
主推力节锻造成形过程有限元模拟
2021-02-27 07:11李治华沈阳黎明航空发动机集团有限责任公司曾卫东西北工业大学
锻造与冲压 2021年3期
文/李治华·沈阳黎明航空发动机(集团)有限责任公司 曾卫东·西北工业大学
随着航空、航天等高科技领域的迅猛发展,对航空、航天锻件的先进塑性加工技术提出了越来越高的要求。然而,航空、航天锻件的塑性变形特点是几何非线性、材料非线性和边界非线性,过程复杂影响因素多。在传统的工艺设计中,是基于经验反复试错纠正,最终达到设计要求,这种方法带来的影响是研制周期长、效率低、成本高。近年来,随着计算机软硬件的飞速发展,数值模拟技术在减少试模过程,缩短产品开发周期,降低产品成本等方面发挥着越来越重要的作用。将有限元仿真技术应用于先进航空发动机零部件的工艺准备阶段,根据分析结果优化工艺方案和工艺参数,避免缺陷的产生,从而提高产品质量。数值模拟技术已成为使塑性加工由“经验”走向“科学”、由“定性”走向“定量”的桥梁,并逐渐成为塑性加工技术研究和发展的强有力工具。
40CrNiMoА 钢是一种优良的低合金高强度调质钢,有良好的室温强度、塑性以及淬透性,广泛应用于航空、汽车等领域。航空发动机用40CrNiMoА 主推力节整体结构为有一定弯曲角度的薄壁锻件,包括多个异面凸台和与凸台相连接的筋板,属于高筋薄壁的复杂零件,在锻造成形过程中容易出现充不满、折叠等缺陷。为防止锻件在成形过程中产生缺陷,我们利用Deform-3D 数值模拟仿真软件对40CrNiMoА 主推力节锻造成形过程,进行三维有限元模拟,动态展现锻件成形过程的金属流动,分析温度场和应变场的分布规律,预测锻件的折叠和充不满等成形缺陷,从而为工艺设计提供参考和理论依据。
有限元模拟条件
初始条件设定
根据模具设计得到的结果,应用绘图软件UG 对模具和坯料进行三维实体造型,将图形以STL 格式保存,导入Deform-3D 前处理器。主推力节锻造过程模拟的有限元模型,如图1 所示。
材料定义
在材料成形过程中,模具一般只发生微小的弹性变形,本文将模具设置为刚体,锻件的材料设定为40CrNiMoА。
模拟参数的设定

图1 主推力节锻件模拟模型
锻造过程模拟参数包括工/模具材料、模具预热温度、锻造温度、锻造速度和摩擦条件等。为了保证几何模型的离散和计算精度,采用四面体网格进行几何体的网格划分。网格的大小对有限元模拟的精度和效率有很大影响,网格划分越细,计算精度越高,但计算时间相对较长,网格划分太粗,计算精度不高,且无法获得准确的模拟结果,本文选用的网格大小为1.03mm。主推力节是一个左右完全对称的锻件,为了减少模拟计算时间,在不影响计算精度的同时,取主推力节的二分之一进行模拟,按对称性边界条件进行设定。实际模拟过程工艺参数设定见表1。
有限元模拟结果与分析
利用Deform-3D 的后处理功能,可以直观地观察到在变形过程中锻件的外形、内部的温度场、等效应力场、等效塑性应变场和等效应变速率场等各种场变量的变化情况,从而对整个成形过程进行分析,预测缺陷的产生。图2 为主推力节模拟所采用的上、下模具和坯料的几何形状。坯料结构设计为外形近似梯形,上底面为平面,根据锻件不同部位结构的特征,在下底面设有高低不同的台阶,保证锻件的最终成形。
图3 为40CrNiMoА 主推力节在成形过程中形状的变化。从图中可以看出,当上模向下运动时,下模首先与坯料大端最高的台阶接触,压出了中间三道和边缘两道筋的痕迹,但因为只与最高的台阶接触,长度很短,如图3(b)所示。随着变形的进行,坯料大端的五道筋逐步充填、变长,下模接触坯料的中间和小端台阶,中间和小端凸台开始成形,如图3(с)所示。上模继续下压,坯料大端的五道筋充填的同时,金属向中间凸台挤压,使中间和小端凸台逐步充填成形,形成了一定的毛边,如图3(d)所示。毛边形成后阻碍金属向外流动,有助于向凸台、筋部等型腔深处充填。从整个成形过程可以看出:坯料在成形过程中充填性能良好,筋部和凸台能够完全充满,无折叠、毛边均匀,表明主推力节成形工艺是合理的。但锻件部分毛边有点偏大,建议在保证成形质量的同时,对坯料的形状和重量进行适当的调整。
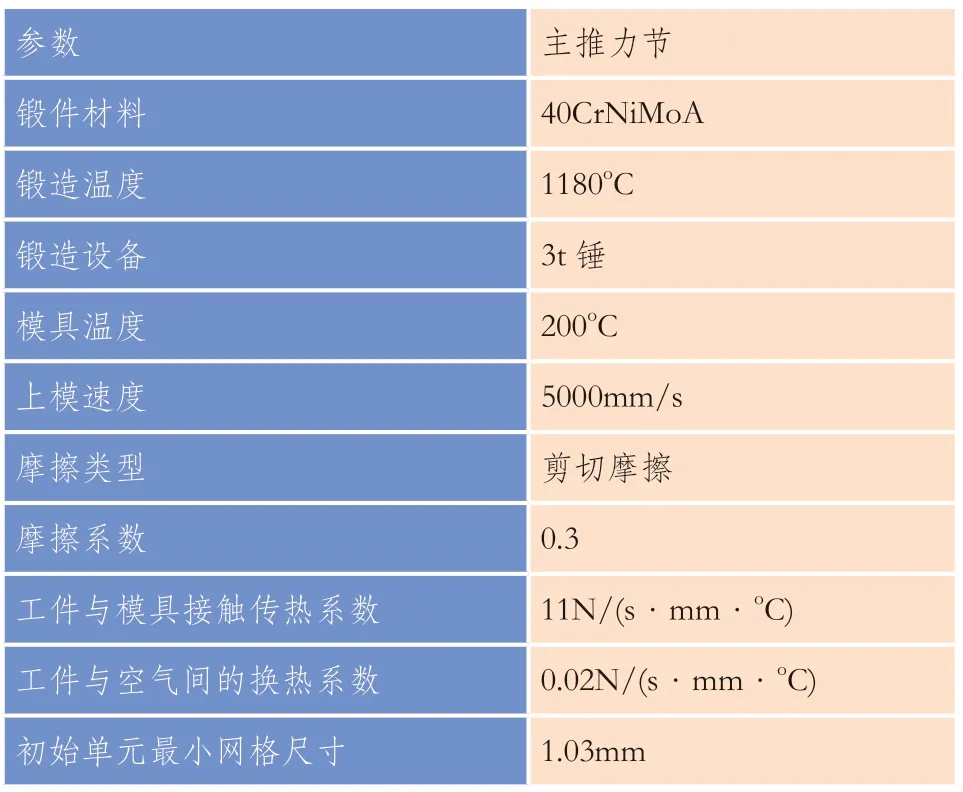
表1 主推力节锻件模拟过程参数

图2 主推力节的上、下模具和坯料的几何形状
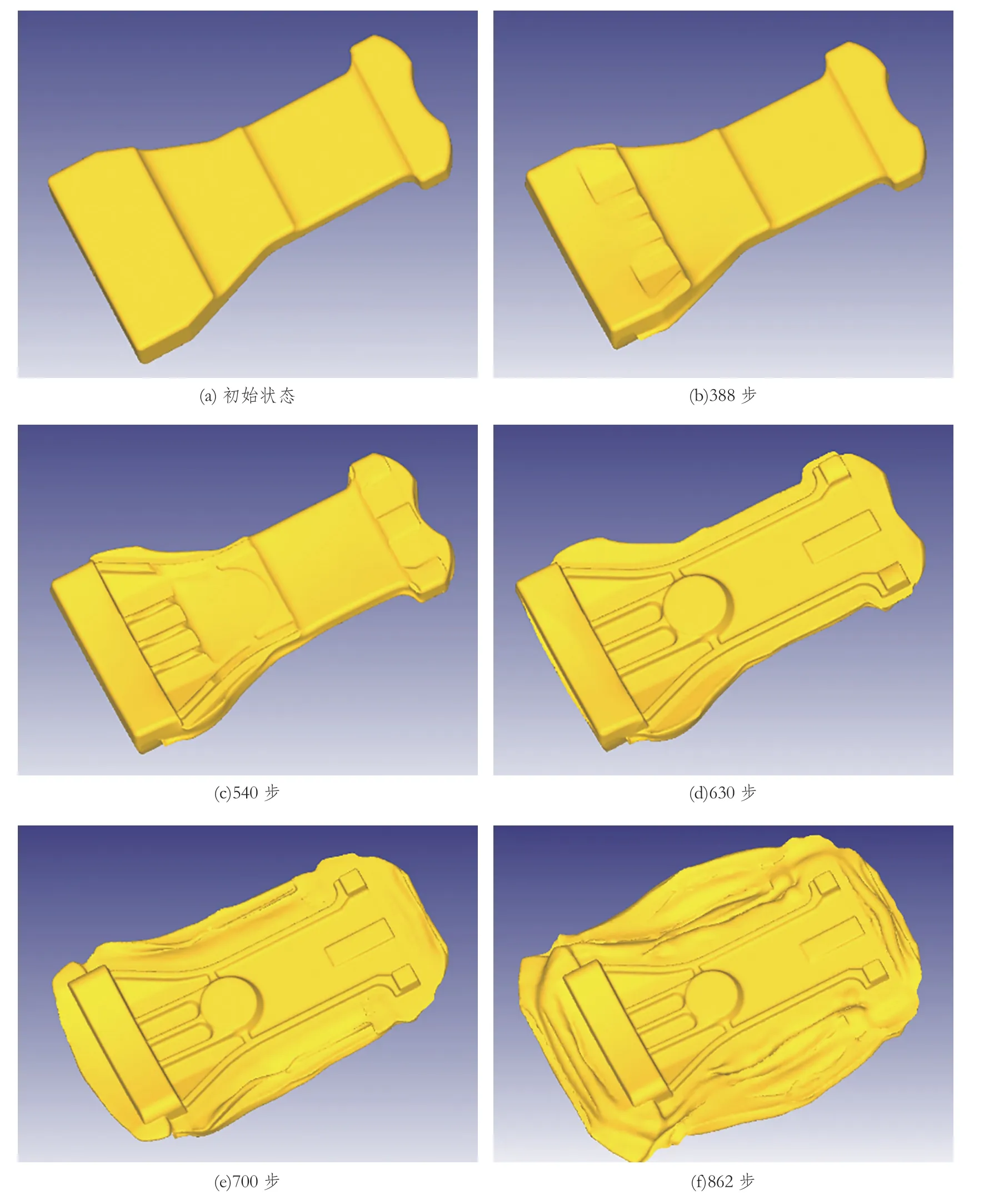
图3 主推力节在成形过程中的形状变化
图4 为主推力节成形过程温度场分布情况。从图中可以看出,变形到555 步时,由于模具最先与坯料大端台阶接触,导致局部温度下降,坯料小端和中间凸台接触时间较晚,温度有所下降但比坯料大端下降少,其余没有与模具接触的地方只能通过与环境的辐射和对流传热,热量散失少,温度下降很少。随着变形继续进行,坯料本体的温度下降,但温度分布的大体趋势没有变,即坯料大端温度最低。650 步时开始形成毛边,由于3t 模锻锤成形速度很快,毛边桥部又很窄,多余的金属从毛边剧烈挤出,产生的变形热使毛边出现了瞬时的温升。由于毛边很薄,又与温度较低的模具接触,所以其热量会迅速传递给模具。

图4 主推力节成形过程温度场分布
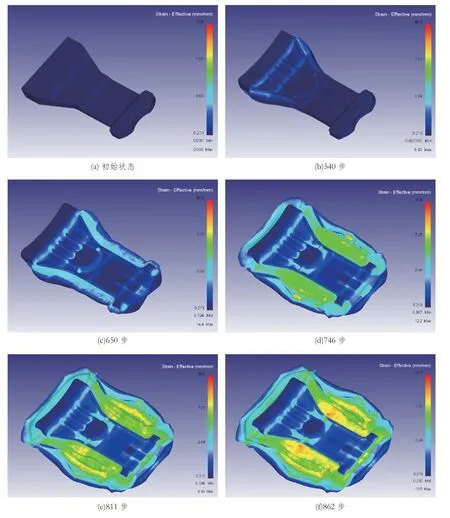
图5 主推力节成形过程的等效应变场分布
图5 为主推力节成形过程的等效应变分布。从图中可以看出,应变随着变形的进行不断增大。在成形过程中,上模先与坯料大端台阶接触,此时坯料大端应变最大,随着变形继续进行,坯料小端和中间凸台逐步成形,局部应变增大,毛边形成以后毛边处的等效应变最大。从等效应变分布来看,除了毛边的等效应变最大外,锻件本体大端的圆柱形凸台附近等效应变最大,其次是筋与腹板的交接处,腹板上的等效应变最低。高筋薄壁的特点决定了局部的塑性应变会比较大。
结束语
本文通过对40CrNiMoА 主推力节的锻造成形过程进行模拟,分析了金属流动、温度场和应变场等变化规律,发现主推力节成形过程顺利,效果较好,说明锻造工艺制定合理。成形后锻件的毛边稍大,可适当通过调整坯料的大小来进行改善。
猜你喜欢
金属热处理(2022年7期)2022-11-16
科学技术与工程(2022年25期)2022-10-12
轴承(2022年5期)2022-06-08
模具制造(2022年3期)2022-04-20
知识窗(2021年4期)2021-10-02
锻压装备与制造技术(2021年4期)2021-09-07
小品文选刊(2021年5期)2021-06-06
文化交流(2019年3期)2019-03-18
中国收藏(2018年7期)2018-12-28
智富时代(2018年10期)2018-01-30
