用开源软件Lazarus开发了斜轧穿孔顶头设计软件[11]。
5.1 工况条件
不同的斜轧穿孔机组有不同的管坯、穿孔辊、导卫装置和毛管尺寸,不同毛管外径也需要选择合适类型的顶头。进行顶头设计时可以根据现场条件进行选择。斜轧穿孔机顶头设计软件工况条件页如图4所示。

图4 斜轧穿孔机顶头设计软件工况条件页
5.2 经验参数
经验参数可以根据现场经验给定,也可以优化现有顶头经验参数后确定。数据库中有成熟的经验参数,可以直接导出至“经验参数”页,或进行修改。斜轧穿孔机顶头设计软件经验参数页如图5所示。

图5 斜轧穿孔机顶头设计软件经验参数页
5.3 顶头参数
顶头参数页包含顶头外形的各种参数,包括顶头总长、穿孔锥长度和圆弧半径、辗轧锥长度和角度、扩径锥长度和角度等;此外,还包含了压下率、顶前压下率、自由段长度、曳入系数等,便于对顶头外形进行核查。斜轧穿孔机顶头设计软件顶头参数页如图6所示。

图6 斜轧穿孔机顶头设计软件顶头参数页
5.4 参数化绘图
利用参数化绘图,可以将图形尺寸与设计参数相联系,即将图形尺寸看作是“设计参数”的函数。当设计参数发生变化时,图形尺寸也随之发生变化。采用参数化绘图进行孔型设计方便、快捷、准确,具有实用价值。
选择缩放比例,点击“绘顶头图”完成该顶头的轮廓参数化绘图,点击“金属轮廓”可以绘制管坯和毛管内外轮廓,显示金属与穿孔辊、导板脱离点,有利于分析、指导生产。点击“打印”可以完成顶头图的打印。斜轧穿孔机顶头设计软件顶头轮廓及金属轮廓页如图7所示。
5.5 数据库操作
顶头系列数据量较大,在设计和改造完善时有很多数据需要记录。采用数据库存储和管理工况条件、顶头参数、生产状况和质量反馈等各种数据,可以使数据更加安全、有条理、直观,并节省资料的存储空间。
Lazarus控制读写小型本地数据库ACCESS,有利于开发小型数据库系统。斜轧穿孔机顶头设计软件数据库操作页如图8所示。斜轧穿孔机顶头设计软件可以完成数据库内容的浏览、查询、插入、添加、删除、编辑、投寄、刷新等操作。其数据库内容也可以通过数据库导航器进行浏览和编辑。备注栏显示当前顶头相关信息。

图7 斜轧穿孔机顶头设计软件顶头轮廓及金属轮廓页

图8 斜轧穿孔机顶头设计软件数据库操作页
数据库记录还可以导出至“工况条件”和“经验参数”页,以便参考和修改。
6 计算结果可靠性验证
为验证该软件设计顶头的可靠性,采用实际生产中国外的顶头设计参数与软件计算结果进行对比。采用同样的初始条件和经验参数[10],利用顶头设计软件计算顶头参数,并与国外数据[12]进行比较,具体见表1。
从表2可以看出,用斜轧穿孔机顶头设计软件计算的顶头参数和国外给定的参数非常相近。由于国外设计顶头已在生产中长期使用并证明可行,因此说明该软件的孔型设计算法是可靠合理的,可以作为顶头设计、改造及指导生产的依据。

表1 软件运行结果与国外给定结果比较
7 结 语
采用参数化绘图,可将设计人员从繁琐的计算、绘图或三维软件操作中解放出来,实现斜轧穿孔顶头的快速、便捷、准确设计和绘制。
利用该斜轧穿孔机顶头设计软件进行顶头设计时,其使用方便快捷、精度高,可针对不同的斜轧穿孔机组现场工况条件进行计算;此外,还可以将顶头设计参数、生产和质量情况存储到数据库内,作为新顶头设计的参考和依据。
猜你喜欢
华南农业大学学报(2021年4期)2021-07-24
煤田地质与勘探(2021年2期)2021-05-23
钛工业进展(2021年1期)2021-03-13
干旱地区农业研究(2019年3期)2019-07-18
中医眼耳鼻喉杂志(2019年3期)2019-04-13
天津冶金(2018年3期)2018-07-27
山东工业技术(2017年21期)2017-11-04
中国有色金属学报(2017年12期)2017-03-02
中国卫生标准管理(2015年18期)2016-01-20
中国当代医药(2015年1期)2015-03-01
