
主泵泵壳锻件锻造成形工艺研究
2022-02-12 10:26高润哲刘凯泉刘敬杰
大型铸锻件 2022年1期
高润哲 刘凯泉 刘敬杰
(天津重型装备工程研究有限公司,天津300457)
泵泵壳作为核岛一回路中主冷却剂泵设备的关键零部件,随着核电机组设计寿命的延长及安全等级的提高,其质量等级要求也越来越严格[1]。在设计三代核电机组时,由于安全性能要求的提高,主泵泵壳的成形方式也由最初的铸造成形[2]逐步被锻造成形所代替。锻造成形能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的力学性能一般优于同样材料的铸件。“华龙一号”是我国三代核电机型,其锻造泵壳采用壳体、进出口接管及支撑一体化整锻结构,具有形状不规则、截面尺寸大、特大厚壁等特点,这样复杂的超大异形结构锻件,对均质化锻造提出了更高的挑战,粗加工取样图见图1。
1 仿形锻造工艺方案
泵壳锻件采用自由锻锻造工艺,应在具有足够能力的锻压机上进行多次塑性变形锻造,以保证材料密实、细化晶粒并形成泵壳锻件所需的形状。传统的自由锻方式是按锻件外部尺寸最大点以内腔中心线为轴线旋转锻造成形,最终得到的锻件见图2。其中各部位余量差异较大,钢锭利用率较低[3]。本文针对“华龙一号”泵壳的特殊结构,制定了仿形锻造工艺方案,即先将锻件外形拔成正八方形,然后冲偏心孔,最后得到的正八方偏心孔锻件见图3。相对于传统锻造方式,采用此仿形锻造方案锻造成形的泵壳锻件,各部位余量差异较小,加工余量小,节约材料。而且可以采用规格更小的钢锭,也有利于把锻件各部位锻透压实,从而更有效地锻合内部的孔隙、消除疏松等缺陷,为最终锻件的力学性能提供必要保障。其中由传统锻造方案得到的锻件重92 t,钢锭重165 t,而仿形锻造方案锻件重74 t,钢锭重123 t,材料节约率超25%。

图1 主泵泵壳粗加工取样图Figure 1 Sampling diagram of rough machining of main pump shell

图2 传统自由锻方式锻件图Figure 2 Forging drawing of traditional free forging method图3 正八方偏心孔锻件图Figure 3 Forging diagram of regular octagonal eccentric hole
2 锻造工艺的制定
2.1 锻造工艺过程
“华龙一号”主泵泵壳锻件采用仿形锻造方案的自由锻造工艺过程见表1。

表1 锻造工艺Table 1 Forging process
2.2 锻造关键点
(1)气割弃料
主泵泵壳锻件采用SA-508M Gr.3 Cl.1合金钢钢锭锻造成形,为保证切除成分偏析与缩孔部分,钢锭的水、冒口应气割掉足够的料头,水口切头率要求不低于7.7%,冒口切头率要求不低于16.4%。
(2)KD拔长
KD拔长采用上下V形砧,压实过程符合工艺规范要求,适当的压下量保证能够有效地锻合内部孔洞和疏松,KD后确认尺寸并保证外圆裂纹清除干净。
(3)拔正八方外形
拔正八方外形是先拔正四方然后倒正八方,此过程为达到锻件多方向变形的要求和获得完整的锻造流线,应严格控制压下量。因此,为了优化成形工艺参数,运用FORGE软件对锻件拔正八方过程进行了数值模拟,模拟过程见图4。在整个模拟拔正八方外形过程中,正四方每个对角首次压下量保证在20%左右,随后的压下量逐步减小,直至满足尺寸要求。这样既能保证锻件各个方向上有足够的变形量且保证变形均匀,以达到均匀细化晶粒的目的,又可以获得外形较好的正八方形状。
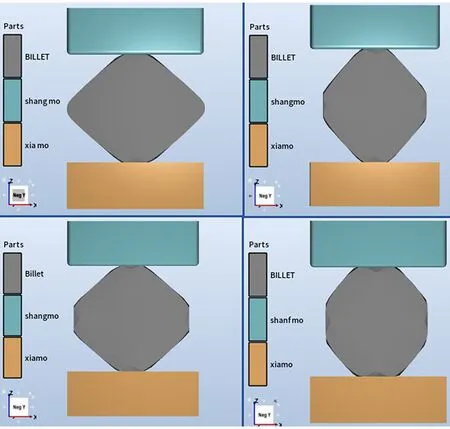
图4 Forge模拟拔正八方Figure 4 Forge simulation of drawing regular octagon
(4)偏心冲孔和定位辅具的设计
偏心冲孔时冲子的定位至关重要,因此设了专用漏盘与冲孔定位架,两者的装配见图5。一方面专用漏盘镦粗时可成形泵壳颈部外形,另一方面,采用专用漏盘开定位槽的方式,可便于定位架准确定位,更好地实现冲子的定位。

图5 偏心冲孔定位示意图Figure 5 Schematic diagram of eccentric punching positioning
3 生产试制
“华龙一号”锻造泵壳是核电大型关键锻件,形状复杂不规则,取样位置苛刻,热处理难度大,性能要求高。为获得满足硬度均匀、性能稳定等关键技术指标要求的锻件,公司先后攻克了冶炼[4]、锻造、热处理工艺[5]等难关,创新性地进行了锻件成分优化设计、仿形锻造新工艺研究和厚截面带内腔异形锻件热处理工艺研究等工作。本文主要对仿形锻造新工艺即拔正八方和偏心冲孔方案进行了介绍,并在150 MN水压机上对主泵泵壳锻件进行了生产试制。整个锻造过程中严格执行工艺规范,精确控制锻造温度,拔方时通过合理布砧和控制压下量,成功锻造出正八方外形锻件,最后偏心冲孔得到泵壳成品锻件。泵壳成品锻件经后续处理后,各项试验性能指标均成功通过大纲评定,“华龙一号”主泵泵壳锻件试制成功。
4 结论
“华龙一号”主泵作为核电核岛设备的核心部件,承担着非常重要的安全功能,本文针对主泵泵壳锻件的特殊结构,创新性地采用上下宽平砧将锻件外形拔成正八方外形,再利用专用辅具冲偏心孔的方法锻造成形。锻造过程中变形量及终锻温度的精确控制,以及足够的切头、切底量,保证了锻件的内部质量,有效地防止了锻造裂纹的产生。
猜你喜欢
金属热处理(2022年7期)2022-11-16
中国自行车(2022年6期)2022-10-29
建材发展导向(2022年18期)2022-09-22
大型铸锻件(2022年3期)2022-05-16
金桥(2021年9期)2021-11-02
疯狂英语·读写版(2020年2期)2020-04-14
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
科学与财富(2016年34期)2017-03-23
