
轻烃装置再生气系统优化改造研究
2020-08-12 02:21康雯杨王云龙
设备管理与维修 2020年14期
康雯杨,稽 翔,王云龙
(1.新疆巴州塔里木能源有限责任公司,新疆库尔勒 841000;2.中国石油吐哈油田分公司鄯善采油厂,新疆鄯善 838202)
0 引言
中国石油吐哈油田分公司鄯善采油厂轻烃回收装置采用分子筛等压吸附再生工艺,含水再生气在分子筛系统中循环,增加分子筛负荷,导致脱水原料气露点在-71 ℃左右(设计值-78 ℃)。再生气分离器设计吸水温度35 ℃,夏季环境温度高,再生气分离器吸水困难。另外,再生气空冷器(即空气冷却器)冬季冻堵,冻堵导致再生气流量不足,影响分子筛再生流程的正常进行,因此进行相关流程的改造实施。
1 流程改造实施
通过变更和方案审核后,实施流程改造项目。
(1)结合现场实际情况,增加冬季工况装置操作稳定、灵活性,提高原料气的脱水深度,对再生气流程进行改造。采用一列外输压缩机出口高压外输气作为再生气,等压再生完毕后的湿再生气通过再生气压缩机加压返回二列外输压缩机出口。
(2)新流程采用脱水脱烃产品气做为再生气,降低了再生气含水量,提高了再生气品质。再生完毕后经再生气压缩机直接打入二列外输气,避免了带水再生气在脱水系统中循环,降低了分子筛吸附负荷,有效提高了分子筛脱水效果,使脱水原料气的露点显著降低。低含水原料气能在更低的温度下进行轻烃回收,从而提高装置产量(图1、图2)。
采用外输气作再生气后的优势主要有4 个。

图1 改造后分子筛脱水流程

图2 改造后现场接入点流程
(1)分子筛脱水效果显著提高,改造后水露点显著降低,平均值-94.79 ℃;外输气经深度脱烃可有效避免分子筛的中毒现象。
(2)经空冷器冷却后的外输气约40~45 ℃,与原约20 ℃的再生气相比,可以有效提高再生气温度,解决再生气空冷器冬季冻堵等问题。
(3)再生气温度变高,高温导热油出炉设定温度由330 ℃降至310 ℃,每天可节省燃料气817 m3。另外,通过快开气动阀和后截止阀控制,还可以确保操作的快捷可靠。
(4)采用新再生气流程作为检修回温流程,回温时间和防空量明显减少(图3)。
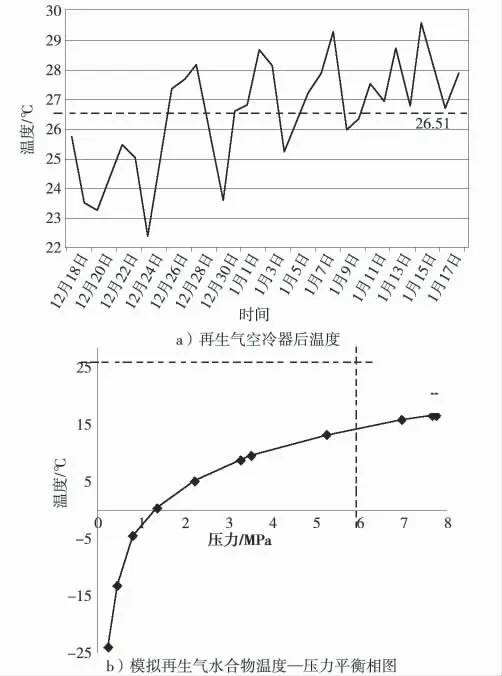
图3 改造后冬季工况再生气空冷器后温度和水合物温度—压力平衡相
2 效益及推广前景
(1)采用新再生气流程进行单列装置检修系统,回温方便、可靠,达到检修的良好效果。
(2)计算验证再生气直接外输,不影响该厂外输气露点。
(3)再生气流程优化改造后,有效提高了冬季再生气温度,再生气空冷器未出现过冻堵现象,安全可靠性大大提高。
(4)有效提高分子筛脱水深度,稳定装置制冷温度,收率从95.2%达到96.5%左右,产品质量100%合格。
改造再生气流程,不仅有效提高了冬季再生气温度,降低了再生气水露点,在分子筛脱水效果更优的基础上,增加平均日产量12 t,而且高温导热油出炉温度降低,节约了燃料气的消耗。此流程可推广至石化企业同类型分子筛脱水系统。
猜你喜欢
流程工业(2022年1期)2022-06-27
石油工业技术监督(2021年6期)2021-06-22
有色设备(2021年4期)2021-03-16
云南化工(2020年11期)2021-01-14
云南化工(2020年11期)2021-01-14
科学导报·学术(2020年18期)2020-05-25
海峡科技与产业(2017年9期)2018-01-20
山东工业技术(2016年15期)2016-12-01
天然气与石油(2015年2期)2015-02-28
节能与环保(2013年3期)2013-02-20
