球磨机配套稀油控制站的改进设计
2020-05-19 08:51张亮
山东化工 2020年7期
张 亮
(山东鲁新设计工程有限公司,山东 淄博 255000)
稀油站是球磨机专用润滑配套设备,主要用于球磨机设备轴瓦的润滑,稀油站由润滑油箱、加热器、过滤器、两台低压供油泵、两台高压供油泵、管路阀门以及输油和回油管道等组成。磨机运行时低压供油泵全程运行,将油供至磨机中空轴上部全面淋油;开停磨机时高压油泵运转,将油供到磨机大瓦和中空轴之间形成油膜,并顶起磨机;稀油站流量、油压等各项数据正常后,触发备妥信号准备开启磨机。在磨机运行过程中,如稀油控制站发生油压低,流量低、油泵停、或油箱液位低等异常信号时,发出报警并输出球磨机停车信号。
此新材料公司大型球磨机稀油站控制系统由厂家配套提供,由于设计与配套存在很多问题,经常出现非正常停车和无法启动磨机的故障,诸多因素导致影响正常的生产组织,并对球磨机主体设备产生了安全威胁。经过全面的排查和分析,采用用西门子S7-200系列PLC对稀油站控制站系统进行了改进设计,原有电气及控制元件尽量保留和利用,并通过软硬件措施完善了控制保护功能。
1 经常出现的问题及故障表现
因现场工况环境恶劣,稀油站处于粉尘,油污环境,原稀油站控制箱薄膜开关面板经常失灵。其次经常因稀油站故障导致球磨机非正常停机,经检查无具体故障, 重新开机有时会恢复正常。这种故障的经多次排查分析得出结论,因现场磨机运转时振动大, 造成稀油站继电器触点接触不良,信号瞬间扰动导致磨机丢失允许开车信号导致磨机跳停, 因瞬时接触不良,异常状态不能持续,导致准确判断故障点相当困难,维修处理往往需要耗费大量时间。
2 改进方法
2.1 改进电控箱电气元器件及材质,适应恶劣环境
原有设计采用两块集成印刷电路板继电器,微型元器件,薄膜开关面板等组成的电控箱,并使用碳钢材质。虽然电控箱内部微型化,整体化可以减少配线,但未考虑现场设备实际运行状况,稀油站所处环境恶劣,振动,噪声,油污等,控制箱碳钢外壳经长期腐蚀变形后密封不严,导致印刷电路板、触点等经常发生短接故障,无法正常工作而且更换维修困难。
鉴于此状况,用防护等级IP65、材质304不锈钢控制箱代替原有碳钢控制箱,采用结构密封的电气元器件代替印刷电路板继电器、薄膜开关面板,能够有效减少粉尘油污造成的触点接触不良,不仅适应了恶劣工况,方便了维修工作,而且故障率也大为下降。
2.2 使用PLC输出通道直接驱动,减少中间环节
原控制方案中,输入输出通道全部设置中间继电器隔离,并设有球磨机机旁自保持控制回路,造成接线繁琐复杂,控制回路中各种外部串接点多,端子虚接、中间继电器触点接触不良等现象时常发生,查找故障点困难重重。其次稀油站控制电缆与与球磨机高压电力电缆距离较近,使得有些控制电缆感应电压值经测量高达100 V。综合现场环境粉尘大、振动严重、线路较长且有高压电缆干扰的特点,选用通道电压为AC220 V 的PLC,尽量省去中间继电器环节,增强抗电磁干扰能力。因此稀油控制站除保留(故障停机、油站备妥、电源正常)三个与球磨机联锁的信号设置中间继电器隔离,其余均采用输出通道220VAC直接驱动的方式。S7-200PLC要注意通道负载分配,PLC包含三个公共端,十个输出点,因此要合理分配负载,避免负载过于集中导致公共端烧毁。稀油站设备的控制输入点,仍使用PLC直流24VDC,来自球磨机电气控制信号的输入点,使用交流220 V电源通过扩展模块通道直接输入。同时为简化控制回路,减少中间环节,去掉球磨机机旁自保持控制回路。改进设计实施后,15个隔离中间继电器减少至3个,控制回路得到了简化,减少了隐蔽故障点,大大降低的球磨机的非正常停车次数。
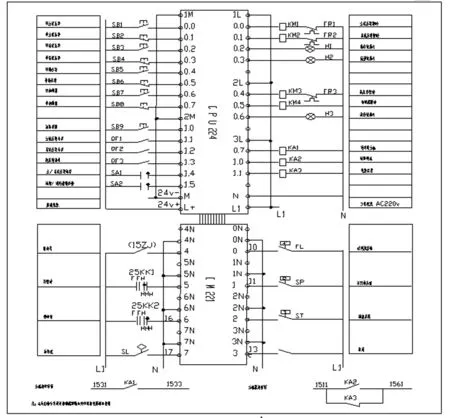
图1 改造后的控制原理图
2.3 加入润滑油流量判断条件,确保润滑安全
原稀油站油量根据电接点压力表控制,并设有油量高允许球磨机启动以及油量低停球磨机联锁。稀油站油压压力值的大小可以通过油泵管路的阀门调节,因此操作人员有时为了快速达到球磨机开机要求的压力值,去人为的调节油量阀门开度,忽略合理的供油量。操作工的人为刻意操作,会造成油流量少时,磨机磨瓦润滑不足,或油流量过大,导致瓦盒油外溢的现象,无法确保润滑安全。因此改造时加装流量开关,与电接点压力表接点同时作为输入条件,提高润滑的可靠性和安全性。
2.4 减少不必要的油温低停车联锁
该厂厂址位于南方,平均气温较高。且稀油站已经设置了油压、流量的联锁,已经提供了足够的保护。运行期间,发生过稀油站振动引起测温元件断线造成非正常停车事故,所以可以去掉油温低联锁的过度保护。
2.5 油压压力接点做防抖延时
稀油站运行中,机械振动较大,会造成油压电接点压力表的触点抖动;夏季气温高时,有时会出现油箱内油温高,回油时高差产生气泡造成供油不稳。触点抖动会引起油压压力电接点开关信号不稳定,会造成低压误动作导致停车,或油压达不到PLC程序设定时间,无法满足油站备妥信号,导致球磨主机无法正常开停。改造中要采取消除设备运转时振动的影响,采集的油压信号通过软硬件手段充分过滤防抖,最大程度的减少因油站触点信号抖动引起的拒动和误动,所以在PLC内部编辑程序增加油压低防抖延时2 s触发,经过 2 s 延时后输出故障信号,同时取消输出侧中间继电器,直接采用220VAC驱动电气侧。

图2 延时程序
2.6 主/备油泵的启动程序做防竞争处理
在稀油站系统中主/备油泵的启动程序要作防竞争处理。其主/备油泵启动要求是: 先启动主油泵,2 s后如检测油压无法达到规定值时,备用油泵启动。两台主/备油泵不能同时启动,从程序上尽量避免备用油泵的频繁启动。油站运行时如主油泵异常停止时, 备用油泵立即被设定程序启动以维持工作油压,如油压仍低于工作压力,则不允许启动,并发出报警信号。
2.7 PLC工作电源异常断电时实现断电保护

图3 断电保护程序及电气回路
当稀油站控制柜的电源正常时,运行中PLC检测到稀油站的故障后,PLC会联锁动作,实现球磨机的停机保护。但若稀油站控制箱供电电源中断,则PLC不能实现驱动电气侧故障停机线圈,可能会造成重大设备事故。为此要在程序里增加断电保护功能,采用S7-200PLC标志位SM0.0(内部特殊标志位)作为触发判断条件,驱动输出继电器,在电气侧回路把电源监控常闭点与故障停机常开触点并接,可满足功能要求。
3 结论
此次改进设计解决了原稀油站控制回路和方式,提高了球磨机整体的运转率和设备安全性。经统计,球磨机非正常停机次数由原来的月平均5次降低到1次,因稀油站导致的球磨机故障停机已基本排除。在这次改进设计中,充分发挥PLC自带的软硬件优势,减少隐蔽故障点,简化外围电路。并结合稀油站所处的恶劣环境,改进更为合适220AC控制电压及保护程序,对可能发生的如电源中断等特殊状况进行诊断预测,尽可能完善稀油控制站的供油安全功能,取得明显效果。
猜你喜欢
加油站服务指南(2022年6期)2022-07-28
加油站服务指南(2022年6期)2022-07-28
防爆电机(2022年2期)2022-04-26
商品与质量(2021年10期)2021-11-24
能源工程(2021年3期)2021-08-05
石油化工建设(2019年6期)2020-01-16
化工管理(2020年35期)2020-01-14
电子制作(2019年20期)2019-12-04
石油地质与工程(2019年3期)2019-09-10
E动时尚·科学工程技术(2019年14期)2019-09-10