
酱香型白酒机械化堆积发酵生产试验探究
2020-04-30 02:26程平言李岭卓冯小兵
酿酒科技 2020年1期
张 健,程平言,钟 敏,黄 魏,李岭卓,冯小兵,胡 峰
(贵州茅台酒厂(集团)习酒有限责任公司,贵州习水 564622)
酱香型白酒是中国传统白酒四大基本香型之一。高温堆积发酵是酱香型白酒酿造过程中特殊的工艺环节。堆积发酵是指糟醅通过蒸煮糊化、冷却摊晾、撒曲后,在场地上堆积成型,自然发酵,富集各类微生物,酒醅温度升高,形成一定的酱香风味成分或风味前体物质,为酒醅入窖发酵奠定了风味基础的过程。
堆积发酵过程,堆积酒醅顶温可达50 ℃以上,因此也称“高温堆积发酵”,当堆积糟醅表面形成一层白色斑点,并伴有明显的酒香味,略有酱味时可入窖池[1]。堆积发酵对酱香白酒的风味形成不可或缺的工艺过程,堆积发酵的过程不仅可以网罗筛选环境中有益微生物,产生各种酶类,而且在多种微生物及其酶类的作用下进行美拉德反应可形成酒体中的香味物质成分及其前体物质等[2]。另外通过高温堆积能够淘汰或抑制一些杂菌,驯化耐高温酵母,更有利于耐高温细菌的繁殖与作用,扩大微生物数量,有利于堆积过程糖化、酒化和酯化的作用,为窖内发酵创造了条件,因此堆积发酵过程也称为“二次制曲”[3-4]。堆积发酵是酱香型白酒酿造工艺中的独到之处,也是酿造工艺中最难掌握的关键环节,从某种程度上说,没有堆积就没有酱香酒[5-6]。
传统酱香型白酒制酒生产,主要采用人工操作,且生产环境差,劳动强度大,人工成本高,生产效率较低等,因此不利于产生效益。由于特殊的生产工艺,一直以来,酱香型白酒行业机械化程度相对其他香型白酒进展缓慢。
国外的日本烧酒工艺机械化程度走在前列[7];国内酿酒机械化程度在以液态发酵工艺生产方式的米香型、豉香型酿造企业基本实现了自动化,以桂林三花酒、玉冰烧为代表[8-9]。其他香型的白酒以湖北劲酒、内蒙河套、稻花香等企业,在机械化酿造方面大胆创新,实现了酿造的机械化、智能化、信息化,为白酒产业做出了示范[10-14]。
本研究基于习酒公司酱香型白酒机械化生产试验,研究机械化起堆对堆积发酵过程的关键指标变化规律,探究机械化堆积发酵过程各项关键指标的影响,通过试验探究机械化起堆是否影响堆积发酵质量,为酱香型白酒制酒机械化应用和推广提供参考依据。
1 堆积发酵温度、时间的变化规律探究
1.1 机械化堆积发酵温度变化规律探究(图1)
试验结果表明,机械化试验各轮次堆积发酵过程堆子的顶温均能达到50 ℃以上,中温达到40 ℃以上,底温32 ℃左右,温度均能达到工艺要求。但机械化试验班堆积发酵升温较传统工艺班组慢,顶温温度总体低于传统班组相应均值;中温、底温的温度和传统班组相应时期的温度均值基本一致(见图1)。由此可见,机械化起堆对堆积发酵温度虽然未达到传统工艺标准,但能满足传统工艺温度要求,需继续试验改进提升机械化生产工艺,以达到传统工艺标准。
1.2 机械化堆积发酵时间变化规律探究(图2)
实验结果发现:机械化堆积糟醅经几次打撒,糟醅较黏,不利于氧气的输送,机械化堆积发酵时间长于传统班组平均值,堆积时间延长(见图2)。
1.3 堆积发酵过程酒醅还原糖变化规律探究(图3)
通过对机械化试验堆积发酵过程酒醅还原糖分析,结果表明,从堆积完成到堆积发酵结束,还原糖含量总体呈现下降的趋势;一轮次、二轮次、三轮次堆积时间较长,呈现出先下降,后升高,再下降的变化趋势,四轮次、五轮次、六轮次堆积时间短,主要呈现先升高再降低的趋势(见图3)。
2 堆积发酵结束入窖糟醅理化指标与出酒率、优质品率关系探究
2.1 入窖糟醅理化指标与出酒率、优质品率相关性分析
通过SPSS 相关性分析,结果表明,入窖糟醅的水分、酸度、淀粉含量、还原糖含量对机械化试验班、传统班组出酒率、优质品率影响显著性不明显,但对两者的影响存在差异。入窖糟醅水分、淀粉、还原糖含量与传统班组出酒率呈负相关关系,入窖糟醅淀粉、还原糖含量与传统班组优质品率呈负相关关系;而机械化试验班仅入窖水分含量与出酒率呈负相关,入窖淀粉含量与优质品率呈现负相关(见表1)。
2.2 酒醅入窖理化指标变化规律探究(图4)
通过对机械化试验班与传统班组入窖糟醅水分、酸度、淀粉、还原糖含量分析,结果表明,两者不同轮次不同指标存在一定差异(见图4),但通过SPSS 显著性分析,其结果证明机械化试验班与传统班组入窖糟醅水分、酸度、淀粉含量、还原糖含量Sig.值均大于0.05,两者之间入窖糟醅理化数据不存在显著差异,即通过参数调节生产的数据基本保持一致(见表2),试验结果表明,机械化堆积发酵对入窖糟醅的水分、酸度、淀粉、还原糖含量没有造成不利影响。
3 机械化堆积发酵过程微生物群落变化规律探究
3.1 堆积发酵过程可培细菌群落变化规律探究
通过对机械化试验研究,结果表明,堆积过程细菌的数量不断的增长,细菌得到了富集,其菌落数达到105cfu/g。一轮次、二轮次堆积发酵过程细菌菌落数增加趋势平缓;三轮次时细菌数量变化最明显,从5.4×105cfu/g经4 d堆积发酵最终细菌菌落数达到7.6×106cfu/g;四轮次、五轮次堆积发酵过程细菌得到了快速的生长繁殖,六轮次堆积过程细菌菌落数最多(见图5)。因此堆积发酵很好地网罗了环境中的细菌,利用糟醅作为培养基,富集驯化了大量的有益菌落,为糟醅入窖细菌菌落奠定了基础。

表1 入窖理化指标与出酒率、优质品率的相关性分析

表2 机械化与传统班组入窖糟醅理化指标显著性分析
3.2 堆积发酵过程可培真菌群落数变化规律探究
试验结果表明,堆积发酵过程相应轮次的真菌菌落数量比细菌菌落数量多,其中主要为酵母菌落。堆积发酵过程真菌菌落数量增长明显,堆积过程真菌菌落利用糟醅营养快速的生长繁殖,总体呈现先增长后略下降的趋势;一轮次、二轮次、三轮次从7.0×105cfu/g 左右,增长到9.0×106cfu/g 左右,六轮次堆积完成时真菌菌落数达到1.3×107cfu/g(见图6)。因此每轮次堆积发酵均富集培养了大量的真菌,筛选驯化各类有益真菌,其中包含大量耐高温酵母、霉菌等,为下窖发酵准备了充分的酵母菌,同时与细菌一同形成了特有的微生物体系、生物酶类,富集了大量的酱香风味前体物质与中间体,为后期的窖池发酵奠定了菌系及物质基础。
3.3 堆积发酵过程几种常见功能菌的变化规律探究
通过样本DNA 高通量测序分析,结果得到几种常见的主要功能微生物菌落的相对丰度,其变化规律为:优势功能细菌Bacillus呈现出增长趋势,五轮次时相对丰度较大,Lactobacillus相对丰度总体呈现降低,二轮次时变化最明显,且Bacillus的相对丰度总体高于Lactobacillus(图7A、图7B);优势功能真菌在堆积发酵过程中,Candida 相对丰度呈现出增长趋势,一轮次、二轮次、三轮次堆积发酵完成时Lactobacillus丰度明显提升,达到30%左右;Aspergillus相对丰度总体呈现出下降趋势,三轮次、四轮次、五轮次、六轮次时更加明显;Byssochlamys呈现上升趋势,但一轮次、二轮次、三轮次相对丰度较低,四轮次、五轮次、六轮次丰度增高,六轮次时达到75%;Thermoascus每轮次相对丰度总体呈现缓慢的下降趋势,且从一轮次到六轮次堆积发酵过程总体相对丰度也在降低(图7C、图7D、图7E、图7F)。
4 机械化堆积发酵试验班产质量对比
4.1 机械化试验班出酒率、优质品率对比分析
通过对机械化试验班出酒率、优质品率分析发现,总体而言机械化试验班各轮次出酒率低于传统工艺班组平均值,累计出酒率低于传统工艺班组6.83 个百分点;机械化试验班各轮次优质品率低于传统工艺班组均值,累计优质率低于传统工艺班组1 个百分点(见图8,图9);通过SPSS 对机械化试验班出酒率、优质品率与传统工艺均值进行差异显著性分析,出酒率Sig.=0.848>0.05,优质品率Sig.=0.858>0.05,所以虽然与传统班组存在差距,但没达到显著性差异。且机械化试验班出酒率、优质品率均符合公司基酒产质量标准,因此机械化试验班与传统工艺班出酒率、优质品率虽然存在差距(表3),需进一步开展试验,改进机械化工艺参数,达到提质增量。
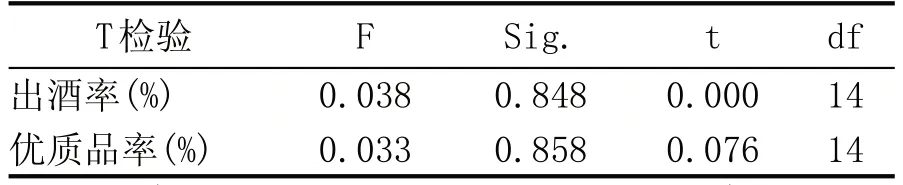
表3 机械化与传统班组出酒率与优质品率显著性分析
4.2 机械化试验班基酒色谱成分与传统班组相似度分析
通过对机械化试验班与传统班组均值7 个轮次的基酒色谱成分相似度分析,结果表明,醛类物质的相似度高达98%,醇类物质相似度为71%,其他色谱成分酯类、酸类、芳香族类相似度均达到81%以上,机械化试验班基酒与传统工艺基酒色谱成分相似度较高,符合公司基酒验收标准(见图10),因此采用机械堆积发酵未对基酒色谱成分造成不利影响。
5 结果与讨论
堆积发酵是酱香型白酒生产的重要工艺环节,堆积过程网罗培养微生物,生成酱香物质或酱香前体物质,为入窖发酵创造必要的条件,对酱香型白酒风味的形成起着关键性作用。酿造高品质的酱香型白酒,堆积发酵过程至关重要[15]。
通过酱香型白酒机械化堆积发酵生产试验探究,结果表明:
(1)机械化堆积发酵试验堆子温度能达到工艺要求,但堆子升温较传统工艺班组慢,顶温总体低于传统班组相应均值;机械化堆积发酵时间长于传统班组均值,堆积发酵时间延长;造成的原因可能是机械化堆积糟醅经几次打撒,糟醅较黏,起堆时糟醅从较高高度自上而下落下,造成堆子较紧,不利于氧气的交换,营养物质的传导,不利于好养微生物的生长,导致微生物生长代谢较慢,因此顶温较低,堆积时间延长。为推进机械化进程,下一步需改进完善设备,减少打糟次数,探索摊晾新方式,调整上堆方式,改善堆积发酵效果,达到传统工艺标准。
(2)堆积发酵过程还原糖含量呈动态变化,总体呈现下降的趋势,这可能是堆积完成后,富集环境微生物,微生物快速生长繁殖需要消耗还原糖,群落数达到一定数量后,进行糟醅糖化发酵,产生小分子还原糖,因此呈现出下降、上升、下降的趋势。
(3)SPSS 显著性分析机械化试验班与传统班组入窖糟醅水分、酸度、淀粉含量、还原糖含量不存在显著差异;通过相关性分析发现入窖糟醅的水分、酸度、淀粉含量、还原糖含量对机械化试验班、传统班组出酒率、优质品率影响显著性不明显,但对两者的影响存在差异,入窖糟醅水分、淀粉、还原糖含量与传统班组出酒率呈负相关关系,入窖糟醅淀粉、还原糖含量与传统班组优质品率呈负相关关系;而机械化试验班仅入窖水分含量与出酒率呈负相关,入窖淀粉含量与优质品率呈现负相关。因此必须严格控制入窖糟醅的水分、酸度、淀粉含量、还原糖含量,避免其对出酒率与优质品率呈现负相关作用。
(4)堆积发酵过程网罗富集环境中各类微生物,利用糟醅作为培养基,快速繁殖大量菌落,细菌、真菌菌落数达到105cfu/g 以上,堆积过程酵母的菌落数也得到快速繁殖,数量可达107cfu/g,通过堆积发酵筛选驯化各类有益微生物,特别是耐高温细菌、酵母、霉菌,为入窖发酵准备了充分的微生物体系,形成了特有的微生态、生物酶类,富集了大量的酱香风味前体物质与中间体,为后期的窖池发酵奠定了菌系及物质基础,对酱香白酒风味起到至关重要作用。
(5)DNA 高通测序表明,堆积发酵过程Bacillus的相对丰度较高;Lactobacillus丰度降低且低于Bacillus;Candida相对丰度呈现出增长趋势;Aspergillus相对丰度总体呈现出下降趋势,Byssochlamys呈现上升趋势。Thermoascus相对丰度总体呈现缓慢的下降趋势。这可能与堆积过程温度较高,且需有氧发酵,有利于耐高温好氧属微生物生长繁殖,使堆积到达“二次制曲”作用。
(6)机械化试验班出酒率、优质品率均符合公司基酒产质量标准,但机械化试验累计出酒率低于传统工艺班组6.83 个百分点;累计优质率低于传统工艺班组1 个百分点,仍存在差距,需进一步开展试验,改进机械化工艺参数,达到提质增量。
(7)色谱成分相似度分析醛类物质的相似度高达98%,醇类物质相似度为71%,其他色谱成分酯类、酸类、芳香族类相似度均达到81%以上,机械化试验班基酒与传统工艺基酒色谱成分相似度较高,符合公司基酒验收标准,因此采用机械堆积发酵未对基酒色谱成分造成不利影响。
综上所述,机械化堆积发酵虽然未达到传统工艺标准,但能满足生产要求,且是首次进行酱香型白酒机械化生产试验,处于探究阶段,因此其各特征工艺参数与传统工艺存在一定差异,但机械化起堆对各工艺参数未造成不利影响,通过改进完善机械化设备,调节适应生产工艺,最终能达到传统工艺标准。
机械化的应用,提升传统优质酱香型白酒酿造的机械化和自动化水平;降低企业生产劳动强度、提高生产效率;促进传统产业生产节能降耗;稳定、提高优质品率;带动、促进酱香型白酒酿造技术发展,引领贵州传统白酒产业向现代产业发展转型升级;提升贵州白酒的竞争力,加快实现贵州白酒产业发展目标,因此酱香白酒机械化的生产试验符合产业发展需要。
猜你喜欢
农村百事通(2020年22期)2020-12-28
艺术家(2020年4期)2020-12-08
西部论丛(2020年4期)2020-11-25
环境与发展(2020年8期)2020-09-24
科技与创新(2019年13期)2019-11-29
科学导报(2019年18期)2019-09-23
世界热带农业信息(2018年10期)2018-03-14
农村百事通(2018年21期)2018-01-03
财经国家周刊(2017年7期)2017-04-19
酒世界(2009年11期)2009-04-13
