矿用皮带机跑偏故障分析及治理措施研究
2020-08-21 04:46张飞飞
机械管理开发 2020年8期
张飞飞
(潞安集团常村煤矿, 山西 长治 046000)
1 输送带跑偏分类以及相应的原因
1)在滚筒位置出现跑偏:由于滚筒的加工尺寸不合理,使得在滚筒位置的张力不均匀,其往往朝着内径较大的方向跑偏;在安装滚筒时,安装精度不合理,导致出现输送带重心存在不垂直的现象,从而使得皮带向着张力比较大的位置跑偏。
2)前后滚筒中间位置出现跑偏的现象:由于局部拓架变相,出现中心线偏移的现象,致使皮带跑偏;托辊轴承破损,从而不能发挥导向作用;托辊缺失,从而导致托辊间距变大,最终出现跑偏的现象。
3)在卸料位置出现跑偏:由于在卸料位置出现偏心的现象,致使在输送料位置出现皮带包裹不一致的现象,从而受力不均匀,最终跑偏。
4)任意位置跑偏:对于张紧滚筒而言,并未将其调整合理,张紧力比较小;输送带拼接口位置比较差,导致运输过程中宽度不合理,最终导致跑偏;安装之后,整体变形,出现向一侧偏移的现象。
2 滚筒跑偏防治措施
1)对于滚筒位置的跑偏,首先可以从设计的角度纠正滚筒圆柱度以及相应的轴头同心度对应的设计参数。其次,依据“跑大不跑小”的发生规律,可以把圆柱形滚筒进行优化,将其改造成为双锥度形滚筒,这样能够在滚筒宽度两侧产生指向滚筒中心的摩擦力,该力能够有效地起到纠偏的作用,从而极大地能优化滚筒位置输送带抗跑偏的能力,进而能够极大地提高工作效率。
2)从加工的层面分析,在加工滚筒时必须优化其加工精度,从而能够有效地减低轴径跑偏的现象。同时相关工作人员必须保证滚筒表面粗糙度的均匀性,这样能够有效地防止因粗糙表面煤粉层叠出现轴径的变化,最终导致跑偏。
3)从安装的层面出发,必须保证滚筒中心线与输送带对称线保持垂直,同时工作人员安装时必须使用水平仪进行校准,这样能够保证输送带在水平位置的偏差不能高于0.3 mm/m。
3 前后滚筒中间位置跑偏防治措施
1)对于前后滚筒中间位置跑偏而言,通常将托辊设置成前倾的结构,图1为托辊前倾纠偏原理。一般托辊前倾主要是指可以通过移动安装支点使得两侧的托辊中轴线朝着中间托辊方向倾斜相应的角度,其原理如下:假如F代表托辊与输送带之间的产生的摩擦力,同时把其分解为F1和F2,其中F1的方向与托辊轴线之间呈现垂直的关系,即为托辊旋转的驱动力的反向力。F2的方向与托辊轴线之间呈现平行关系,即为输送带受到指向运行中心线的力,同时这样可以使得两侧的力保持平衡,从而能够有效地避免输送带出现跑偏的现象[1]。同时,假如输送带出现跑偏的现象,一般在输送带相对较宽的位置重量大,这时F2可以把输送带推回中心位置,从而可以发挥平衡的作用。可是,必须设置有效的托辊倾角,反之倾角将会增加摩擦力,从而引起设备的损耗等。
2)必须及时地更换托架支架,同时托架中心以及设备中心偏差必须保证在设定的范围内。
3)严格控制托辊的质量,特别需要保证托辊的圆柱度以及相应的直径的偏差,保证受力均匀。
4)在进行巡检时,相关工作人员必须对托辊轴承以及相应的轴承座进行检查,这样不仅可以保证轴承座的稳定性,而且能够保证轴承润滑充足。
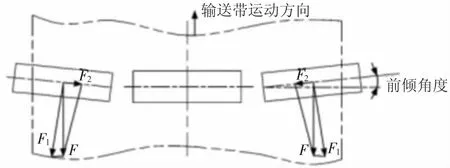
图1 托辊前倾纠偏原理
4 卸料点后跑偏防治措施
1)在进行设计时,不能使用单侧卸料的犁式卸料器,这样可以避免输送带在卸料时倾斜,与此同时能够防止输送带单侧受到冲击。
2)设置相应的导向板,从而能够有效地优化卸料的准确性。
5 任意位置跑偏防治措施
1)优化输送带的生产质量,对输送带的拼接位置的质量进行检测。对于因拼接位置质量不佳导致出现跑偏的现象,必须对其进行维护。同时严格控制输送带的加工工艺,必须使得织物纤维、橡胶分布合理,以及保证每一段绳芯长度匀称,从而能够有效避免因宽度方向弹性不均匀而出现受力不均匀的现象。
2)调整张紧滚筒的位置,这样可以给输送带增加相应的预紧力,相应的数值通常可以借助传感器的读数进行相应的调整。
3)在安装设备完毕之后,相关工作人员必须对每一个托辊支架对应的中心线进行检查,以及检测设备的沉降,这样能够有效地提高设备的精确性。
4)对于经常出现跑偏的位置,通常可以借助调心托辊实现纠偏。托辊调心有:第一,带立辊的调心托辊;第二,无源液压纠偏托辊;第三,有源纠偏托辊;第四,摩擦上调心托辊等。图2为相应的带立辊的调心托辊结构。其主要是在传统装置上增设两侧立辊,与此同时过辊支架能够围绕其中心实现旋转,假如输送带出现跑偏的现象,这时出现跑偏的输送带能够和立辊接触,这样立辊受到力的作用,促使托辊支架能够围绕中心实现旋转,由于旋转方向以及相应的跑偏方向相反[2],其保证输送带能够逐渐向归位的方向运送。图3为摩擦上调心托辊,其主要在两侧托辊的边部位置设置一个曲面侧辊,与此同时在两侧设置相应的摩擦阻尼装置。其原理类似于带立辊的调心托辊纠偏原理,当出现跑偏时,皮带往往能够和侧辊接触,这时侧辊内能够产生阻力,其使得支架能够围绕中心旋转,皮带能够和托辊中心保持平行,从而能够达到纠偏的效果。图4所示的无源液压纠偏托辊结构,通常包括检驱辊、复合油缸、齿轮泵、调心托辊和底座等。当处于正常的工作状态时,皮带与两侧的检驱辊具有一定的距离,对应的两个齿轮泵不工作,对应的调心托辊设置在平衡位置。假如出现一侧跑偏,这时相应的皮带与检驱辊接触,同时出现旋转,此刻驱动齿轮泵可以把液压油从油箱内流传到油缸的有杆腔内。这样借助压力使得油缸杆作往复运动,从而能够使得调心托辊偏转,最终达到纠偏的效果。
对于有源纠偏而言,主要在托辊一侧增设了纠偏动力源。图5表示有源纠偏装置结构,通常包括伺服电机、蜗轮蜗杆装置、调心托辊、底座、跑偏检测装置等。假如出现跑偏,那么这时检测装置能够对跑偏开展相应的检测,与此同时将检测结果实时传输给控制单元,这样控制器能够依据设置的程序判断是否实施纠偏。需要进行纠偏时,纠偏信号将指令传输给伺服电机,进而蜗轮蜗杆装置动作[3],这样可以促使调心托辊组整体旋转相应的度数。虽然该装置需要投入较大的成本,可是其具有较强的纠偏能力,因此应用较多。
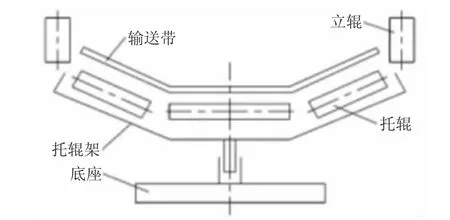
图2 带立辊的调心托辊结构
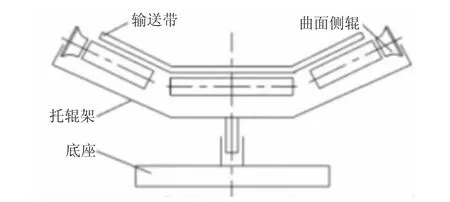
图3 摩擦上调心托辊结构
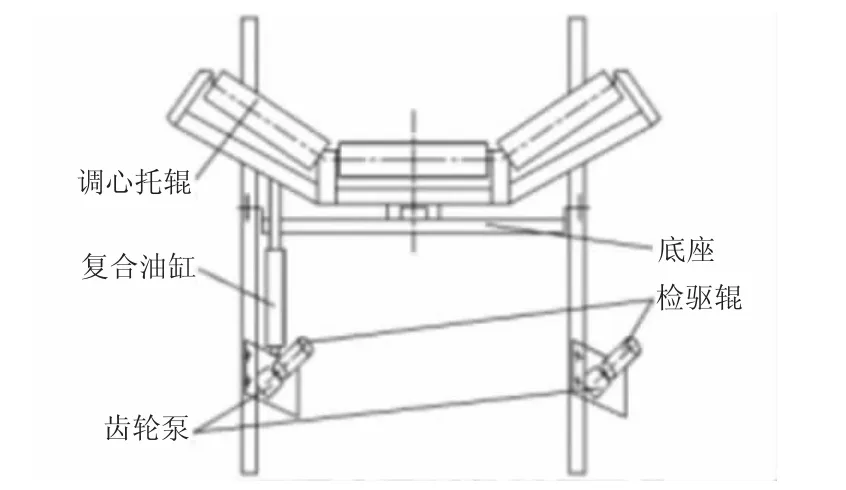
图4 无源液压纠偏托辊结构

图5 有源纠偏装置结构
猜你喜欢
起重运输机械(2022年2期)2022-03-04
设备管理与维修(2021年21期)2021-12-29
昆钢科技(2021年1期)2021-04-13
机械管理开发(2020年11期)2020-04-15
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
中国设备工程(2018年2期)2018-03-02
同煤科技(2015年2期)2015-02-28