
砼管支撑加强环焊接工艺研究
2021-03-01 02:45吴香清尚保玉彭和永
机电工程技术 2021年1期
吴香清,尚保玉,彭和永
(中联重科国家混凝土机械工程技术研究中心,长沙 410013)
0 引言
泵车工作过程中混凝土通过砼管输送,而砼管通过支撑架对其固定和支撑。砼管支撑由支撑和加强环两部分组成,其中,砼管支撑在每年春季容易形成延迟裂纹。经观察,发现裂纹起裂于焊缝与臂架腹板的焊趾位置,裂透臂架腹板,沿其焊趾扩展,多达2/3圈,但裂纹不向焊缝扩展。
本文通过对混凝土泵车臂架上砼管支撑加强环焊后焊趾开裂的现象进行分析,同时通过MSC.Marc焊接数值计算,分析结构拘束对焊接残余应力的影响,阐述砼管支撑加强环开裂的原因。
1 砼管支撑加强环焊接结构
砼管支撑加强环与臂架焊接结构图如图1 所示。臂架的左右腹板与盖板形成焊件,然后将加强环焊在臂架腹板上,形成加强环焊缝(计算焊缝);然后再将砼管支撑与加强环和臂架腹板进行焊接。
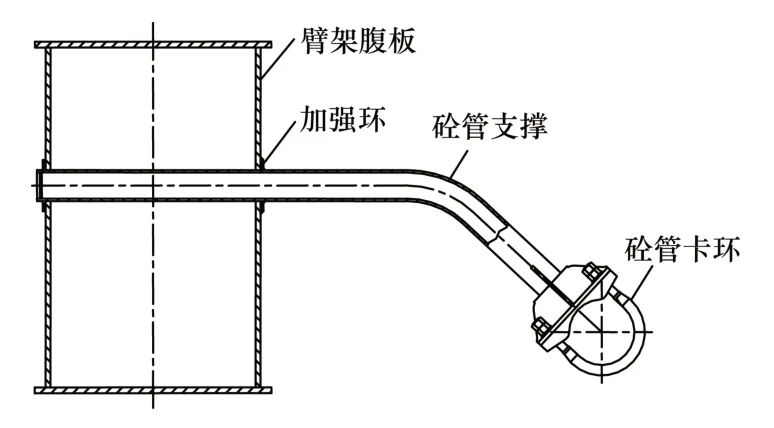
图1 结构示意图
2 开裂原因分析
2.1 扩散氢因素
加强环焊趾开裂多数出现的时段正好是春季,其潮湿度高,钢板表面吸潮,水分在焊接时分解,进入焊缝,形成扩散[H]原子,[H]通过扩散进入半熔化区和热影响区。由于半熔化区的晶界熔化特性,较多的[H]保留在半熔化区的晶界,致使裂纹起裂于焊趾部位[1-3]。因此,当湿度高于85%时,焊缝区必须预热至50~80 ℃后再焊接。
2.2 焊接热输入因素
砼管支撑材料为Q345,焊接性相对较好,但由于焊接位置、接头形式等因素的影响,也应该严格控制焊接热输入。热输入过大会使热影响区奥氏体晶粒粗化(粗晶脆化)[4],接头韧性下降,降低其抗裂性能;热输入过小,则冷却速度大,易产生淬硬组织(马氏体等),增大冷裂倾向。此外,控制焊接热输入也能降低焊接残余应力。
2.3 焊接残余应力因素
由焊接结构的拘束作用,导致焊接变形不能自由收缩,形成应力,并保留在焊接结构中。这种应力为拉应力,拉应力越大,开裂的风险就越大。
高强钢等焊接结构受力时在有焊接缺欠或结构形式突变处产生应力集中。应力峰值与平均应力之比为应力集中系数Kt,缺欠的长轴垂直于受力方向,尖端越尖锐,Kt越大。当应力峰值达到该区材料屈服强度时产生塑性变形,达到塑性极限时即启裂、扩展,可能由于应力松弛而止裂,也可能扩展到以临界尺寸而断裂。焊接结构发生断裂,从宏观上说,大多起源于焊接缺陷或者结构不连续处;从微观上说,微观缺陷处的应力集中产生局部滑移也会萌生裂纹而形成裂源。
高强钢等焊接应力峰值与工作应力同向相加时,如果在某区达到屈服强度会产生局部塑性变形,如果该区塑性、韧性足够,卸载后会使应力重新分布而降低应力峰值。但如果该区塑性、韧性不足,可能会在此区出现微裂纹和扩展,若遇到裂纹扩展阻力大的组织或者应力松弛就可能止裂,以后继续扩展—止裂—再扩展,直至疲劳断裂;如果遇到低温、冲击以及材料的塑性和韧性很差时,则可能启裂后快速扩展而瞬间断裂[5-6]。
3 结构拘束对焊接残余应力的影响分析
下面利用数值模拟计算砼管支撑焊接结构在不同拘束方式下的焊接残余应力。
3.1 结构物理模型
臂架腹板的砼管支撑孔处采用加强环进行局部加强,加强环与腹板焊接,砼管支撑与加强环和腹板焊接,形成图1 所示结构。将实物转化为物理模型,将带加强环的转换为图2所示结构,不带加强环的转换为图3所示结构。

图2 带加强环的结构
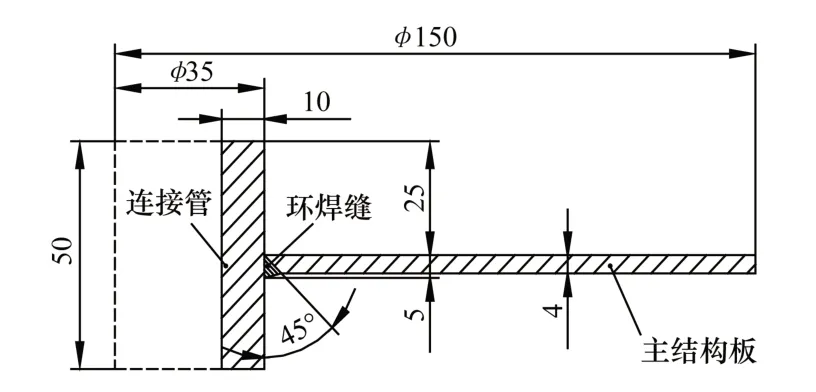
图3 不带加强环的结构
3.2 结构计算模型
图4所示为带加强环的砼管支撑拘束示意图,其中图4(a)焊接顺序为先焊腹板加强环与腹板的焊缝,再焊砼管支撑与加强环及腹板的焊缝,拘束焊位于腹板外圈;图4(b)焊接顺序为先焊砼管支撑与加强环及腹板的焊缝,再焊加强环与腹板的焊缝,拘束焊位于砼管支撑孔内。

图4 带加强环结构砼管支撑的拘束焊示意图
图5 所示为不带加强环的砼管支撑拘束示意图,其焊接顺序为先焊腹板与盖板主焊缝,再焊砼管支撑与腹板焊缝,拘束焊位于腹板外圈。

图5 不带加强环结构砼管支撑的拘束焊示意图
3.3 材料计算物理参数
本文计算采用材料物理参数为屈服强度780 MPa,抗拉强度860 MPa,泊松比0.33,密度7 800 kg/m3,导热系数40。
3.4 边界条件
共施加了3类边界条件。
(1)第1类:位移控制边界条件,即在拘束节点的位移为0。
(2)第2类:换热边界条件,焊件的边界与周围介质主要通过对流和辐射两种方式换热[7]。
泥石流的形成与发生一般在交通条件较差、海拔相对较高的山区,使得实地勘察十分困难。20世纪80年代以来,随着遥感技术的高速发展,遥感开始广泛应用于泥石流等地质灾害的勘察和研究。90年代以后,遥感技术已经成为我国泥石流等地质灾害调查、研究的必不可少的工具。目前,针对泥石流的特点及现场勘察工作的难点和盲区,遥感技术广泛应用于泥石流分布、泥石流危险性分析与评价、流域内土地利用特征等方面的研究。目前来看,运用遥感的技术手段对泥石流灾害进行研究和分析是比较方便的,且能真实和准确的反映泥石流的特征,遥感的技术手段也比较成熟。
(3)第3类:焊接热源边界条件,本文采用双椭球热源模型[8],固定熔池最高温度和焊接速度,双椭球热源模型如图6所示[7-8],其热源控制方程如下。
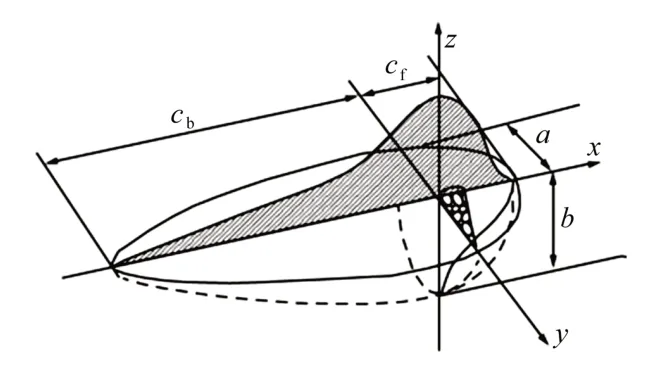
图6 双椭球热源模型
在双椭球热源模型中,前半部分椭球模型定义为:

后半部分椭球定义为:

式中:a、b分别为椭球的x、y半轴长度;c1、c2分别为前后椭球体z向的半轴长度;ff、fr分别为前后椭球的热源集中系数,ff+fr=2;Q为热输入量,Q=ηUI(η为电弧的热效率);v为焊接速度。
3.5 计算结果
图7所示为根据模拟计算结果绘制的不同拘束对不同焊接结构位置与应力关系曲线图。从图中可以看出:
(1)A1为图4(a)所示带加强环的结构对应的曲线,其拘束位于砼管支撑加强环焊接结构的腹板周圈,腹板最高焊接残余拉应力位于腹板焊趾外7.0 mm处,最高残余拉应力为940 MPa;
(2)A2为图4(b)所示带加强环的结构对应的曲线,其拘束位于砼管支撑加强环焊接结构的孔内壁,腹板最高焊接残余拉应力位于腹板焊趾外5.5 mm处,最高残余拉应力为555 MPa;
(3)B 为图5 所示不带加强环的结构对应的曲线,其拘束位于腹板外圈,腹板最高焊接残余拉应力位于腹板焊趾外9.5 mm 处,最高残余拉应力为685 MPa。
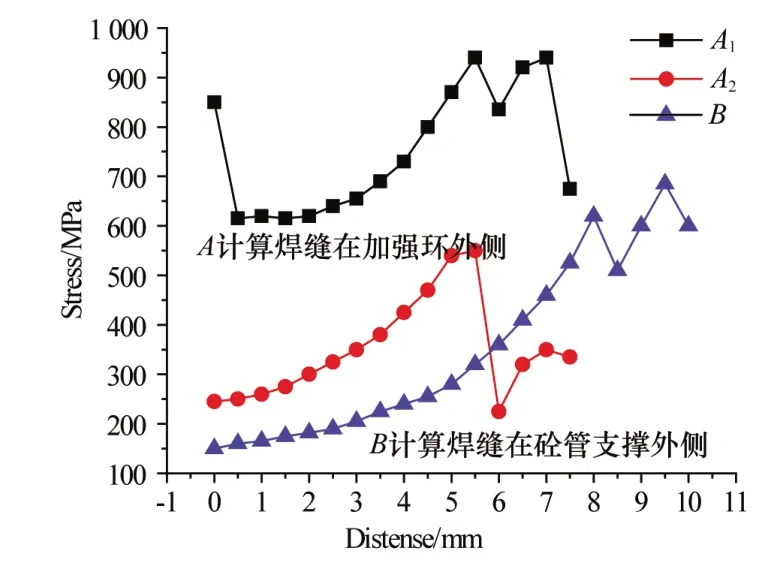
图7 不同拘束及焊接顺序下的应力曲线
从曲线图可以得出以下结论。
(1)最高应力均位于焊趾外,但开裂位置并非最高应力处,而是焊趾处,这说明开裂还与扩散[H]分布特点等因素相关。
(2)残余应力:A1>A2>B,因此,砼管支撑结构尽量选择不带加强环的结构,如过腹板太薄必须采用加强环进行加强,则需参考A2曲线所示焊接顺序进行焊接,即先焊砼管支撑与加强环及腹板的焊缝,再焊加强环与腹板的焊缝。
4 应用与分析
通过计算表明,改变焊接结构的拘束或焊接顺序,可以明显降低焊接残余应力,从而避免焊接开裂情况。根据模拟结果,将砼管支撑结构进行如下优化:
(1)当砼管支撑处腹板厚度大于或等于10 mm时,取消砼管支撑加强环,即图5所示结构;
(2)当砼管支撑处腹板厚度小于10 mm 时,砼管支撑采用加强环进行加强,焊接顺序为先焊砼管支撑与加强环及腹板的焊缝,再焊加强环与腹板的焊缝,即图4(b)所示结构及焊接顺序。
5 结束语
(1)臂架砼管支撑的破坏类型有焊接裂纹(主要冷裂纹)、焊接结构的延性破坏和脆性破坏、疲劳破坏,但以冷裂纹、疲劳开裂为主。
(2)扩散氢、焊接参数以及焊接结构拘束所致的焊接残余拉应力是影响砼管支撑加强环焊趾开裂的主要因素。
(3)通过焊前预热、控制焊接参数、改变铆焊及装配顺序、设计改进等一系列措施,可显著提高砼管支撑焊缝质量,减少开裂。
猜你喜欢
导航定位学报(2022年2期)2022-04-11
智能制造(2021年4期)2021-11-04
中国工程机械学报(2019年6期)2019-12-31
计算机辅助工程(2019年4期)2019-12-20
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年3期)2017-11-23
制造业自动化(2017年2期)2017-03-20
专用汽车(2016年7期)2016-11-23
大连理工大学学报(2016年5期)2016-10-12
中国科技纵横(2016年6期)2016-05-14
