液压法从油茶饼中制取油脂的工艺研究
2022-02-08 03:18郭少海
中国粮油学报 2022年11期
陈 瑶,王 进,许 杰,刘 海,郭少海
(贵州省林业科学研究院,贵阳 550000)
茶油是一种营养价值高、具有一定保健功能的木本油料[1],茶油中不饱和脂肪酸质量分数在80%以上,并含有油酸、亚油酸、维生素E等多种营养物质,易于人体吸收并有助于降血脂、抗氧化、预防心血管疾病等[2,3]。茶油的营养价值、生理功效与一般油脂相比较,都优于一般油脂,并且因其理化性质与被西方誉为“液体黄金”的橄榄油相媲美[4,5]。目前油茶籽制油方法主要为压榨法、浸提法和水酶法[6,7]。而压榨法又分为热榨法和冷榨法,热榨过程中茶油会因高温而发生褐变使得油脂色泽加深[8],导致质量变差。冷榨法又分液压冷榨与双螺旋冷榨两种,液压冷榨能很好的保存油中的营养成分和天热风味,是茶油提取高品质油脂最常用的压榨法。液压冷榨法最大问题是出油率较低,若不对油茶饼进行提取,将会造成很大的损失,故对油茶饼残油的提取很有必要。胡平平等[9]研究了浸出法提取油茶饼残油的技术,油茶饼残油提取率为8.72%。王文杰等[10]研究了压榨制取油茶饼残油技术,使压榨出油率从85%以下提高到近90%。马力等[11]研究了浸提法提取油茶饼残油的提取工艺,利用石油醚作为溶剂溶解油脂,残油提取率可达5.58%,且残油清澈透明,呈淡黄色。目前研究压榨法提取油茶饼残油的研究甚少,为提高冷榨的出油率、减少损失,本实验以液压冷榨后的油茶饼为原料,通过传统的压榨制油方法,探索油茶饼残油的最佳压榨工艺,以提高冷榨出油率。
1 材料与方法
1.1 材料与仪器
1.1.1 材料与试剂
油茶饼:残油质量分数16.91% ;石油醚(分析纯)。
1.1.2 仪器与设备
LH-426型新型自动液压榨油机,THKZ-120型豪华商用蒸饭机,SZC-101型脂肪测定仪,GL2004B型电子天平。
1.2 实验方法
1.2.1 工艺流程
油茶饼→粉碎→蒸制→冷却→包饼→压榨→残油
1.2.2 操作要点
一榨油:将经65 ℃烘12 h的油茶籽脱壳处理、使用自动液压榨油机冷榨,油茶籽压榨时,压强达到70 MPa后,稳定1 h,压榨,制得一榨油。将油茶饼粉碎,利用高温水蒸气蒸制油茶饼粉,蒸制结束后取出,并将油茶饼粉打碎后冷却备用。
二榨油:取蒸制冷却后的油茶饼粉1.5 kg,置于滤布中,将其包饼后至榨樘中进行压榨。压榨压强设定70 MPa,当压强达到70 MPa后,稳定一段时间(保压时间),压榨结束,制得二榨油。
压榨结束后对每个处理进行取样,并用索氏抽提法测定其残油,并测定一榨油、二榨油的理化指标。
1.2.3 油茶饼压榨工艺单因素实验
蒸制时间对油茶饼残油率的影响:在压榨压强为70 MPa,粒径为5 mm,保压时间为60 min条件下,分别采用蒸制时间为20、30、40、50、60 min的油茶饼进行压榨,研究不同蒸制时间对残油率的影响。
保压时间对油茶饼残油率的影响:在压榨压强为70 MPa,粒径为5 mm,蒸制时间为30 min条件下,对油茶饼进行压榨,且保压时间分别为0、30、60、90、120 min,研究不同保压时间对残油率的影响。
粒度对油茶饼残油率的影响:在压榨压强为70 MPa,蒸制时间为40 min,保压时间为60 min条件下,分别对粒径为2、3、4、5 mm进行压榨,研究不同粒径对残油率的影响。
1.2.4 油茶饼压榨工艺优化实验
根据单因素实验结果设计正交实验,以油茶饼残油率为评价指标,确定最佳压榨工艺条件。
1.3 评价指标分析
油茶饼残油率的测定方法
按GB/T 5009.6—2016测定油茶饼残油率。
式中:X为油茶饼残油率/%;m1为铝杯和铝杯内油的质量/g;m0为铝杯质量/g;m为油茶饼的质量/g。
2 结果与分析
2.1 蒸制时间对油茶饼压榨工艺的影响
通过高温水蒸气蒸制后一方面可提高油茶饼粉的温度,增加油的流动性,再经压榨时达到榨取残油的目的;另一方面是高温水蒸气占据饼粕粉间的空隙,置换出其中的油分子,使残油游离到水或饼粕粉的表面[10]。由图1可知,随着蒸制时间的延长,压榨后的饼粕粉饼的残油率在蒸制时间20~40 min的变化不大,但蒸制时间为50 min时,残油最低,随后残油率开始上升,这可能是蒸制时间过长,饼粕粉含水率过高影响了压榨残油提取。综合考虑,最适蒸制时间为50 min左右。

图1 不同因素对残油率的影响
2.2 保压时间对油茶饼压榨工艺的影响
由图1可知,随着保压时间的延长,压榨后的饼粕粉饼的残油率越来越低。当压榨压强由0 MPa达到设定压强时立即停止压榨,此时饼粕粉饼的残油率最高约为6.94%,当保压时间延长至30 min时,残油率下降至5.08%,随着保压时间的延长,残油率下降速度越来越缓慢,为缩短生产工艺时间,保压时间选择90 min左右比较合适。
2.3 粒径对油茶饼压榨工艺的影响
粉碎能使油料具有一定的粒径,使得油料油腺被破坏,且油料表面积增大,利于蒸制过程中温度及其水分的传递,软化效果提高,但粉碎越细再经蒸制处理后容易结块,并在压榨时流动性大容易出现跑料的情况,导致压榨压强就达不到设定压强,因此使油料具有合适的粒径,利于压榨过程中提高出油率[12]。由图1可知,随着粒径的增大,饼粕粉饼残油率呈先下降再上升趋势。当粒径为3 mm时,饼粕粉饼的残油率最低。因此,粉碎的粒径选择为3 mm左右较为合适。
2.4 油茶饼压榨工艺的优化
在单因素实验的基础上采用正交实验对液压冷榨法制取油茶饼的工艺进一步优化。选择蒸制时间、保压时间、粒径三因素作为影响油茶饼冷榨工艺的主要因素,以此设计三因素三水平L9(33)正交实验,实验设计的因素水平表见表1,正交实验数据及分析结果见表2。

表1 油茶饼压榨工艺L9(33)正交实验因素水平表
由表2和表3可知,影响油茶饼液压冷榨工艺的主要因素为B>A>C。由方差分析可知,蒸制时间、保压时间、粒径对残油率影响显著(P<0.05)。并且对油茶饼残油提取影响最大的是保压时间,其次为蒸制时间,影响最小的是粒径;最佳的压榨工艺为A3B3C3,即蒸制时间为60 min,保压时间120 min,粒径4 mm,在此条件下进行验证实验,油茶饼残油率为4.07%,可使油茶籽仁的压榨出油率从80%左右提高到90%以上,且压榨出的油淡黄透明,色泽清亮。

表2 油茶饼残油压榨工艺正交实验结果
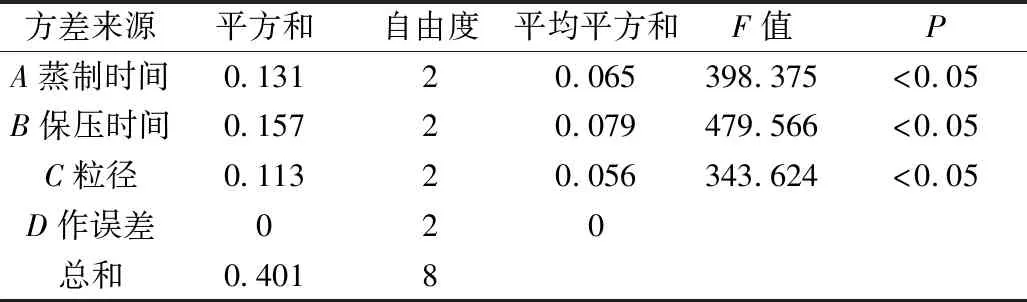
表3 以残油率为指标的方差
2.5 一榨与二榨油品质比较分析
一榨油与二榨油品质指标结果见表4。在各项品质指标中,皂化价和角鲨烯的含量之间差异显著。酸价直观反映了油脂中所含游离脂肪酸多少,过氧化值反映油脂氧化初期的氧化程度,油脂过氧化值升高主要原因是由于油脂在氧化酸败时产生活性很强的过氧化物,酸价及过氧化值都是评定油脂品质的重要指标[13]。一榨油与二榨油的酸价、过氧化值差异稍大,但都在国家规定的限量范围内(国家标准油茶籽原油酸价标准为小于等于4 mg/g,过氧化值标准为小于等于0.25 g/100 g)。从检测结果知,二榨油的含水量为0.14%,比一榨油的高0.01%,因此蒸制处理对二榨油含水量基本无影响。皂化值作为评定油脂品质的重要指标之一,与油脂所含的脂肪酸相对分子质量有关,游离脂肪酸将使皂化值增高[13]。虽然一榨油与二榨油的皂化价含量差异显著,但属油茶籽皂化价正常范围,符合油茶籽油的质量标准。角鲨烯是作为一种生理活性成分,富氧能力很好,具有抗缺氧及抗疲劳等功能[14]。蒸制处理中角鲨烯随着水蒸气被带走,所以二榨油角鲨烯含量较一榨油有所下降,但差异不大。油茶籽油中的脂肪酸主要由油酸、亚油酸和棕榈酸组成。亚油酸、棕榈酸含量相差稍大,其各组份的含量虽均存在差异,但也基本相等。由此可知,油茶液压饼粕残油再经压榨所得油的品质跟一榨油基本没有差异,与王文杰等[10]的研究结果一致。

表4 一榨油与二榨油品质指标比较
3 结论
通过单因素实验与正交实验得出液压冷榨法提取油茶饼残油的最佳压榨工艺条件为蒸制时间为60 min,保压时间120 min,粒径4 mm。油茶籽仁的压榨出油率从80%左右提高到90%以上。
油茶饼压榨时应控制油茶饼粉碎的粒径、水分含量,压榨时采用滤布包饼的方式能有效解决跑料这一问题,提高压榨出油率。
经蒸制再压榨出的二榨油与传统油茶籽压榨出的一榨油在品质上没有区别,蒸制处理后再压榨过程与传统的压榨工艺过程一致,都是物理压榨过程。但蒸制处理可有效的将油茶饼中的残油榨出,大大提高出油率,减少损失。
猜你喜欢
中国粮油学报(2022年3期)2022-06-23
四川林业科技(2022年1期)2022-03-22
农产品加工(2022年2期)2022-02-16
食品安全导刊(2021年34期)2021-11-28
农产品加工(2021年13期)2021-08-07
中国油脂(2019年5期)2019-05-13
饲料博览(2019年7期)2019-02-12
家庭医学(2016年2期)2016-03-14
中国粮油学报(2016年1期)2016-02-06
饮食科学(2015年2期)2015-12-06