加工方式对铪棒组织与性能的影响
2020-07-14 11:57蔡文博姚修楠赵鸿磊白新房
钛工业进展 2020年3期
蔡文博,姚修楠,武 宇,2,赵鸿磊,2,陈 昊,白新房,朱 波
(1.西安诺博尔稀贵金属材料股份有限公司,陕西 西安 710065)(2.西北有色金属研究院,陕西 西安 710016)(3.西安汉唐分析检测有限公司,陕西 西安 710065)
铪是一种重要的战略材料[1]。铪的中子吸收截面高达1.15×10-26m2,并且其6种同位素都具有很高的中子吸收效率,在长时间辐照下使用,物理性能不会显著下降[2],因此是一种非常理想的中子吸收体材料,目前主要作为控制棒材料应用于核反应堆中[3-5]。铪为hcp结构,这种结构对称度低,相互独立的滑移系较少,各个晶面上的原子密排程度随轴比c/a的变化而变化,理想hcp结构的轴比为1.633,而铪的轴比为1.58[6],小于理想轴比,因此除基面可以发生滑移外,柱面及锥面也有可能发生滑移,从而发生孪晶变形[7],但是总体来说滑移系相对于立方晶系少,较难发生塑性变形,在冷加工过程中加工硬化速率相对较快。
金属铪的核性能及耐水腐蚀性优越,相比于银铟镉控制棒,其使用寿命长且稳定,是现阶段反应堆用控制材料的最佳选择。由于控制材料需要根据使用要求加工成特定的形状,针对特定形状则需要不同加工方式来制备,而不同的加工方式对其性能会产生较大影响。目前国内对铪材的研究主要集中在力学性能及热处理工艺方面,对铪材加工相关研究较少,如黄洪文等[8,9]研究了铪板的拉伸性能,郑刚等[10]研究了真空退火温度对冷加工态铪棒组织和拉伸性能的影响。本研究对比了热轧与热轧加冷旋锻2种加工方式对铪棒组织与性能的影响,可为反应堆用铪棒的制备和性能研究提供参考,丰富铪棒相关研究的数据。
1 实 验
实验原料为电子束熔炼制备的φ160 mm铪锭,其化学成分(质量分数,w/%)为:Hf>99.95,Zr 0.28,C 0.003,H 0.000 2,O 0.005,N 0.001。将铪锭置于加热炉内,在1 200 ℃下保温1.5 h,取出后锻造得到φ60 mm铪棒坯。采用2种方式分别加工铪棒坯。第一种为热轧工艺,将φ60 mm铪棒坯在800 ℃下保温1.5 h,采用横列式热轧机经过11道次直接轧至φ13.3 mm;第二种为热轧加冷旋锻工艺,将φ60 mm铪棒在800 ℃下保温1.5 h,先采用横列式热轧机进行8道次热轧至φ18 mm,然后多道次冷旋锻至φ13.3 mm。对2种工艺加工的样品进行740 ℃×1 h真空退火处理,最终得到热轧态、热轧加冷旋锻态、热轧退火态、热轧加冷旋锻退火态4种样品,分别标记为1-1#、2-1#、1-2#、2-2#。采用GX51倒置金相显微镜进行组织观察。采用INSTRON 1185万能材料试验机进行室温及高温拉伸性能测试。采用JSM-6460扫描电镜进行拉伸断口形貌观察。
2 结果与讨论
2.1 显微组织
图1为热轧态铪棒热处理前后的横、纵向金相照片。由图1a、b可以看到,无论横向、纵向,大部分晶粒已经开始逐步再结晶,但并未完全再结晶形成等轴晶。分析认为,由于热轧温度为800 ℃,热轧过程中即使有温降,从轧制开始到结束温降不超过150 ℃。高纯金属的再结晶温度为0.25~0.35Tm,即铪(熔点Tm约为2 227 ℃)的最低再结晶温度接近终轧温度,由此可知铪棒组织在热轧过程中发生了动态再结晶。从图1c、d可以看出,经过740 ℃退火后,热轧过程形成的动态再结晶组织由晶粒大小一致、晶界清晰的等轴晶取代,晶粒长大明显。
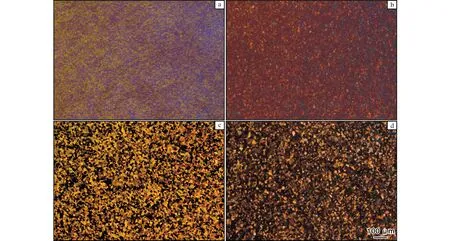
图1 热轧铪棒热处理前后的横、纵向显微组织Fig.1 Microstructures of hot-rolled hafnium bars before and after annealing: (a)1-1#,transverse; (b)1-1#,longitudinal; (c)1-2#,transverse; (d)1-2#,longitudinal
图2为热轧加冷旋锻铪棒热处理前后的横、纵向金相照片。由图2a、b可以看到,横、纵向组织中皆有明显的加工流线,晶粒沿着棒材加工方向被拉长、压扁。从图2c、d同样可以看出,经过740 ℃退火后,冷旋锻过程中形成的加工态组织完全消失,晶粒完全再结晶并形成等轴晶。
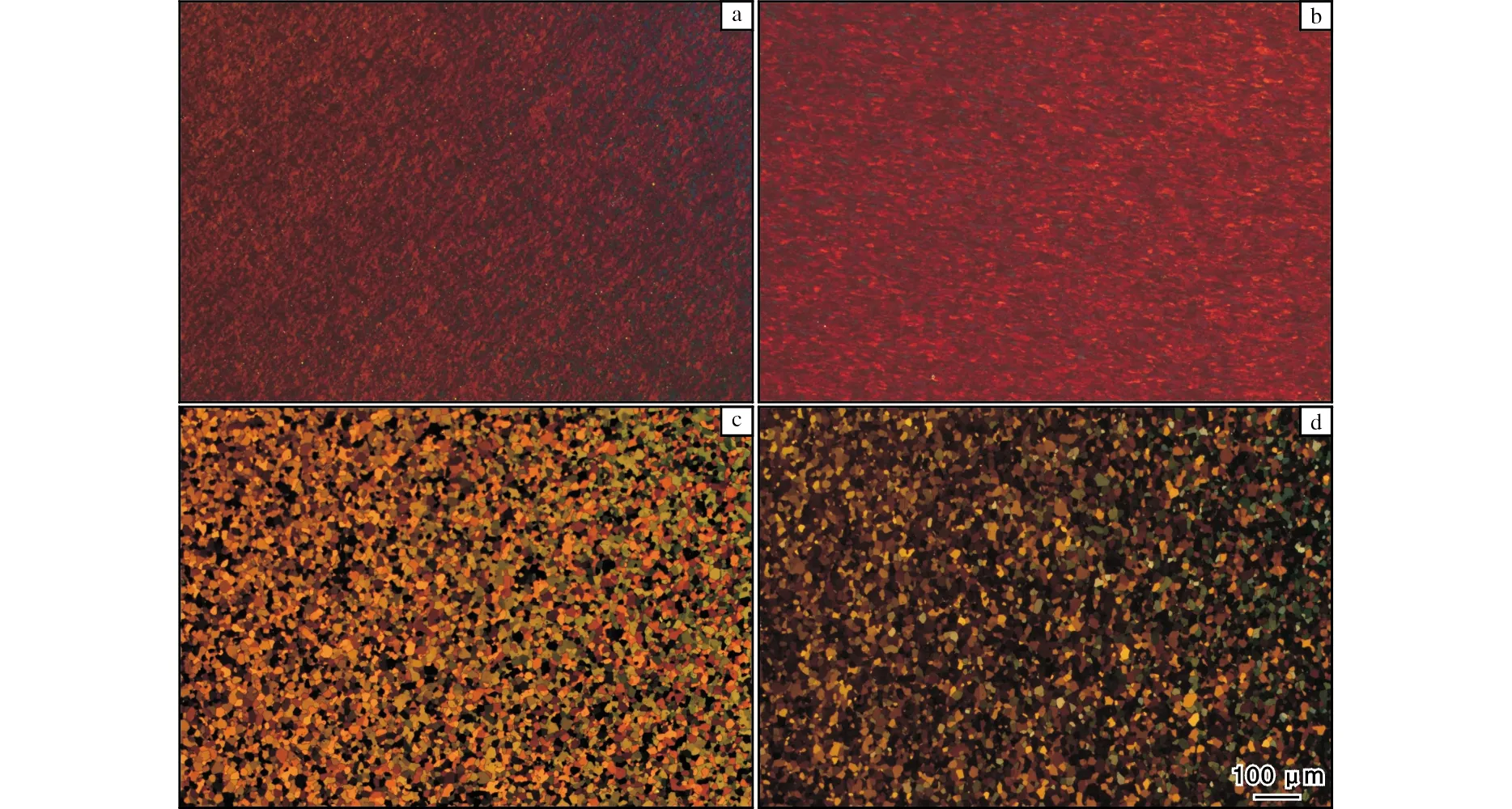
图2 热轧加冷旋锻铪棒热处理前后的横、纵向显微组织Fig.2 Microstructures of hot rolling and cold rotary forging hafnium bars before and after annealing: (a)2-1#,transverse; (b)2-1#,longitudinal; (c)2-2#,transverse; (d)2-2#,longitudinal
2.2 拉伸性能
图3和图4分别为铪棒的室温及320 ℃下高温拉伸性能。从图3可以看到,在相同加工率的前提下,热轧加冷旋锻态铪棒的抗拉强度、屈服强度均明显高于热轧态铪棒,相应的其延伸率低于热轧态铪棒;而经过740 ℃退火后的热轧加冷旋铪棒的抗拉强度、屈服强度略高于退火后的热轧铪棒。分析认为,铪棒为密排六方结构,冷加工变形过程主要以孪晶方式进行,大部分晶粒不会沿c轴发生变化,形变面为柱面,形变方向为a向,而热轧过程中晶粒出现了c轴方向的变化,可形成锥面滑移,变形方式更接近于体心立方金属[11];同时热轧过程中,铪棒组织发生了动态再结晶,消除了部分加工过程中形成的加工硬化,因此延伸率升高,抗拉强度、屈服强度下降。热轧加冷旋锻铪棒的屈强比(屈服强度与抗拉强度的比值)为0.92,退火后为0.50,而热轧态铪棒的屈强比为0.58,退火后为0.38。
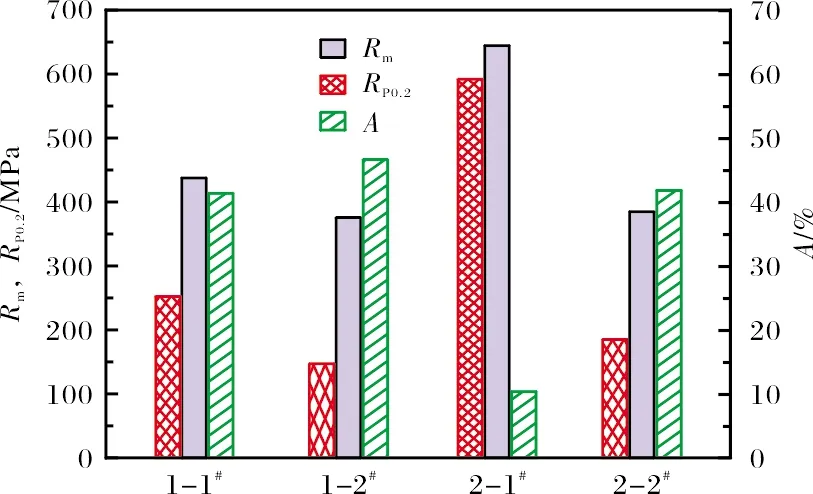
图3 不同铪棒的室温拉伸性能Fig.3 Room temperature tensile properties of different hafnium bars
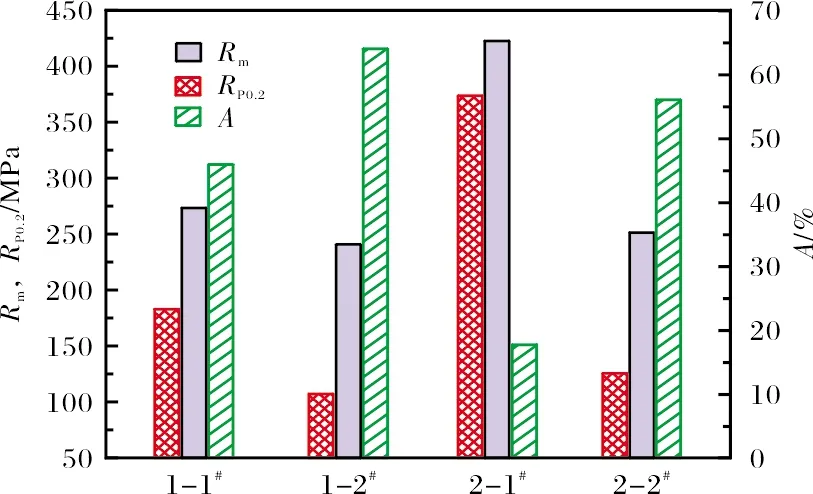
图4 不同铪棒的高温拉伸性能Fig.4 High temperature tensile properties of different hafnium bars
从图4可以看到,铪棒的高温拉伸性能与室温拉伸性能变化趋势基本一致,热轧加冷旋锻铪棒的抗拉强度、屈服强度优于热轧铪棒,且屈强比为0.88,退火后为0.50,而热轧铪棒退火前屈强比为0.67,退火后为0.44。
综上所述,铪棒热加工之后进行一定量的冷加工,能够显著提高其拉伸性能。
2.3 室温拉伸断口形貌分析
图5为不同铪棒的室温拉伸断口形貌。对比图5a、b可以发现,热轧态铪棒和热轧加冷旋锻铪棒的拉伸断口上皆均匀分布有不同大小的韧窝,并且从宏观看拉伸试样存在明显的颈缩现象,判断拉伸断口均为韧性断裂[12-13]。相比之下,图5b中的韧窝较大,深度较浅,而图5a中的韧窝数量较多,说明热轧态铪棒的塑性优于热轧加冷旋锻态,这也与室温拉伸测量结果一致。而经过740 ℃退火后,不同铪棒拉伸断口上的韧窝大小、深浅皆相近,表明二者塑性相差不大,且均为韧性断裂。

图5 不同铪棒的室温拉伸断口形貌Fig.5 Tensile fracture morphologies of different hafnium bars at room temperature:(a)1-1#; (b)2-1#; (c)12#; (d)2-2#
3 结 论
(1)在相同加工率条件下,未退火的热轧加冷旋锻铪棒的室温及高温拉伸强度优于热轧铪棒,延伸率反之。相较于热轧态,热轧加冷旋锻样品的拉伸断口韧窝大而浅。
(2)经过740 ℃退火后,热轧加冷旋锻铪棒的室温及高温拉伸强度依然优于热轧铪棒,且延伸率得到明显改善。二者断口韧窝大小、深浅接近,断口形貌无明显差异。
(3)铪棒热加工后进行一定程度的冷加工,能够显著提升其拉伸性能。
猜你喜欢
航空制造技术(2022年7期)2023-01-03
金属热处理(2022年7期)2022-07-26
锻压装备与制造技术(2022年2期)2022-05-11
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
家庭医药(2021年8期)2021-07-28
航空材料学报(2021年3期)2021-06-05
齐鲁工业大学学报(2021年2期)2021-04-23
煤气与热力(2021年2期)2021-03-19
父母必读(2021年3期)2021-02-04