
不同W 含量Al/W 活性材料的冲击压缩特性
2021-12-03 08:51宋超慧任会兰
高压物理学报 2021年6期
宋超慧,任会兰,李 尉,郝 莉
(1. 北京理工大学爆炸科学与技术国家重点实验室,北京 100081;2. 北京建筑大学理学院,北京 100044)
在常态下,活性材料[1]保持钝感并具有一定的结构强度,能够承受爆炸加载并保持较好的完整性。在撞击载荷作用下,活性材料既可以像惰性破片一样对目标进行动能毁伤,也可以通过剧烈的化学反应释放出大量能量来增强毁伤效果。钨具有高密度、高强度和高韧性特点,同时有较高的熔点和抗氧化抗腐蚀特性,在军事领域有着广泛的应用,如穿甲弹、预制破片等。铝钨合金结合了铝和钨的特性,是一种轻型结构材料,同时还是一种活性材料[2]。Al/W 活性破片作为战斗部的主要毁伤元,在应对装甲目标时,可以通过增加Al/W 活性材料中的W 含量,使其具有足够高的强度和密度,以达到毁伤初期的动能侵彻效果;而在应对飞机、来袭导弹和普通车辆等非装甲目标时,则可以通过提高Al 的占比来增大活性材料发生反应后释放出的化学能,进而增强活性破片的内部毁伤效果。因此,开展不同W 含量的Al/W 动态破坏特性研究对新型战斗部结构设计和毁伤性能的提升具有重要的意义。
在Al/W 活性材料力学性能研究方面,Dunbar 等[2]测试了爆炸固结的Al/W、Al/Ni、Al/Nb、Al/Ta 和Al/Mo 等含铝活性合金的动态破坏响应,发现Ni、W、Mo、Nb、Ta 等粉末与Al 复合后爆炸固结致密物的力学性能和破坏模式取决于不连续相与连续相界面的强度和连续相的组成。Olney 等[3]对 Al/W 材料进行了动态压缩实验,研究表明,Al 颗粒间的黏结、孔隙率、Al 和W 的颗粒尺寸、W 颗粒的排列以及各颗粒的力学性能均对材料的整体变形行为有重要影响,材料内的局部剪切主要是由软质 Al 颗粒局部大变形引起的局部损伤加剧以及微观剪切带裂纹的生长所致。Chiu 等[4]测试了孔隙率、W 颗粒形态(粗细不同)以及W 丝对 Al/W 材料动态力学性能的影响。2014 年,中北大学Guo 等[5]对Al/W 合金进行了不同温度和应变率下的压缩实验,发现随着温度升高或应变率降低,材料的流动应力持续降低。结合实验数据,他们构建了 Al/W 合金的 Arrhenius 本构方程,很好地描述了高温下材料的变形行为。在Al/W 活性材料反应行为方面,美国德克萨斯 A&M 大学的Hunt 等[6]对Al/Ti、Al/Ni、Al/W、Al/Hf、Al/Zn、Al/MnO3、Al/PTFE 等多种活性材料进行了激光点火实验和撞击点火实验。激光点火实验中,当铝粒径由微米尺度降低到纳米尺度时,点火所需能量降低了3 个数量级。然而,撞击点火实验中,当铝粒径由微米尺度降低到纳米尺度时,点火所需能量的下降幅度相对较小。材料的感度和堆密度呈正相关性。在堆密度相同的情况下,材料内组分的密度越大,材料的感度越高,如Al/W 活性材料点火所需的能量较Al/Ti 低80%。Tucker[7]则采用7.62 mm 弹道枪细致地研究了Al/Ta、Al/Ni 和Al/W 的撞击点火特性,结果表明,这3 种材料均可以在空气中发生反应,但只有Al/Ta 和Al/W 能够在真空中发生反应(厌氧的金属间化合反应),且 Al/Ta 具有最高的感度。
自1949 年Kolsky 提出分离式霍普金森压杆(SHPB)以来,该实验技术得到了长足的发展,已经成为测量材料在高应变率下力学行为的经典手段。传统的SHPB 中,入射波都带有陡峭的上升沿和高频振荡。脆性材料的破坏应变很小,SHPB 实验中试件受到冲击载荷后,往往还未达到动态应力平衡便发生失效破坏[8]。因此,研究人员采用波形整形器,通过延长入射波上升沿时间使试件在SHPB 实验中有足够长的时间在失效破坏之前达到动态应力平衡。波形整形技术就是在入射杆靠近子弹的一端贴一个软材料,软材料吸收入射波的高频振荡并且延长入射波上升沿时间,使入射波由方波变为梯形波[9]或者钟形波[8],实验中常用的整形器材料有紫铜[10]、黄铜[11]、橡胶[12]、铁片[13]、黄铜和硅橡胶的组合[14]等。为了延长上升沿时间和实现恒应变率加载,研究者们使用了不同类型的波形整形技术,比如:在入射杆前端面贴小圆片、在入射杆前端设置预加载杆和试件[15]、双试件SHPB 方法[16]、异形子弹[16]等。
本研究将通过模压烧结法制备W 质量分数分别为44%、64%、83%和91%的Al/W 材料,采用SHPB 实验技术和波形整形技术,通过Al/W 活性材料的动态应力-应变曲线,研究Al/W 活性材料的动态变形和破坏特性,分析W 含量、加载应变率对Al/W 材料强度和失效破坏的影响规律。
1 材料制备与表征
1.1 Al/W 试样制备
试件通过模压烧结方法制得[17]。制备试件的原材料为钨粉(平均粒径3 µm)和铝粉(平均粒径为10 µm),其中钨粉的质量分数分别为 44%、64%、83%和91%。首先,将钨粉和铝粉通过湿法混合的方式混合均匀;然后,采用万能试验机进行模压成型,成型压强为250 MPa;随后,将冷压成型的粉体置于热压炉中,在氩气气氛的保护下烧结,烧结温度为500 ℃;最后,经线切割得到尺寸为 ∅5 mm×35 mm 的试件,如图1 所示。试件材料参数见表1,AW-44、AW-64、AW-83、AW-91 分别代表W 质量分数为44%、64%、83%、91% 的Al/W 试件。
图1 Al/W 试样Fig. 1 Al/W samples
表1 Al/W 试件相关参数Table 1 Al/W specimen parameters
1.2 Al/W 试样的物象表征及形貌分析
采用扫描电子显微镜(型号:Hitachi S-4800)对Al/W 试件进行观察,图2 为Al/W 材料放大1 000 倍的微观图像。如图2(a)所示,AW-44 表面较为光滑,Al 基体很好地包裹住W 颗粒,材料中的缺陷和孔隙较少。说明在试件模压成型过程中,250 MPa 的成型压力可以使Al 颗粒产生较大变形,由于材料中Al 的体积分数较大,变形的Al 颗粒可以充分填充活性材料中存在的孔洞缺陷,AW-44 材料的孔隙率为12.5%。图2(b)和图2(c)分别为AW-64 和AW-83 的微观形貌,可以看到,W 含量明显增加,且孔洞的数量增多,孔洞尺寸增大。这是由于当Al 的体积分数减小时,无论是在压制还是烧结的过程中,Al 颗粒都不能很好地包裹住较硬的钨颗粒,致使材料中孔洞缺陷增多且存在大量钨颗粒直接接触的情况。在这种情况下,虽然材料的力学性能会随W 质量分数的增加而加强,但是当钨颗粒过多时,材料的变形能力会被弱化。如图2(d)所示,当试件中W 的质量分数达91%时,材料的孔隙率显著提高,可达32.9%。AW-91 材料表面的光滑性和平整性明显较低,大量的W 颗粒堆叠于试件表面,这些颗粒分布松散且裸露在外,未能与Al 基体有效地结合,在这种情况下,材料的强度和模量等力学性能将会被削弱。

图2 Al/W 活性材料的微观形貌Fig. 2 Micrographs of Al/W materials with different W additions
2 SHPB 实验
2.1 SHPB 实验原理和方案
实现SHPB 实验有两个基本假定:一维假定和均匀性假定。SHPB 实验的一维假定可以通过SHPB 实验装置和试件的形状来实现,因此SHPB 实验的实现取决于试件能否达到应力均匀。
SHPB 实验中试件内部的动态应力平衡通常通过比较试件前后端面的力得到[18],当试件为圆柱体时,可以比较前后两个端面的应力。当试件前后端面的应力相差很小时,可以认为试件内部的应力处于近似均匀状态。试件前后端面的应力为

式中: σ1和 σ2分别为试件与入射杆及透射杆交界处两个端面的应力,E为波导杆的弹性模量, εI、 εR、εT分别为应变片测得的入射应变、反射应变和透射应变。 β表征试件前后两个端面应力的相对差距,β越接近于1,试件前后的应力相对差距越小。

材料的应力、应变通过入射杆和透射杆表面的应变片采集信号推导得到

式中: εs、 σs和 ε˙s分别为试件的应变、应力和应变率,C和A分别为波导杆的弹性波波速和初始横截面面积,As和ls分别为试件的初始横截面面积和高度。根据式(3),当 εR为常数时,应变率为常数,即试件受到恒应变率加载,通常表现为其反射波信号中有一个稳定的平台期。
如图3 所示,本研究使用 ∅14.5 mm SHPB 进行实验。考虑到波导杆与Al/W 试件波阻抗匹配问题,选用的子弹、波导杆材料均为铝。
图3 SHPB 系统Fig. 3 SHPB system
在SHPB 实验过程中采用波形整形技术,图4 为撞击杆以11.5 m/s 速度撞击不同整形器情况下产生的入射波形。实验结果表明:使用紫铜整形器可使入射波的上升沿时间延长1.5 倍,而使用橡胶整形器可使入射波的上升沿时间延长7.4 倍。

图4 不同整形器产生的入射波Fig. 4 Incident waves generated by different pulse shapers
2.2 紫铜整形器
采用 ∅8 mm×0.4 mm 紫铜整形器,对AW-44、AW-64、AW-83 和AW-91 进行应变率约为1 750 s−1的SHPB 实验,结果如图5 所示。采用紫铜整形器对AW-44、AW-64、AW-83 进行SHPB 实验时,反射波都有稳定的平台,即试件实现了恒应变率加载。应力波在AW-44、AW-64、AW-83 内部传播几个来回以后, β值趋于1,说明试件前后两个端面的应力已经基本相同,试件内部应力达到均匀。但AW-91 在动态加载的整个阶段, β值始终没有稳定在1 附近。因此,以紫铜材料作为整形器对AW-91 进行的SHPB 实验,其结果的有效性值得商榷。究其原因是AW-91 材料中W 的含量过高, Al 基体无法很好地包裹较硬的W 颗粒,致使材料中W 颗粒之间的结合程度减弱并且存在大量的缺陷。在SHPB 实验中,AW-91 内部的应力还未达到均匀,较高的应力波在AW-91 内部来回传播的过程中就已经使材料内部发生孔洞崩塌、裂纹扩展和颗粒脱粘等破坏。鉴于此,可以调整整形器的材料和尺寸,使得在入射应力波较小时试件就达到动态应力平衡。
图5 紫铜整形器对不同配比的Al/W 试件应力均匀性和加载应变率的影响Fig. 5 Effect of copper pulse shapers on the stress uniformity and loading strain rate of specimens with different Al/W ratios
2.3 橡胶整形器
针对紫铜整形器无法实现AW-91 在动态加载中的应力均匀问题,采用 ∅9 mm×1 mm 橡胶整形器对AW-91 进行冲击加载,结果如图6 所示。相较于紫铜整形器,使用橡胶整形器产生的入射波上升沿时间大幅变长,使得AW-91 有充足的时间在应力较小、试件内部发生破坏之前达到动态应力平衡。如图6 所示,相较于紫铜整形器,使用橡胶整形器时 β值在有效加载阶段一直稳定在1 附近,AW-91 在动态加载阶段实现了应力均匀。然而,AW-91 在有效加载阶段,其反射波一直没有稳定的平台,即AW-91 没有实现恒应变率加载。

图6 使用橡胶整形器的SHPB 实验结果Fig. 6 SHPB experiment results using rubber pulse shaper
2.4 动态力学性能
基于以上SHPB 实验过程中针对不同配比Al/W 材料使用不同整形器的分析结果,采用紫铜整形器对AW-44、AW-64、AW-83 进行SHPB 实验,采用尺寸为 ∅9 mm×1 mm 的橡胶整形器对AW-91 进行SHPB 实验。
2.4.1 W 含量对Al/W 动态力学性能的影响
对不同配比的Al/W 试件进行应变率约为1 750 s−1的动态加载,Al/W 材料的动态应力-应变曲线见图7,动态压缩力学性能相关参数见表2。AW-44、AW-64 和AW-83 的应力-应变曲线分为两个阶段,即弹性阶段和塑性阶段。在弹性应变较小阶段,随着W 含量增大,AW-44、AW-64的力学性能逐渐提高,体现了W 颗粒的增强效应,然而随着W 含量的继续增大,AW-83 的力学性能反而降低。应力达到屈服强度后,试件进入塑性变形阶段。在塑性阶段,AW-44 和AW-64 均表现出应变硬化特性,而AW-83 则表现出应变软化特性。如图7 所示,当AW-91 的应变达到0.044,应力突然下降,说明AW-91 发生失效破坏。AW-91的应力-应变曲线由弹性阶段直接到失效破坏阶段,说明当W 的质量分数上升到91%时,Al/W 材料在动态加载下呈现脆性破坏特点。
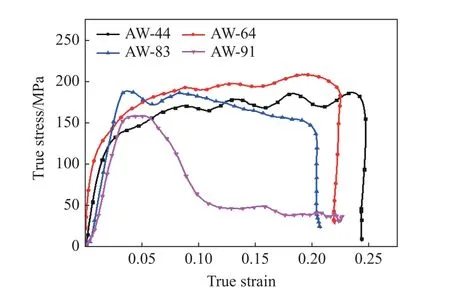
图7 Al/W 材料的动态真应力-真应变曲线Fig. 7 Dynamic true stress-true strain curves of Al/W
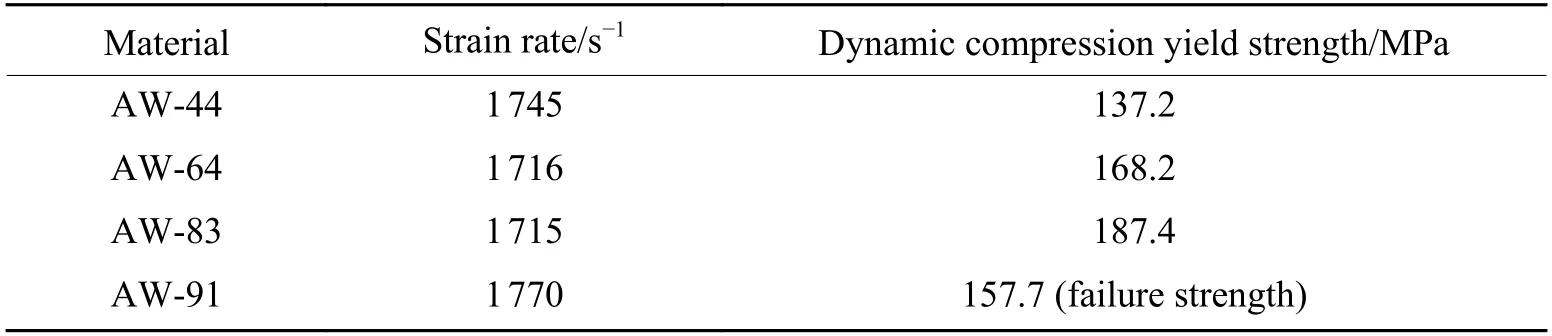
表2 不同配比Al/W 试件的动态压缩力学性能Table 2 Dynamic compression mechanical properties of Al/W with different W additions
SHPB 实验后 Al/W 试件的变形情况如图8 所示。结合图2 中Al/W 试件微观图像分析:(1) AW-44和 AW-64 中 Al 的含量比较高,烧结过程中熔融态的 Al 基体能够完整地包裹住增强相 W,使材料的孔隙率降低,保证了材料的强度和延展性,冲击加载后AW-44 和AW-64 试件仅发生镦粗;(2) 随着W 含量的继续增大,基体Al 的含量下降,在烧结和压制过程中,大量W 颗粒并没有被Al 基体完全包裹,颗粒之间的结合程度降低,使得Al/W材料的孔隙率增大、缺陷增多,由此导致冲击加载后AW-83 和AW-91 试件发生了整体破碎。

图8 SHPB 实验后 Al/W 试件的破坏情况Fig. 8 Deformation of Al/W specimens after SHPB tests
综上所述,Al/W 材料的动态压缩力学性能随着W 含量的提高呈先增强后减弱趋势。分析认为,这种现象是Al/W 材料增强相W 和内部缺陷相互竞争的结果。当增强相W 的含量较少时,Al 基体可以很好地包裹住W 颗粒,材料内部的缺陷较少,在动态加载中,增强相W 通过阻碍位错运动而强化Al/W 材料,此时材料性能由增强相W 起主导作用;而随着W 含量增大,基体Al 不能充分包裹住W 颗粒,Al/W 内部的孔洞、微裂纹及颗粒结合度差等因素导致的缺陷逐渐增多,此时材料性能由缺陷起主导作用,材料的强度降低。
2.4.2 应变率对Al/W 力学性能的影响
图9 为不同加载应变率下Al/W 材料的压缩应力-应变曲线。在相同长度的脉冲加载下,AW-44、AW-64 和AW-83 的变形越大。AW-44 和AW-64 在塑性阶段均表现出应变硬化特性。在试验的应变率范围内,AW-44 和AW-64 的屈服强度和硬化模量未呈现出明显变化。由图9(c)可见,随着应变率的提高,AW-83 的弹性阶段力学性能提高。在不同加载应变率下,AW-83 的塑性阶段均表现出应变软化特性。当加载应变率达到2 132 s−1时,AW-83 在塑性阶段的应力-应变曲线振荡比较严重,这是因为较高应变率的脉冲使AW-83 试件内部开始出现破坏。如图9(d)所示,AW-91 的失效应力随着加载应变率的提高逐渐增大,但失效应变并没有随着应变率的提高而明显变化。
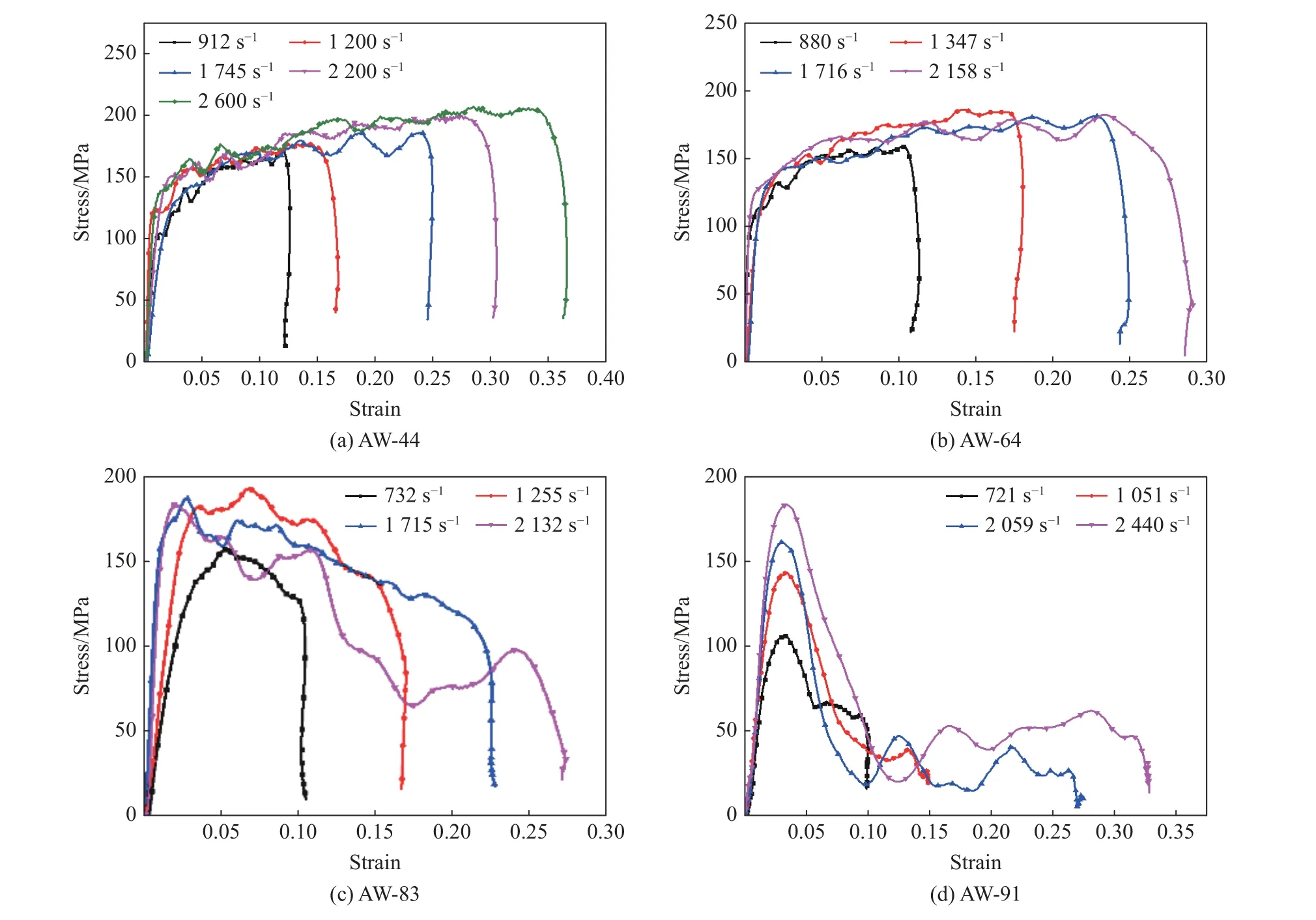
图9 不同应变率下Al/W 压缩的真应力-应变曲线Fig. 9 Al/W dynamic true stress-strain curves under different strain rates
3 结 论
(1) 采用模压烧结工艺制备得到了4 种配比的Al/W 材料,随着W 含量的提高,Al/W 材料的密度和孔隙率都增大。扫描电镜结果显示,Al/W 材料中的缺陷会随着W 含量的提高而明显增多。
(2) 针对不同配比Al/W 试件的不同力学性能,通过调整波形整形器的材料和尺寸来调整入射波波形,满足了Al/W 试件在SHPB 实验中应力均匀性假定,其中W 质量分数为44%、64% 和83% 的Al/W 试件在SHPB 实验中实现了恒应变率加载,获得了更为有效的材料动态压缩应力-应变曲线。
(3) 在应变率约为1 750 s−1的冲击载荷下,W 质量分数为44%、64%的Al/W 材料的塑性阶段表现出应变硬化特性,W 质量分数为83%的Al/W 材料的塑性阶段表现为应变软化特性,当W 质量分数为91%时,Al/W 试件在经历弹性变形后迅速失效,Al/W 材料呈现出脆性破坏特点。随着W 含量的增大,Al/W 材料的动态压缩力学性能呈先增后减趋势,这是Al/W 材料内部缺陷和增强相W 相互竞争的结果。
(4) 在不同加载应变率下,W 质量分数为44%和64%的Al/W 材料塑性阶段表现出应变硬化特性,而W 质量分数为83%的Al/W 材料塑性阶段则表现为应变软化特性,W 质量分数为91%的Al/W 材料失效应变不会随着应变率的提高而明显变化。
猜你喜欢
振动与冲击(2022年6期)2022-03-27
机械工程材料(2022年1期)2022-03-15
云南化工(2021年11期)2022-01-12
小学生必读(低年级版)(2021年3期)2021-05-12
山东冶金(2019年3期)2019-07-10
建材与装饰(2018年50期)2018-02-22
中国有色冶金(2018年4期)2018-01-31
焊接(2015年9期)2015-07-18
焊接(2015年2期)2015-07-18
电子科技(2015年11期)2015-03-06
