
新型定位安装脚固定方式的隔热板
2020-07-06 05:52
装备机械 2020年2期
华域视觉科技(上海)有限公司 上海 201821
1 存在的问题
上汽大众斯柯达昕锐轿车PA2组合前照灯中,远近光采用两个反射式卤素光源。在早期第二次设计评审阶段发现,卤素光源上方的温度超出了相邻零件的极限维卡温度,于是设置隔热板,避免灯体聚丙烯材料发生直接烧熔。耐热模拟温度云图如图1所示。

图1 耐热模拟温度云图
对于设置隔热板的定位安装脚,通常通过对焊方式固定在隔热板主体上,这样做存在以下问题:① 设备成本高,需要专用对焊机和对焊工装;② 工艺稳定性差,对焊位置度和焊接强度不稳定;③ 对焊平面需求大,浪费材料;④ 外观差,不可避免地会出现焊疤。传统定位安装脚如图2所示,定位安装脚及隔热板在灯具中的位置如图3所示。
针对所存在的问题,笔者对对焊工艺和铆接工艺进行分析,设计了新型定位安装脚固定方式的隔热板。
2 对焊工艺分析
电阻焊是利用电流流经工件接触面及邻近区域产生的电阻热效应,将工件加热到熔化或塑性状态,使之形成金属结合的一种焊接方法。电阻焊的方法主要有四种:点焊、缝焊、凸焊、对焊,在汽车零部件生产中,广泛采用电阻焊[2]。对于隔热板的定位安装脚,通过采用对焊。
对焊指在焊接时将工件的接触面对接焊合。对焊原理如图4所示,先加压使工件与工件紧密接触,然后利用柱状电极接通电流,在电阻热的作用下使工件接触处熔化,冷却后形成焊点[3-4]。对焊机如图5所示。

图2 传统定位安装脚

图3 定位安装脚及隔热板在灯具中的位置
对焊主要存在四方面缺陷。
(1) 设备成本高。对焊需要专用对焊机、专用对焊工装,以及对焊定位装置、焊点检测设备等。对焊设备功率大,机械化、自动化程度较高,所以成本较高,维修较困难,并且常用的大功率单相交流焊机不利于电网的平衡运行。
3.充分发挥大众媒体的威力,大力开展思想政治工作。大众媒体是人们了解外界的重要途径之一,把握住大众媒体这一宣传渠道,可以有力地进行思想政治工作的宣传。我国网络发展迅速,民众对网络信息的依靠率高,通过网络的宣传速度,有机地将思想政治工作的精髓融入其中,让人们在网络的渲染与熏陶下,思想与精神得到大幅度的提升。在思想政治工作中,可以充分利用榜样效应,树立榜样,将思想政治工作真正融入到人们日常生活的方方面面,这样有利于打造时代精神,推动整个社会风气的进步与发展。所以,在思想政治工作的发展与创新中,一定要充分利用大众媒体这一渠道,创新宣传思想政治工作的方式方法。
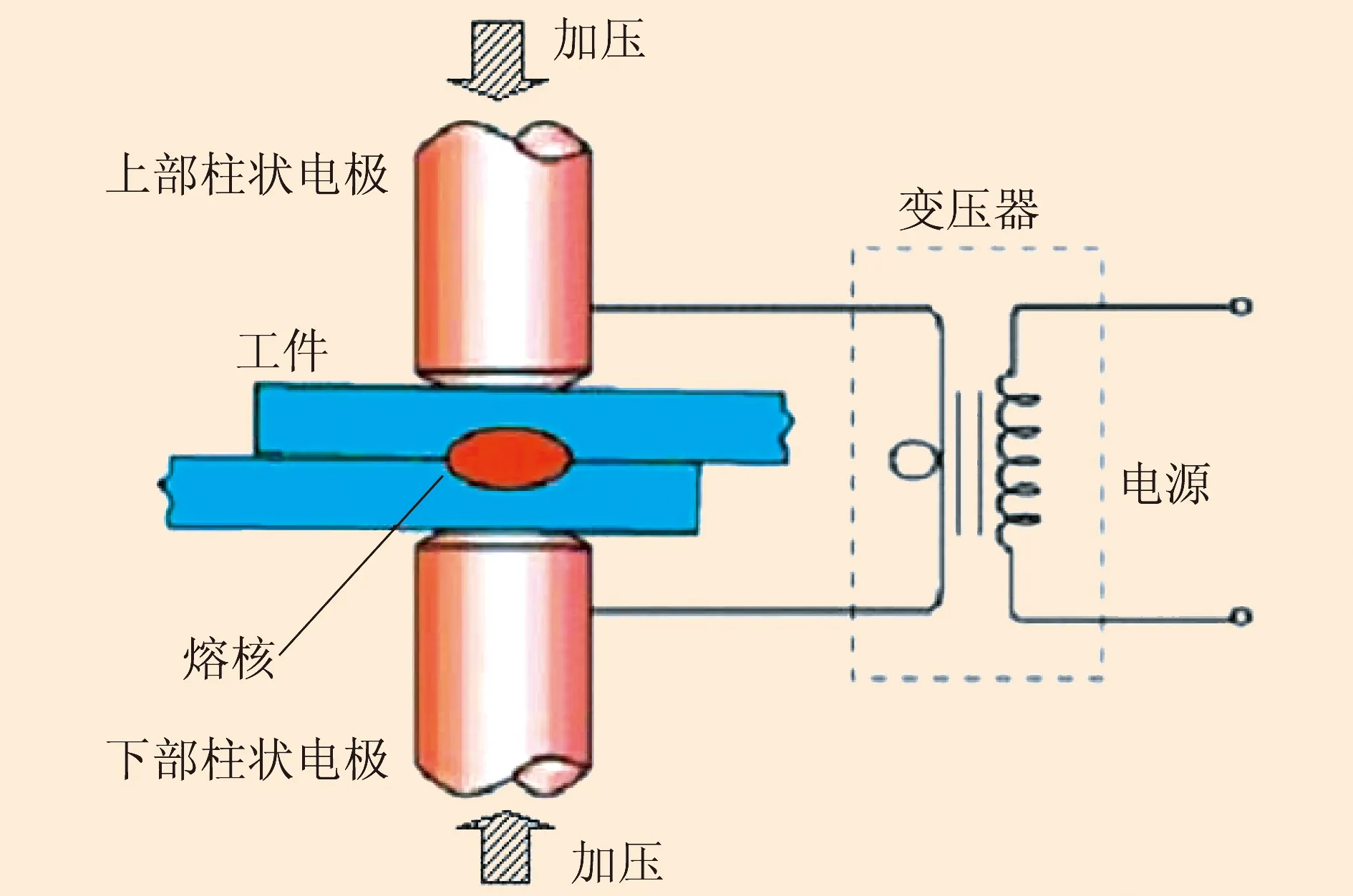
图4 对焊原理

图5 对焊机
(2) 工艺稳定性差。对焊的位置度和焊接强度不稳定,主要缺陷表现形式有裂纹、气孔、咬边、未焊透、未熔合、夹渣、焊瘤、塌陷、凹坑、烧穿、夹杂等。产生以上缺陷来自于焊接电流、焊接时间、电极压力、电极形状、材料性能及工件表面状况等的影响。另一方面,目前还缺乏可靠的无损检测方法,对焊质量只能靠工艺试样和工件破坏性试验来检查,并依靠各种监控技术来保证。人工对对焊焊点进行焊接评定时,需要对所有焊点进行拍片检测。
(3) 对焊平面需求大。对焊平面需要基准孔进行对位,为了提高焊接强度,焊点设置要求较多,使工件作业面积较大,由此势必造成材料的浪费。
(4) 外观差。对焊后,隔热板表面不可避免地会存在焊疤、焦痕及焊点凹陷等缺陷,可能引起用户的不满。
3 工艺调整
针对隔热板定位安装脚对焊存在的缺陷,提出四种工艺调整方案。
(1) 在隔热板上做翻边。这样做会影响隔热效果,并且加工复杂,强度达不到要求。
(2) 由螺钉固定定位安装脚。这样做加工复杂,而且定位不佳,并增加成本,同时仍然会存在外观缺陷。
(3) 取消定位安装脚结构。这样做同样存在定位不佳、强度不满足要求的问题,同时会因悬臂过长而导致振动异响。
(4) 采取铆接工艺。这样做定位可靠,并且可以提高强度,在保证隔热效果不变的前提下简化加工,并降低成本。
通过对比分析,最终确认采用铆接工艺来固定装配定位安装脚和隔热板主体,进而降低成本,提高工艺稳定性,同时可以节省材料,改善外观,提高固定强度。
4 铆接工艺的应用
铆接,即铆钉连接,指采用铆销将多个零件相连接的方法。对于可焊性差、预先涂漆或有镀层的黑色金属,采用铆接工艺较为适宜。在汽车生产中,铆接,特别是自冲铆接,越来越受到重视和青睐[5]。对隔热板主体与定位安装脚采用铆接工艺,主要有安装铆钉、冲压、检验三步。将铆销件和定位安装脚对准隔热板铆销孔固定后,在隔热板背侧冲压即可。采用铆接工艺,具有固定位置唯一,操作简单,安装后无不规整焊疤等特点。
5 隔热板结构
所设计的新型定位安装脚固定方式的隔热板,其结构包括隔热板主体和定位安装脚两部分。定位安装脚为折弯板状结构,一边通过螺钉锁定在灯具内壁固定基础上,另一边与隔热板主体固定连接。隔热板主体横置,上表面与定位安装脚的板面相贴。定位安装脚与隔热板主体上表面相贴的部分至少设有两个铆接孔,配套两个与铆接孔一一对应的铆销。铆销穿入铆接孔,并将隔热板主体铆接在定位安装脚上。新型定位安装脚固定方式隔热板的装配如图6所示,装配效果如图7所示。

图6 新型定位安装脚固定方式隔热板装配
6 工艺对比
应用所设计的新型定位安装脚固定方式的隔热板,形成了新的冲压工艺卡和铆接工艺卡。在铆接工艺卡中明确了工艺规范:定位安装脚成型角度按90°±1°进行管控,定位安装脚冲铆无脱落现象,隔热板与车灯塑料件试装合格,工件表面无毛刺、缺损、油污等缺陷。
对隔热板定位安装脚对焊工艺与铆接工艺进行对比,见表1。
7 技术优势
采用铆接工艺,并应用新型定位安装脚固定方式的隔热板,具有以下技术优势:
(1) 定位安装脚和隔热板主体以铆接的方式固定装配,防脱力更大,可以有效固定定位安装脚;

图7 新型定位安装脚固定方式隔热板装配效果

表1 隔热板定位安装脚工艺对比
(2) 定位安装脚与隔热板主体所需的配合面积显著减小,进而减小了定位安装脚的面积,节约定位安装脚的耗材;
(3) 制造成本低,更为稳定,且不需要夹持,即使铆钉中心相对主轴中心略有偏移,也能顺利完成铆接工作[6-7];
(4) 定位准确且具有唯一性,铆销对应的铆接孔起到限定定位安装脚安装位置的作用,保障定位安装脚在安装完成后的位置精度;
(5) 定位安装脚安装完成后不存在疤痕等表面缺陷,外形美观程度得到控制。
8 结束语
卤素光源灯具在未来汽车产品中依然会长期使用,为解决灯具内部的耐热问题,仍会设置隔热板作为调节灯腔内部热辐射的重要零部件,笔者设计的新型定位安装脚固定方式的隔热板具有推广价值。在汽车灯具设计评审阶段,若遇到因结构限制而需要外加定位安装脚的情况,可以应用铆接方式,既可以降低成本,又能够避免缺陷,效果良好。鉴于对焊、点焊等电阻焊固定方式具有不可靠性,且成本高、外观差,建议不在灯具构造领域应用,同时推荐使用铆接工艺。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
机电工程技术(2022年5期)2022-06-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
北京工业大学学报(2021年9期)2021-09-14
河北北方学院学报(自然科学版)(2021年3期)2021-04-12
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
现代装饰(2019年10期)2019-10-17
汽车工程(2019年2期)2019-03-11
幸福(2019年3期)2019-02-27
