
虚拟主轴同步控制策略在张力控制中的应用
2020-08-13 05:44薛烨豪
制造业自动化 2020年8期
薛烨豪,潘 丰
(江南大学 轻工过程先进控制教育部重点实验室,无锡 214122)
0 引言
在以薄膜为材料的高速卷绕涂覆装置中,张力控制是系统最为重要的一个环节。张力控制的好坏直接决定着成品膜的质量,恒定的张力是保证系统生产高质量薄膜的前提。张力控制的难点就在于卷绕涂覆系统是一个典型的非线性、强耦合的系统,卷径、线速度、材料厚度等因素的影响都会引起系统张力发生变化。而卷绕涂覆装置张力控制的本质是对多个电机的同步协调控制[1],控制好每个电机的转速与转矩,保证每个环节的张力F、整机运行线速度V按给定值稳定运行。
在多电机同步控制策略上,主要有主令参考式、主从式、虚拟主轴同步策略,国内学者提出的偏差耦合控制策略等[2]。
在张力控制的策略方面,从理论层面上划分主要有直接张力控制、间接张力控制以及复合张力控制法等[3],从应用层面上划分主要有调节转速和调节转矩两种方法[4]。
本文通过分析卷绕涂覆装置的工艺环节,确定采用直接张力控制法调节电机转速的控制方案。引入虚拟主轴同步控制策略优化整机的同步性能,减少因基准速度不同步带来的扰动张力,基于此策略搭建控制系统并验证。
1 张力控制系统原理及控制方案设计
1.1 放卷系统分析
由于放卷部分的张力是不断变化的,要想实现恒张力放卷必须控制放卷电机转速实时调整张力。放卷部分系统结构如图1所示,放卷辊和牵引辊均由伺服电动机带动,电机由伺服驱动器驱动并将其角速度w1通过编码器实时反馈给伺服驱动器。张力经变送后反馈至PLC与设定值比较,得到的偏差信号经PID运算使放卷电机做出速度调整。放卷部分的线速度,其中是基准线速度即整条生产线的运行线速度,Vuw是根据张力的偏差信号经PID运算得到的放卷线速度修正量。放卷部分正是依靠在基准速度的基础上叠加一个修正量来不断的修正放卷线速度,再进过内部计算得出此时给定放卷伺服驱动器的电机角速度。运行前先设定放卷张力给定,当放卷实际张力时,放卷速度适当增加;反之当张力时,放卷速度适当减小。PLC作为整个系统的控制器负责与伺服驱动器的通讯、接收张力信号、控制基准线速度同步、计算卷径等。
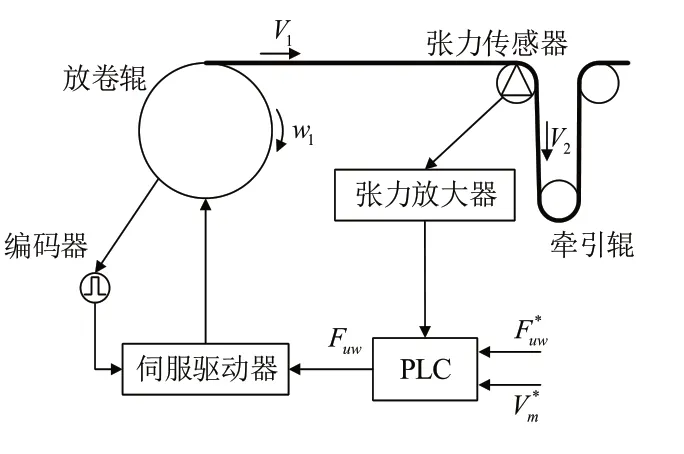
图1 放卷环节示意图
放卷部分是一个三闭环系统(如图2所示),最外环是张力环,中间是速度环,最内环是转矩环。稳态运行时,是对速度环的精确控制,此时的转矩环相当于一个随动系统,根据负载的大小实时调整输出电机转矩来满足转速达到给定值。
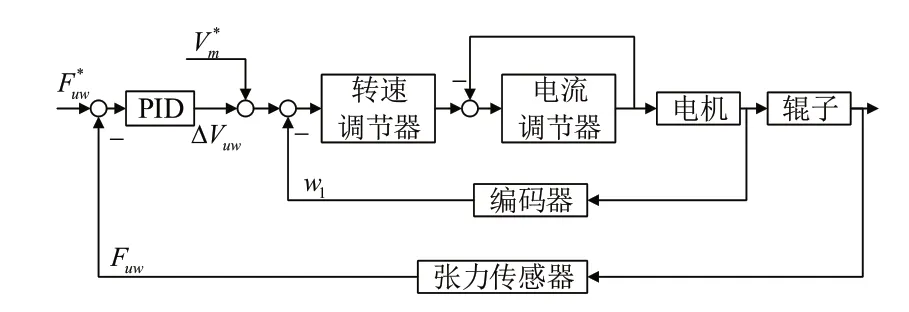
图2 放卷张力控制原理图
1.2 放卷系统张力与线速度的动力学关系
设薄膜离开放卷辊时线速度为V1,时间为0,进入牵引辊时线速度为V2,时间为t1,薄膜弹性模量为E,横截面积为A,从放卷辊到牵引辊的薄膜长度为L,张力为F。在0~t1时间段内,薄膜的伸长量为。根据胡克弹性定律,张力F可表示为:
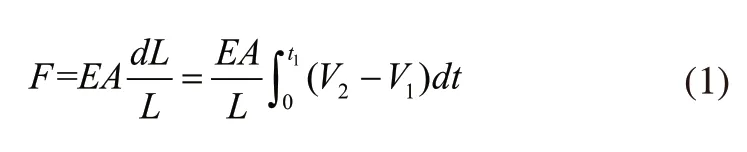
由式(1)知,V2~V1差值越大,薄膜张力越大,因此只要控制好两辊间薄膜线速度差恒定即可实现恒张力控制,而控制薄膜线速度差恒定归根结底就是在考虑卷径不断变化的情况下对驱动薄膜的电机转速的控制,所以张力控制系统的本质就是控制好相邻两电机的转速。
1.3 收卷系统分析
收卷系统结构如图3所示,收卷段的控制原理和放卷段类似,都是在基准速度上叠加一个收卷线速度修正量,控制收卷电机转速,且也是三闭环控制系统。和放卷结构不同的是,收卷部分的最外环是位置环而不是张力环,即通过安装在摆棍两端的编码器实时测量摆棍位置控制收卷电机转速ω3,使得摆棍始终稳定在竖直位置(θ*=180°),则此时的张力保持恒定。初始时设定收卷段张力,PLC控制比例阀开度使气缸输出一定的推力,当收卷实际张力时,摆棍位置θ<θ*,适当增加收卷速度;反之当收卷张力,摆棍位置θ>θ*,适当减小收卷速度。
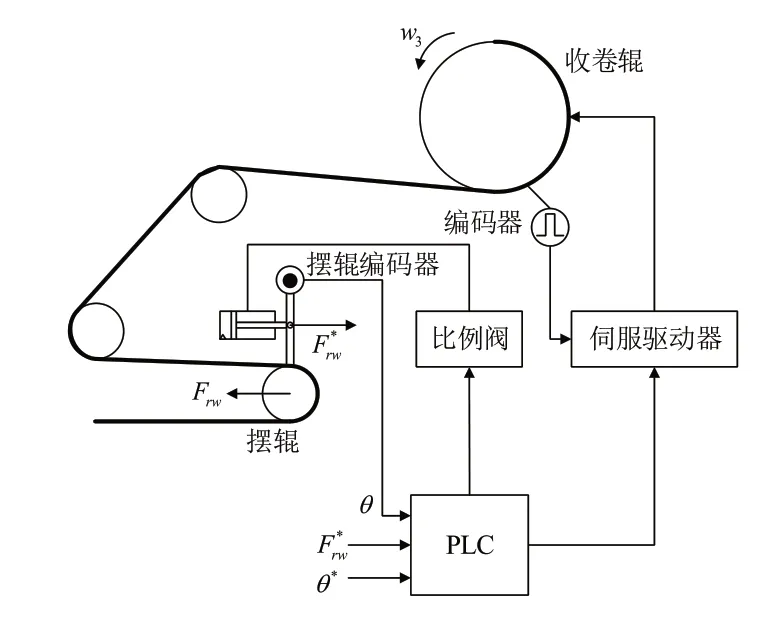
图3 收卷环节示意图
1.4 放卷系统张力建模
为了简化分析过程,假设系统在连续运行时不发生打滑,传动辊的线速度就是薄膜的线速度,根据薄膜线速度V=ω×R,等式(1)可写成:

其中ω2是牵引辊的角速度,R1、R2分别是放卷和牵引部分薄膜半径,对式(2)进行拉氏变换可以得到:

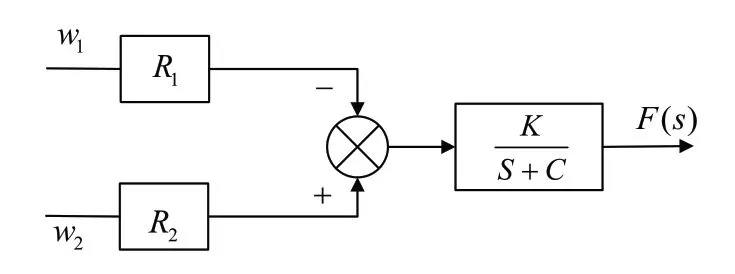
图4 张力模型框图
2 同步控制方案设计
通过以上分析可知,张力控制系统中最重要的两个控制参数是张力F和线速度V,两者又具有强耦合性,张力控制系统是分段式的,PLC将各部分的速度逐一发送至各伺服驱动器,常规张力控制系统在多个电机同步时采用主令参考式同步策略,这不可避免的会在启动、停车、受扰阶段产生基准速度不同步,而这种基准速度的不同步则会产生扰动张力。在传统机械总轴式同步策略中,主轴通过传动机构和各从属运动轴相连。主轴提供驱动力矩给各从轴,同时各从轴将反馈力矩通过传动机构反馈给主轴,起到同步协调的作用,如图5所示。当某个运动轴受到扰动而改变速度时,主轴感知到反馈力矩发生变化而改变其输出,进而影响所有运动轴以相同的速度变化趋势改变速度。
2.1 虚拟主轴同步控制策略
虚拟主轴同步控制策略[5]是通过模拟机械总轴的固有机械特性,引入力矩反馈环节建立起各运动轴之间的关系。
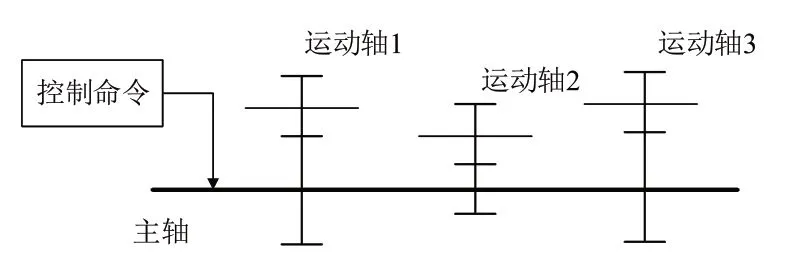
图5 机械总轴式同步结构
同时由于主轴各项参数是虚拟的,因此可以通过软件灵活修改,其具备电同步方式的适用性强、维护简单等特点。在张力控制系统中利用该策略同步基准速度,能使系统具有良好同步性能,克服由于负载转速变化时瞬态转速不同步导致的系统失步,降低扰动张力。采用虚拟主轴同步控制策略后的系统控制原理图如图6所示。
2.2 虚拟主轴力学模型
虚拟主轴与真实机械主轴原理相同,主轴满足如下力矩平衡关系:

其中,T是主轴驱动力矩,T1、T2、T3分别是放卷、牵引、收卷轴的驱动力矩也即反馈至虚拟主轴的反馈力矩,Jm、wm是虚拟主轴的转动惯量和输出角速度。由于在本系统中,虚拟主轴为一滚珠丝杠轴,其运动为直线运动,因此虚拟主轴的输入输出线速度均满足如下关系:

其中α为单位转换系数,代表虚拟主轴每转前进的距离。根据胡克弹性定律,主轴驱动力矩由以下公式计算:

其中km为主轴刚度系数,bm为主轴衰减系数,wr为虚拟主轴输入角速度。将式(5)代入式(6)中可得:

同理放卷、牵引、收卷轴作为从属运动轴,其驱动力矩可由下式计算:
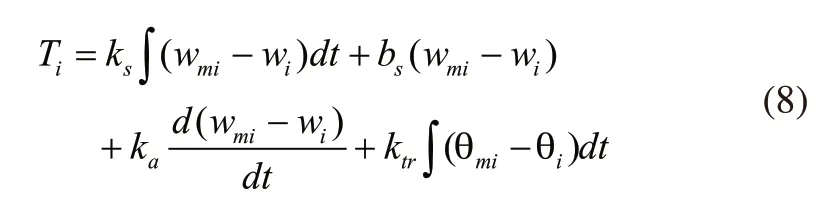
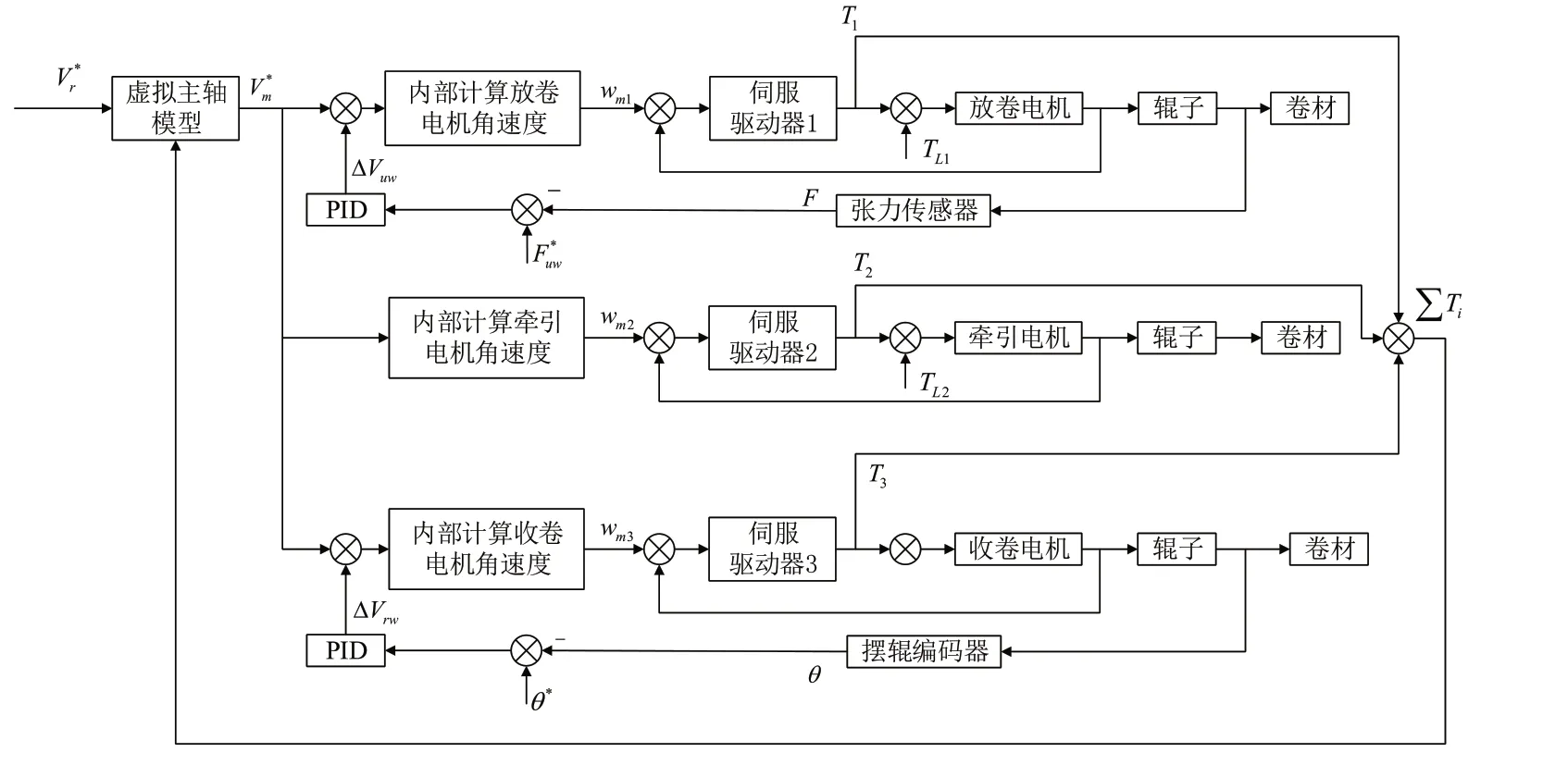
图6 采用虚拟主轴同步控制策略后的系统控制原理图
i=1,2,3。其中,ks为从属运动轴刚度系数,bs为从属运动轴衰减系数,ka为虚拟联结机构阻尼系数,ktr为刚度积分增益。为了突出研究问题,在本系统中放卷、牵引、收卷轴的ks、bs、ka、ktr取值均相同。ω1、ω2、ω3分别是放卷、牵引、收卷轴的角速度,ωm1、ωm2、ωm3分别是放卷、牵引、收卷轴的参考输入角速度,θ1、θ2、θ3分别是放卷、牵引、收卷轴角位移,θm1、θm2、θm3分别是放卷、牵引、收卷轴的参考输入角位移。
在计算各轴的参考输入角速度时遵循以下公式:
R1、R2、R3为放卷、牵引、收卷环节卷材半径。
根据式(4)、式(5)、式(7)、式(8)可得虚拟主轴力学模型:

2.3 单直流伺服电机模型建立
根据直流电机电压平衡方程和转矩平衡方程可得:
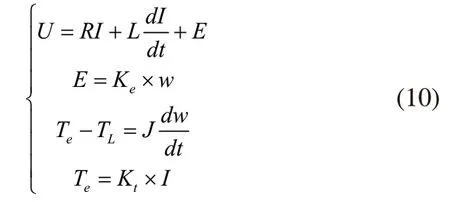
其中:U为电枢电压,R为电枢回路总电阻,w为电机转速,L为电枢回路电感,T为电枢电流,E为电枢感应电动势,Ke为电机电势常数,Kt为电机电流环转矩常数,Te为电机输出电磁转矩,TL为负载转矩。在直流电机基础上加入速度调节器得到单直流伺服电机仿真数学模型如图7所示。
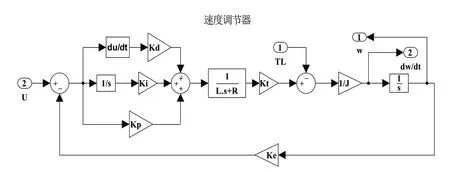
图7 单直流伺服电机仿真模型
3 MATLAB仿真与实验分析
根据1.4和2.2中的公式,在MATLAB/Simulink中建立虚拟主轴同步控制模型并进行仿真。其仿真程序如图8所示,仿真参数表如表1所示。
从图9可以看出,在启动时,由于电机负载不平衡,放卷电机为重载牵引电机为轻载,启动时放卷电机速度响应必然要比牵引电机慢,导致放卷环节与牵引环节间的基准线速度产生误差。
主令参考式同步控制策略不存在力矩反馈,同步性能完全由各轴跟随性能决定,因此同步误差较大。
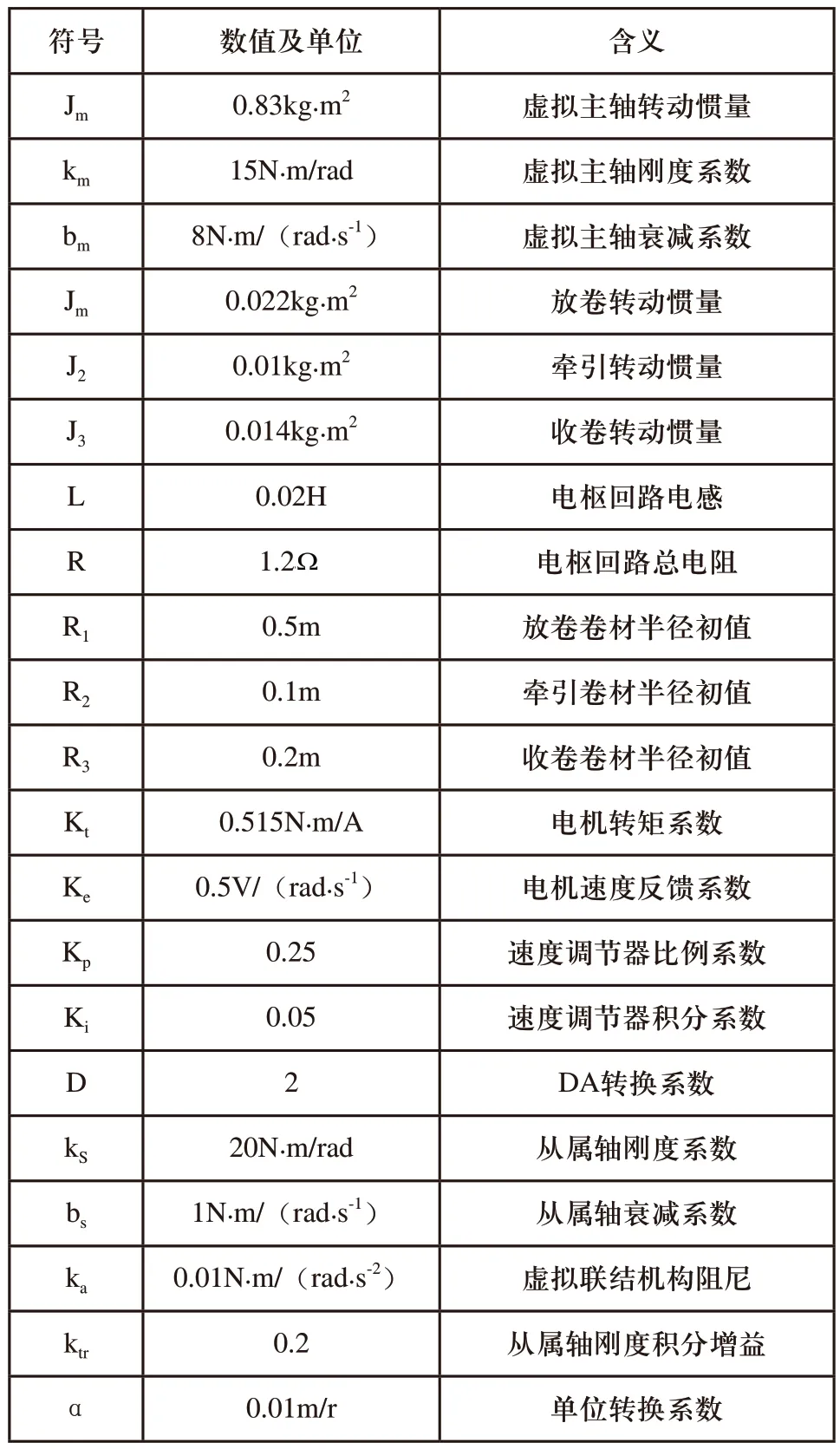
表1 仿真关键参数表
虚拟主轴同步控制策略下主轴感知到两环节间的基准线速度误差,从而迫使牵引环节线速度降低,使两个环节的线速度朝相同趋势变化,所以同步误差较小。6s时给放卷电机和牵引电机同时施加扰动,结果显示,虚拟主轴同步控制策略下的基准线速度误差仍较小。
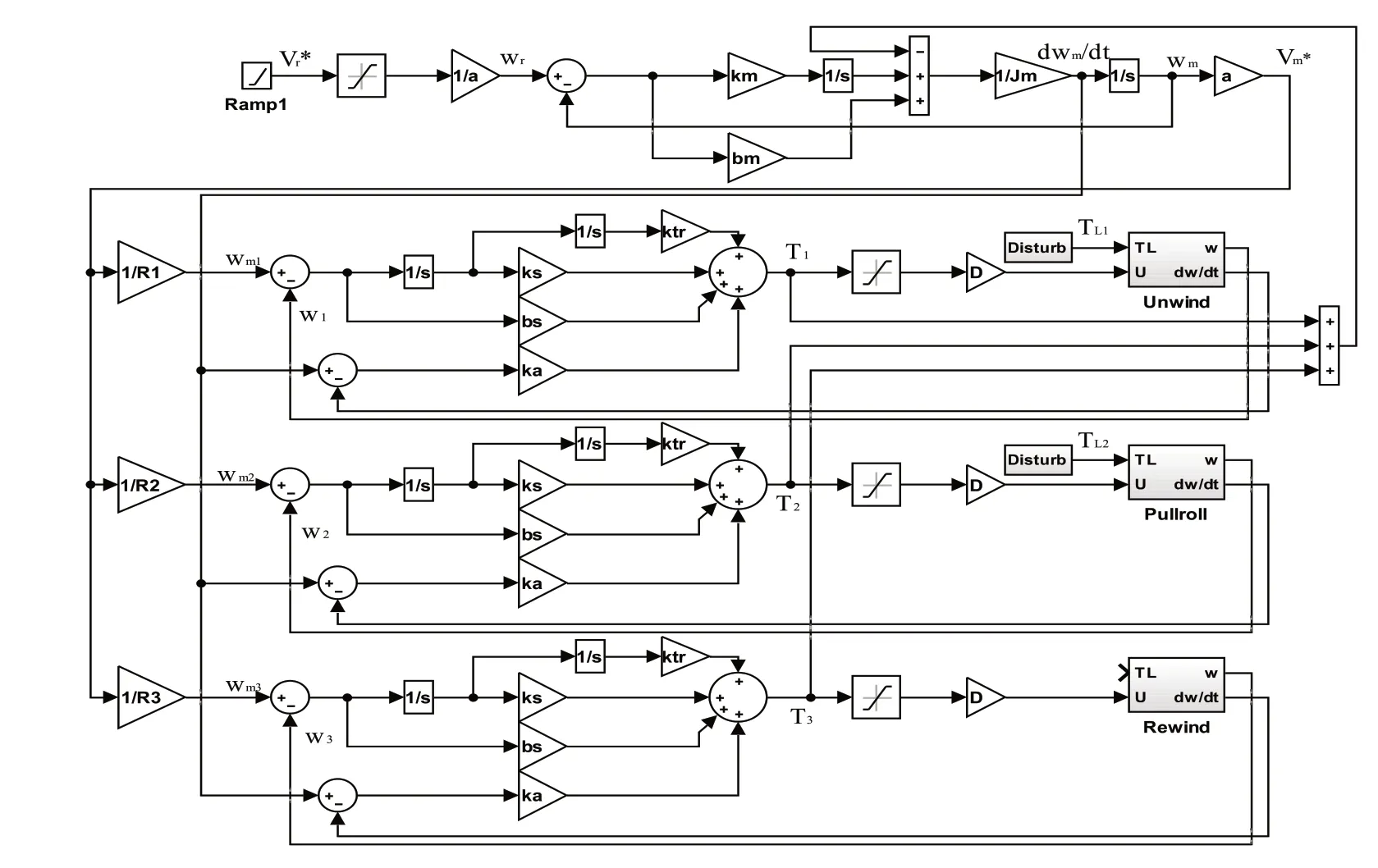
图8 虚拟主轴同步控制策略仿真模型
图10的结果和图9是呈正相关的,虚拟主轴同步控制策略无论是在启动时还是在受扰时均能表现出良好的抑制两电机间扰动张力的能力。
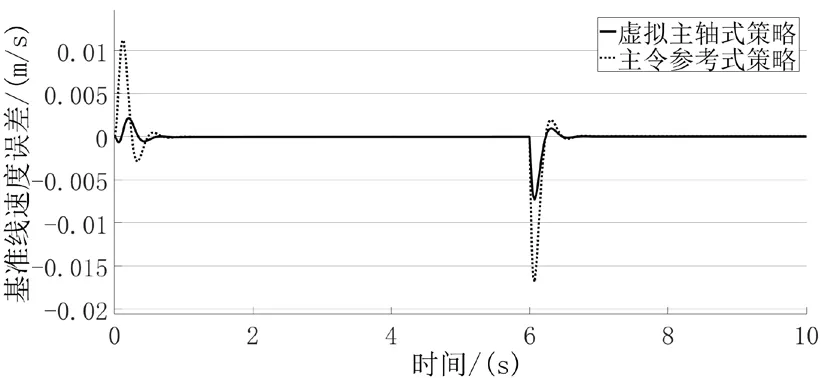
图9 放卷-牵引环节基准线速度误差仿真曲线
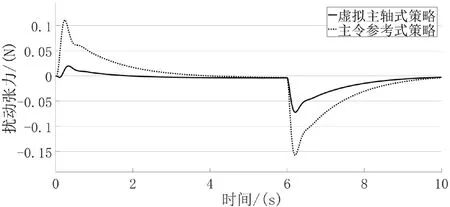
图10 放卷-牵引环节扰动张力仿真曲线
4 程序设计
虚拟主轴同步控制算法程序采用罗克韦尔Studio5000中的结构化文本语言编写。将本文中虚拟主轴同步控制程序写入一个周期性任务中,每隔50ms被主程序调用一次。根据式(7)~式(9)可得第k次执行该任务时,主轴驱动力矩T(k)、从属运动轴驱动力矩Ti(k)、虚拟主轴的输出线速度即基准线速度V*m(k)为:

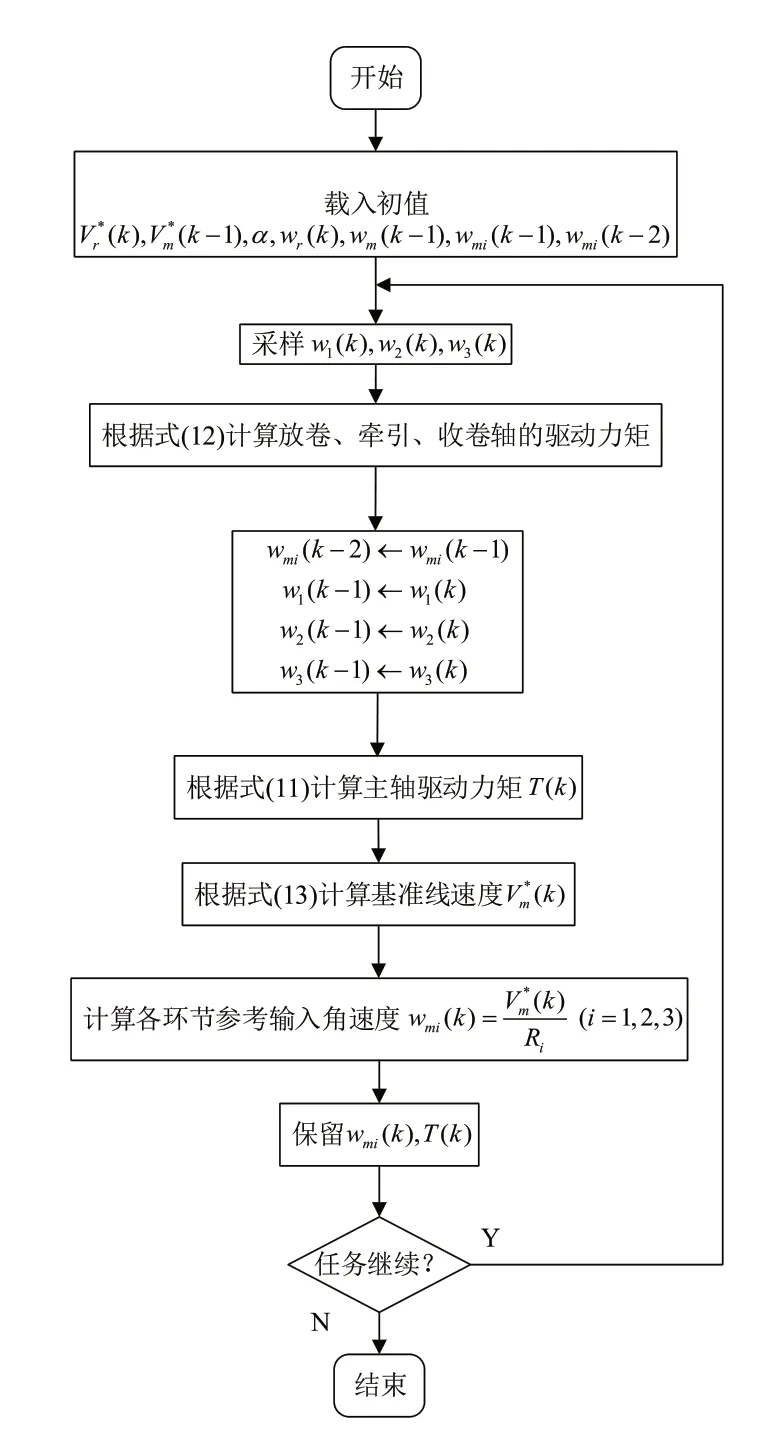
图11 虚拟主轴同步控制算法程序流程图
5 结语
针对薄膜高速卷绕涂覆装置,设计了基于虚拟主轴同步控制策略的张力控制系统,分析了张力与线速度的动力学关系,理论建模分析了虚拟主轴力学模型,将虚拟主轴同步控制算法在罗克韦尔PLC中实现。实验结果表明,虚拟主轴同步控制策略可有效地抑制启动阶段和受扰时产生的扰动张力,就此策略应用于实际张力控制系统中取得了良好的恒张力控制效果。
猜你喜欢
少儿科技(2022年4期)2022-04-14
马克思主义哲学研究(2021年2期)2021-06-05
新世纪智能(高一语文)(2020年9期)2021-01-04
当代陕西(2019年24期)2020-01-18
考试周刊(2018年95期)2018-11-14
中华诗词(2018年4期)2018-08-17
山东工业技术(2018年5期)2018-03-10
科学与财富(2016年34期)2017-03-23
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
