焊接结构生产课程教学中的课程思政
——以焊接变形控制为例
2021-10-09 01:00王文杰田晓明叱培洲王雪怡翟强强
科学咨询 2021年38期
杨 军 王文杰 田晓明 叱培洲 王雪怡 翟强强
(陕西铁路工程职业技术学院 陕西渭南 714099)
高校的思想政治理论课(以下简称“思政课”)教学是落实“立德树人”人才培养根本任务的关键环节[1]。中宣部、教育部2015年7月印发的《普通高校思想政治理论课建设体系创新计划》(以下简称“创新计划”)将实践教学纳入思政课的教学体系,明确要求要注重发挥所有课程和实践环节的育人功能,积极拓展思想理论教育渠道,坚持思政课与专业课相结合,形成相互促进的思政课第二课堂创新教育体系。2016年12月全国高校思想政治工作会议指出,要把思想政治工作贯穿教育教学全过程,实现全程育人、全方位育人,努力开创我国高等教育事业发展新局面[2]。并对新形势下高校思政课建设提出了明确要求:“要用好课堂教学这个主渠道,思想政治理论课要坚持在改进中加强,提升思想政治教育亲和力和针对性,满足学生成长发展需求和期待,其他各门课程要守好一段渠、种好责任田,使各类课程与思想政治理论课同向同行,形成协同效应[3]。”
十八大以来,党中央就高校思政工作出了一系列新部署,为落实“三全育人”指明了新方向。课程思政是高校教育教学工作的重要组成部分,旨在知识传授的过程融入崇高思想教育的元素,从正确树立世界观、人生观、价值观出发,构建“三全育人”体系[4]。把思想政治工作贯穿于教育教学全过程的具体实践措施就是在立德树人人才培养根本任务的要求下大力推动思政课程与课程思政同向育人的创新发展,使其他课程的教学过程包括教学内容、活动、方式及方法成为思政的优良土壤,利用专业课程实践性强、内容丰富、案例典型等因课制宜,充分挖掘与教学内容相关的思政元素和典型教学案例[5]。例如,专业课、实训课教师就可利用专业优势和实践优势,挖掘专业课、实训课中蕴含的思政元素和典型案例,并在课程教学中自然而然地讲给学生,使其转化成为学生崇高理想信念、崇高思想品德、卓越人生目标形成和成长的指引,这正是课程思政的主要体现。
焊接结构生产课程是高等职业学校焊接专业核心课程之一,它的教学目标是使学生掌握焊接生产的基本技术技能,具备从事复杂焊接生产工作的基础知识储备、基本技能储备和职业素养储备;初步形成解决实际问题的能力,以及技术管理的能力,逐步培养学生的辩证思维,加强学生的职业道德观念,使学生能灵活应用所学专业理论知识(包括焊接残余应力和变形的控制,焊接接头静载强度计算,焊接结构断裂机理分析,钢材的预处理、划线和放样,焊接工艺制定、评定,工艺过程分析等)和职业实操技能(特种工具、量具、夹具的选配使用,焊接结构部件的下料,坯料消耗计算,成形加工,压力容器的生产工艺,桥式起重机的生产工艺,合理布置焊接车间,焊接质量管理体系,焊接结构的安全生产),全面强化职业精神和职业素养,为学生在工作单位的快速成长打下坚实基础[6-11]。焊接结构生产课程包含了丰富的课程思政元素,如每一种焊接方法的发明、每一套特殊装备的开发、西气东输管线工程、南水北调输水工程,甚至是大到几十万吨的巨轮小到几克的微电子元件背后蕴含的伟大科学家、著名学者、优秀工人等的各种潜心科研、拼搏争先的奋斗事迹和故事,均可结合焊接结构生产课程具体内容给学生开展爱党爱国、崇尚科学、开拓创新、追求卓越、大国工匠等方面的思政教育。本文以焊接变形控制措施的教学内容为例,研讨课程思政与专业核心课的相互融合式教学。
一、课程分析
焊接变形是课本《焊接结构生产》中第二章焊接结构加工应力与变形的第三部分内容。焊接结构加工应力与变形章节包含了焊接应力与变形的产生、焊接残余应力的分布、焊接残余应力对焊接结构的影响、控制和消除残余应力的措施和方法、焊接变形的种类及影响因素、焊接变形的危害以及控制和矫正焊接变形的措施和方法等教学内容[9-11]。在本节之前,学生已经学习了焊接应力与变形的产生和焊接残余应力等方内容,这是焊接变形学习的基础。接下来将进行焊接变形种类、影响因素、危害以及控制和矫正焊接变形的措施和方法等内容的教学和学习,需要学生具备识别变形种类并能正确采用控制焊接变形方法和制定消除焊接变形措施的基本能力。结合高职学校焊接技术与自动化专业焊接结构生产相关教学内容与教学要求的建议[5-7],通过本堂课的学习,学生应该从控制焊接变形的设计措施和工艺措施两个方面进行理解掌握,能够熟练运用焊接变形控制的方法和措施,对简单焊接结构件进行焊接变形的有效控制和消除。
二、教学流程
课堂教学以“导入—讲授—小组讨论—实例分析—小结与应用”的架构设计展开,充分利用对媒体手段以及图片、视频、实物变形焊件等教学资源。以下为具体教学流程。
(一)导入:控制焊接残余应力的措施
1.设计措施
(1)在保证结构强度的前提下,尽量减少焊缝数量和尺寸。(2)避免焊缝集中,焊缝间应保持足够距离。(3)采用刚性较小的接头形式。
2.工艺措施
(1)采用合理的装配焊接顺序和方向
合理装配焊接顺序能使每条焊缝达到自由收缩,具体应注意4方面内容:①应保证平面焊缝纵横向的自由收缩。②收缩量最大的焊缝先焊。③工作时受力最大的焊缝先焊。④平面交叉焊缝的焊接顺序。
(2)采用“预热法”和“冷焊法”减小焊接区与结构整体之间的温差。
(3)降低焊缝的拘束度。
(4)加热“减应区”法。
导入部分为控制焊接残余应力的措施,经过导入使学生多次回顾复习并掌握焊接残余应力控制的具体措施以及内容,为焊接变形控制措施的学习打好基础。
(二)讲授:控制焊接变形的措施
1.措施一:控制焊接变形的设计措施
(1)选择合理焊缝尺寸和坡口形式
①在保证结构承载能力和焊接质量前提下,根据板材厚度选取合理的最小焊缝截面尺寸。②对接焊缝选用对称坡口形式比非对称坡口形式易控制角变形。
(2)合理确定焊缝长度和数量
(3)合理安排焊缝位置
焊接结构设计中,应尽可能保证焊缝中心线与焊接结构截面中性轴线重合或接近,使截面中性轴线两侧结构变形量大小相等、方向相反,相互抵消。例如图1a为箱形焊接结构件,其焊缝集中于中性轴一侧,将引起较大弯曲变形,而图1b、1c中焊缝布设较合理。
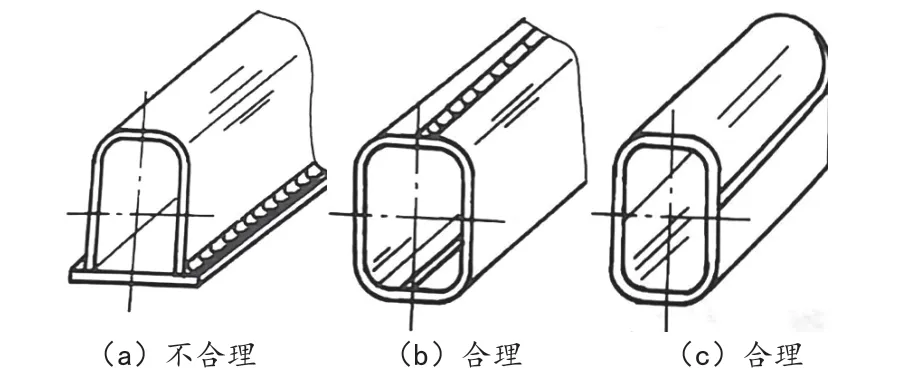
图1 箱形结构的焊缝安排
2.措施二:控制焊接变形的工艺措施
(1)留余量法:适当加大设计尺寸,以补偿焊接收缩变形。
(2)反变形法:该方法用于控制焊件角变形和弯曲变形。根据焊件焊后变形的方向和大小,焊前预先进行人为变形,使之与焊接变形相抵消。图2所示为采用反变形控制平板对接焊变形的方法。
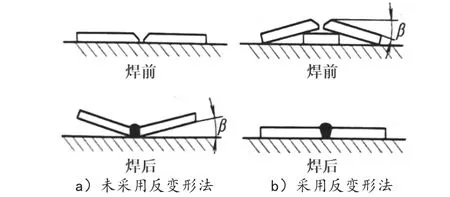
图2 反变形法
(3)刚性固定法
常用刚性固定法有4种:①将焊件固定在刚性平台上。②将焊件组合成刚性更大的或对称的结构。③利用焊接夹具增加结构的刚性和拘束。④利用临时支撑增加结构拘束。
(4)选择合理装配焊接顺序
按以下原则确定焊接结构的装配焊接顺序:①焊缝尽可能靠近焊接结构截面的中性轴线。②对于焊缝非对称布置的焊接结构,装配焊接时应先焊焊缝少的一侧。③由偶数焊工对称施焊进行对称布置焊缝的焊接。④采用分段退焊法、跳焊法和分段焊法进行长焊缝(大于1m)焊接,以减小焊后收缩变形。⑤为防止扭曲变形,采用同向顺序焊接法进行相邻两焊缝的焊接。
(5)合理选择焊接方法和参数:能量集中和热输入较低的焊接方法,可有效降低焊接变形。
(6)平衡法:在与焊缝对称的位置上采用气体火焰与焊接同步加热,可减小或防止构件弯曲变形。
(7)散热法:将焊缝及其附近区域的热量迅速散失,减小焊接变形。
(三)小组讨论
学生以学习小组为单位进行课堂讨论。指导学生以图3所示焊接变形件为例进行焊接变形控制措施及方案的讨论,具体讨论以下几个问题:
1.判断图中所示两种焊接变形属于哪一类变形,产生原因是什么?
2.图中所示两种焊接变形,如何进行焊接变形的有效控制?讨论结束后进行以下小结:
1.焊接过程,工件受到不均匀的热作用,引起不同程度的热胀冷缩是造成工件变形的主要原因,直接影响工件的制造质量和使用性能,甚至是报废。
2.图3a是角变形,产生原因是焊缝截面上宽下窄,在焊缝厚度方向横向收缩量上大、下小,使两侧上翘产生平面偏。控制措施主要有:①采用电渣焊;②采用反变形法;③采用对称坡口设计;④刚性固定法。
3.图3b是错边变形,产生原因是对接焊的两试板厚度尺寸不一致或装配不善在厚度方向存在高低差,焊接后在错边部位焊缝纵向收缩不均匀所致。控制措施主要有:①采用反变形法;②刚性固定法。

图3 焊接变形工件
(四)实例分析:播放管道焊接的短视频
短视频约2分钟,展示焊接技术人员在管线建设现场开展壁厚为5mm的管管对接焊的情景。请学生结合焊接变形控制的相关知识和上述各小组讨论的问题,分析管管对接焊过程会造成什么样的焊接变形,主要采用什么措施进行控制。
小结:这是理论学习与实践练习的结合。管管对接焊,对坡口加工精度、装配精度、定位点焊精度、焊接参数、操作手法等有很高要求。坡口加工不均匀、装配存在错边等问题时,容易造成撅嘴和径向变形,严重影响焊缝性能。
解决方法主要是:
1.严格控制坡口精度;
2.严格控制装配精度,杜绝出现错边装配;
3.精确控制热输入、正确设计焊接参数;
4.采用钨极氩弧焊方法进行焊接;
5.采用刚性固定法控制变形。
(五)小结与应用
从设计和工艺两个角度总结焊接变形控制的措施,以钛合金板板对接焊为例展开分析总结。
1.板厚小于10mm、长度大于1000mm时,加工45°“V”型坡口,采用钨极氩弧焊,小电流、低热输入、多层多道次焊接工艺,并同时采用定位点焊和刚性固定法综合控制变形。
2.板厚大于10mm、长度大于1000mm时,加工60°“X”型坡口,采用钨极氩弧焊,小电流、低热输入、先双面打底焊,再多层多道次填充、盖面焊工艺,并同时采用定位点焊和刚性固定法综合控制变形。
三、课程思政
结合焊接结构生产课程的教学任务和目标,按照教学架构设计和流程规范,以课程内容中的重要知识点和重要技术技能方法为切入点,融入思政教育元素、案例和内容,加强对学生辩证唯物思想、爱国爱党思想、追求卓越思想、大国工匠思想等进行教育,全面培养和提升学生的思想道德水平、科学素养、职业精神、创新创业精神、劳动精神与实践能力。
(一)培养学生的科学素养
课程的讲授以焊接变形的控制为主线,从设计控制和工艺控制两方面进行具体讲授,其间结合具体焊接变形工件进行实例讲解,强调多学科(包括金属材料、工程力学、金属熔化焊基础、金属材料与成型工艺基础、冷作工工艺学等)交叉融合的知识和技能,综合运用焊接、机械、材料、化学等方法来分析解决本专业或跨学科的复杂问题。通过不同焊接工件变形的控制措施讨论和学习,为后续焊接变形矫正课程内容的学习打好基础。对焊接变形控制措施的分析要牢牢抓住焊接变成因及影响因素这一关键点,因为只有搞清楚工件变形的成因及其影响,才能从设计和工艺两方面制定合理的变形控制措施和方案,理论与实践相结合正是科学的研究方法。授课中播放的视频能进一步说明理论学习以及理论与实践相结合的方法对生活以及毕业后工作中实际问题的解决有很好的指导作用。
(二)培养学生正确的世界观与方法论
对焊接工件变形原因和影响进行分析,再根据成因制定针对性的焊接变形控制措施,这种分析问题和解决问题的方法,体现出了透过现象看本质、追本溯源的辩证唯物主义哲学思想和方法论。该方法论揭示了焊接变形现象和本质影响因素的内在联系,指出焊接变形和影响因素的对立统一的辩证关系,同时以一种科学的思维方式,解剖事物的发展及运动形态,找出事物发展及运动的客观规律,从而指导学生的实践活动以及毕业后的工作活动,达到推动事物发展和社会进步的目的。同时,对标人才培养方案和毕业要求中的培养学生“逻辑思维能力、批判精神和反思意识”,培养了学生正确的世界观和方法论。
(三)培养学生的家国情怀、劳模精神、劳动精神、工匠精神和献身精神
焊接变形控制措施讲解的过程,一定是在适当环节下结合行业特点、国家科技创新发展的大背景,以典型性和代表性建设工程(如港珠澳大桥、西气东输、天眼工程、南水北调、探月工程、极地考察等)中大型装备的焊接生产和制备,突出港珠澳大桥总工程师林鸣先生、全国焊接技能大师裴先锋先生、中国天眼之父南仁东先生、中国杂交水稻之父袁隆平先生等人的生平与先进事迹和科学精神。介绍他们少年时代的刻苦拼搏、奋勇争先、默默无闻地为党和国家奉献青春和汗水的故事和英雄事迹。讲述他们为党和国家以及人民作出的巨大贡献,为国家重大战略需求和发展呕心沥血,奉献一生。这样从思想深处激发和培养学生向榜样学习、向劳模学习、向英雄学习、向大师工匠们学习的积极性和热情,引导学生建立起追求卓越、追求梦想、追求科学、追求创新等的人生发展目标。通过先进事迹的讲述,使学生切身感触到大国工匠、大师大家们求真务实、追求卓越的工作精神、追求理想的崇高科学品质、报效祖国奉献青春的伟大壮举,对标人才培养方案,进一步培养学生的家国情怀、劳动精神、劳模精神、工匠精神和献身精神。
四、结束语
课程思政和专业课程的融合施教是文化知识教育本身和学生思想政治教育有机结合的基本要求,是培养身心健康、知识全面、爱国爱党以及“三好”学生的有效方法。焊接结构生产课程教学内容丰富,教育教学中可挖掘大量课程思政的材料和元素。课程思政要结合高职教育特点,围绕人才培养方案,以专业课程的课堂教学为主线、专业知识点为依托,通过教学架构设计和教学内容精编,合理运用教学方法和信息化教学手段,引导学生向正确的方向发展,将他们塑造成德才兼备、思想高尚、能力过硬、素养优良的社会有用之才,这样既可以丰富和拓展学科专业教育教学内容和内涵,又能使学科专业建设和发展得到升华和提高。
猜你喜欢
当代陕西(2022年4期)2022-04-19
建材发展导向(2022年6期)2022-04-18
昆钢科技(2021年4期)2021-11-06
活力(2021年6期)2021-08-05
建材发展导向(2021年6期)2021-06-09
智慧少年·故事叮当(2020年10期)2020-11-06
中华诗词(2020年1期)2020-09-21
当代陕西(2019年15期)2019-09-02
当代陕西(2019年9期)2019-05-20
小学生作文(中高年级适用)(2018年5期)2018-06-11