三维自动寻路技术在线夹钻孔方法中的应用
2021-11-17 07:11广东电网能源发展有限公司杜浩锐
电子世界 2021年20期
广东电网能源发展有限公司 杜浩锐
本文阐述了一种基于三维自动寻路技术的线夹钻孔方法,包括:图像获取模块、位置反演模块、路径规划模块三部分。通过图像获取模块获取待匹配线夹图像,经图像识别后获取“待匹配线夹”的孔位信息;位置反演模块根据“待匹配线夹”的孔位信息反演计算出当前“待加工线夹”的孔位信息;路径规划模块根据待加工孔位信息在母排上规划加工路径,根据生成的加工路径驱动钻头运动,对“待加工线夹”进行钻孔操作。该自动寻路钻孔技术可以有效提升加工精度,提升资源利用率。
在新建变电工程施工过程中,往往涉及较多设备线夹需要在工程现场进行二次加工。变电设备线夹常用于将母线引下线与电气设备(如变压器、断路器、隔离开头、穿墙套管等)的出线端子接续。设备线夹在加工前,通常需将连接出线端子侧的“待匹配线夹”与“待加工线夹”母排进行匹配对照,如图1所示,由工人在线夹母排上做定位划线。进行钻孔时由工人根据标记进行打锛子、钻孔、去除披锋等工序。传统作业采用人工定位效率低,钻孔作业时位置准确率低,同时工艺质量差,质量不稳定。

图1 设备线夹匹配对照图
国内用于电力金具加工的各类钻床硬件配置日益数字化、智能化,已经具备了较为完备的工装结构以及数字伺服控制系统等。但能自动模拟出与出线端子完全匹配的线夹并非易事,需要依靠机器视觉在线夹母排上自动规划出适宜的孔距和位置,并自动执行指令进行钻孔作业。本文旨在研究一种线夹钻孔的专用控制方法,将“待加工线夹”与“待匹配线夹”进行对照,完成自动寻路钻孔。伺服系统加工终端获取待加工孔位的数据后,根据路径规划模块的加工路径指令,驱动加工设备运动,对“待加工线夹”母排进行钻孔操作,可以有效提升加工的准确度,使得“待加工线夹”与目标“待匹配线夹”匹配,提升资源利用率。
1 “待匹配线夹”的图像获取及孔位分析
图像获取模块用于获取“待匹配线夹”(目标出线端子)的目标图像,并根据图像进一步计算“待匹配线夹”的孔位位置信息。图像获取模块内置激光扫描仪,扫描仪在进行每次扫描时依次视场轮换,获取“待匹配线夹”某一个区域的点云数据,最后拼接出“待匹配线夹”的三维完整图像。由于在不同视角进行测量时坐标系不同,需要将多视角下测量的三维数掘进行拼接,将其转换到同一坐标系下,才能获得“待匹配线夹”表面的完整位置信息,该过程称为:“点云数据配准”。
三维激光扫描仪在多视角下分别测量得到不同区域的点云数据A、B集合,我们假设有Pi、Qi为线夹上同一点在两个点云集的三维坐标,且点Pi(x,y,z)∈A,Qi(x,y,z)∈B。我们通过对(Pi,Qi)进行刚体变换(R,T)转化,从而实现两个点云集下的三维坐标映射,空间相似变换公式为式(1):
式(1)中R为旋转矩阵,T为平移矩阵。
通过“待匹配线夹”的三维图像,进一步展开孔位分析,获取“待匹配线夹”上的孔位数量及位置信息,示例如图2所示。

图2 获取“待匹配线夹”的三维图像
2 位置反演模块
位置反演模块用于将“待匹配线夹”的孔位信息反演计算为当前“待加工线夹”的待加工孔位信息。在钻孔实施前,“待匹配线夹”的孔位信息经由图像获取模块以点云数据方式获取。
根据“待匹配线夹”的孔位信息,结合母排的初步轮廓尺寸,我们用位置反演算法反求每一个目标孔位是否满足匹配要求。如果达成匹配要求,我们在“待加工线夹”上找到与“待匹配线夹”的原点对应的点作为“待加工线夹”的三维坐标系的原点,如图3所示。从而获取待加工孔位在在三维坐标系中的坐标位置信息。

图3 “待加工线夹”的三维坐标系原点示意
之后反演算法进一步计算每一个待加工孔位的位置坐标,在三维坐标系中标注出待加工孔位相对于“待加工线夹”的边缘的距离信息,待加工孔位的直径信息、待加工孔位的角度信息、待加工孔位的深度信息等。
3 路径规划模块
路径规划模块可读取“待加工线夹”的孔位在三维坐标系中相对于“待匹配线夹”边缘的位置距离信息、目标孔位的直径信息、目标孔位的角度信息、目标孔位的深度信息等数据。
路径规划模块根据上述信息在母排上规划加工路径,根据待加工孔位在在三维坐标系中的坐标位置信息,生成加工设备在三维坐标系中的运动轨迹,根据运动轨迹生成加工路径,加工设备在“待加工线夹”上的移动不仅仅包括水平方向(x轴和y轴)还包括垂直方向(z轴)的运动,示意图如图4所示。
如图4可见:路径规划时若孔位直径大于加工直径,根据加工设备的加工路径选择为螺旋式或垂直往返等方式,可以结合工时长短、设备损耗、加工精度等要求,根据加工直径和目标位置信息生成加工路径。

图4 钻头在三维坐标系中的运动轨迹
“待加工线夹”材质常规有铁、铝、铜等不同金属,根据“待加工线夹”的金属密度、硬度、金属种类等,对应选择不同的加工功率。根据加工路径和“待加工线夹”的材料信息制定最适宜的加工功率参数,包括钻头的转速、推进速度等。当遇到较为复杂的线夹时,加工路径可划分成多个关键段,不同的关键段对应不同的功率参数。功率参数的差异化设置,可以有效提升加工的精度,避免加工设备的转速或者运动速度过快导致的加工偏差。
4 二次寻路修正
当“待加工线夹”钻孔完成后,图像获取模块对线夹再次进行3D扫描,经点云数据配准生成三维图像。模块自动判断“已完工线夹”是否与“待匹配线夹”图像匹配,若不匹配,则驱动钻孔设备执行修正操作。自动寻路算法根据图像差异进一步修正路径,驱动加工设备沿修正路径完成修正钻孔操作,示例如图5所示。
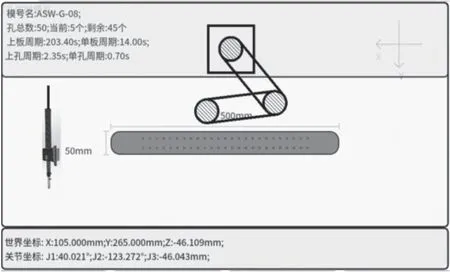
图5 二次寻路修正钻孔示意图
经实践证明:该线夹钻孔方法可以有效提升加工的准确度,使得“待加工线夹”与目标“待匹配线夹”精准匹配,提升资源利用率。
猜你喜欢
中等数学(2022年5期)2022-08-29
组合机床与自动化加工技术(2022年7期)2022-07-27
山西建筑(2019年12期)2019-08-05
中学生数理化·七年级数学人教版(2018年4期)2018-06-28
数学大世界(2018年1期)2018-04-12
石油地球物理勘探(2017年4期)2017-12-18
石油地球物理勘探(2017年2期)2017-11-23
中等数学(2017年2期)2017-06-01
印制电路信息(2015年7期)2015-11-24
城市建设理论研究(2014年37期)2014-12-25