基于机器学习的金属近表面缺陷超声检测方法
2022-02-23 10:26刘文芳刘艳锋龙晋桓林靖翔陈尚群
中国测试 2022年1期
刘文芳,韩 军,刘艳锋,龙晋桓,林靖翔,陈尚群
(1. 中北大学电气与控制工程学院,山西 太原 030051; 2. 中国科学院福建物质结构研究所泉州装备制造研究所,福建 泉州 362000; 3. 泉州德源轴承实业有限公司,福建 泉州 362000)
0 引 言
金属构件的质量直接关系到机械运行的可靠性。受锻造工艺影响,金属构件在加工过程中容易产生孔隙、裂纹、夹杂等缺陷,严重影响其安全性能,出厂前必须进行100%的缺陷检测[1-2]。超声无损检测具有穿透力强、灵敏度高、使用简单等优势,已广泛应用在工业检测领域[3-4]。
在常规超声脉冲回波检测中,由于表面回波的存在,往往会在回波附近造成一定的“死区”,影响对近表面缺陷实际位置的判别[5]。目前,国内外研究学者常采用数字信号处理技术来分离缺陷回波和表面回波,如频谱分析[6]、希尔伯特变换[7]、时域相位分析方法等。其中,Guan等[8]提出一种将提取超声频域信号特征与GA-SVM相结合的方法来识别近表面缺陷信息。Li等[9]提出了一种将自适应形态滤波与稀疏最小熵反褶积(M-S-MED)相结合的方法,通过去除超声微信号的背景噪声,定量检测近表面微缺陷。Huang等[10]采用折射横波的方法检测了304不锈钢试样中的近表面缺陷,通过横波检测可有效解决表面回波的掩盖问题,但是这种方法对于平行于表面的缺陷敏感性较低。这些方法可以定性地检测出工件内部是否含有近表面缺陷,但是无法定量地计算缺陷的实际位置深度。
在超声回波检测中,通常根据缺陷回波出现的时间来计算缺陷的实际位置深度。然而,在检测近表面缺陷时,当缺陷一次回波被表面回波所掩盖,二次回波会被误认为一次回波,造成对缺陷实际位置的错误判断。由于缺陷二次回波比一次回波传播的距离更长,且经过了二次反射,导致二次回波在特征上区别于一次回波,例如相位、幅值等。如何有效地识别缺陷一次回波和二次回波,是准确计算缺陷实际位置的关键。机器学习具有检测效率高、容错性高、可自动提取信号特征等优势,为超声缺陷回波信号的识别提供了新思路[11-12]。本文提出将数字信号处理与支持向量机分类法相结合,采用垂直入射脉冲回波法采集缺陷的超声信号,使用支持向量机对缺陷回波信号进行分类和预测,并通过对缺陷一次回波和缺陷二次回波的识别,实现对近表面缺陷实际位置的准确计算。
1 超声A波检测
超声检测具有多种检测方式,其中脉冲回波法的检测原理如图1所示。超声探头发射声波经过中间耦合介质入射到样品表面,此时超声信号的部分能量被反射回来,形成图2(a)中的表面波BW,另一部分能量进入样品内部,到达底面并反射形成底面波DW,若样品内部有缺陷,则声波遇到缺陷会被反射形成缺陷波AW1。在一些近表面缺陷中,由于缺陷回波路程短,衰减小,在表面波与底面波之间不仅会出现缺陷一次回波AW1,也会经过表面二次反射形成缺陷二次回波AW2,如图2(b)所示。

图1 脉冲回波法示意图
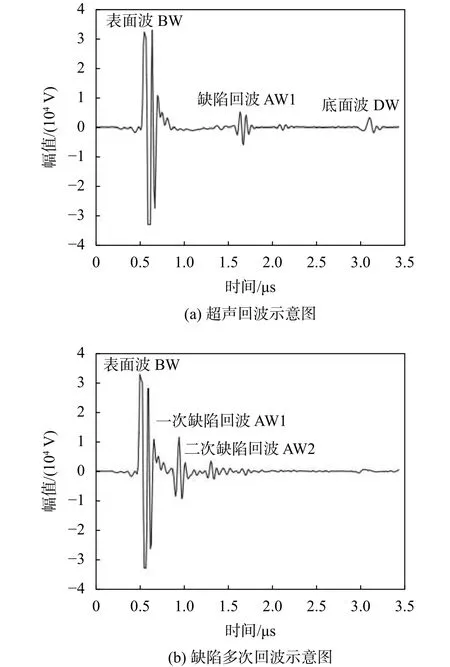
图2 超声A波示意图
在超声A波信号中,缺陷二次回波距表面回波的距离通常为缺陷一次回波距表面回波距离的二倍,这样的距离优势使缺陷二次回波受表面回波的影响较小。因此,可以根据缺陷二次回波信号出现的位置信息以及声波在材料内部的传输路径,由下式可计算出缺陷在材料内部的深度信息:
式中:tF1——缺陷一次回波出现的时间;
tF2——缺陷二次回波出现的时间;
tw— —表面回波出现的时间;
zF——缺陷在材料内部的深度;
cL——材料的纵波声速。
2 支持向量机分类算法
支持向量机是一种针对有限样本问题提出的一种机器学习方法,具有良好的经验性能和对高维小样本的泛化能力,越来越多地被用于分类问题[13-14]。SVM公式使用结构风险最小化原则[15],在样本空间中找到一个超平面将样本分类,保证该超平面对训练样本局部扰动的“容忍”最好,如图3中红线所示。
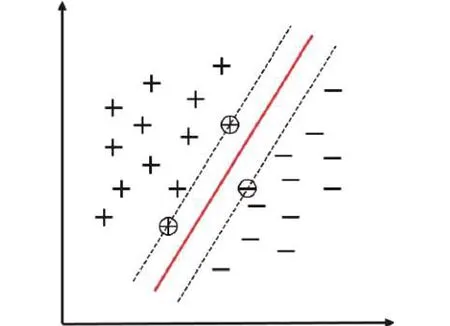
图3 支持向量机与间隔

3 超声缺陷仿真信号的SVM识别
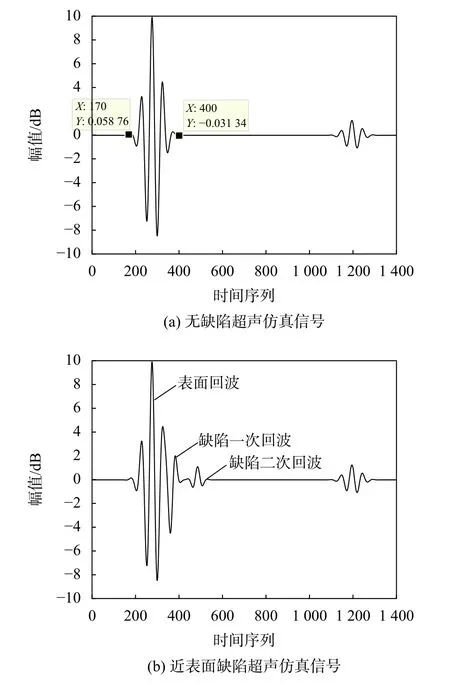
图4 超声仿真信号
在仿真信号中共设计6个深度的近表面缺陷回波信号,缺陷二次回波距表面波的距离为缺陷一次回波距表面波距离的二倍,不同深度缺陷的位置信息如表1所示。其中表面回波、缺陷一次回波、缺陷二次回波的增益依次为 10 dB、6 dB、1 dB,每个深度仿真100条数据。将一次缺陷回波二次缺陷回波分别提取出放入支持向量机中进行分类训练识别,其中训练集占70%,测试集30%。如表2 所示,支持向量机能有效对仿真超声缺陷一次和二次回波信号进行识别和分类。
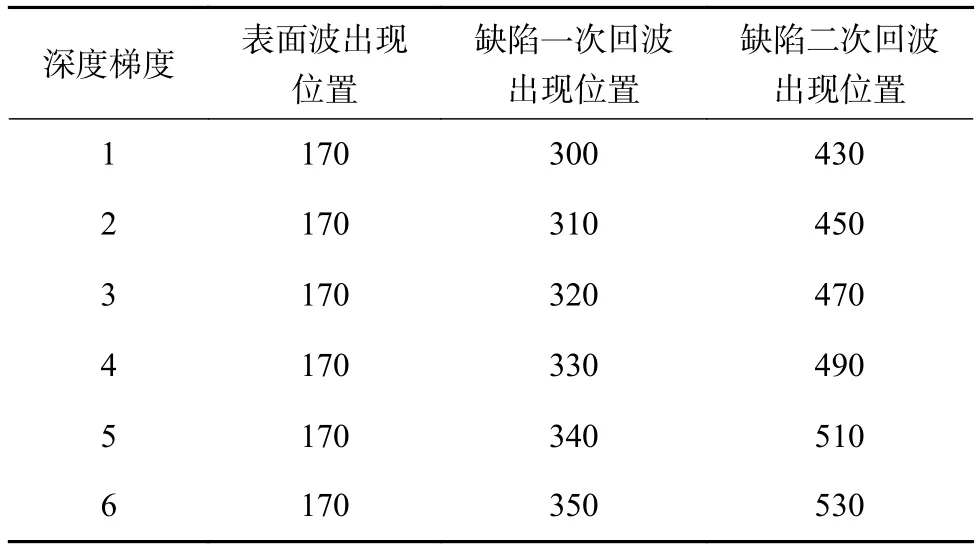
表1 超声缺陷仿真信号

表2 仿真缺陷回波信号的识别率
4 实验验证
4.1 实验装置及样品信息
采用水浸式超声脉冲回波法对轴承内圈进行信号采集,采集装置如图5所示。选择中心频率为15 MHz、焦距为 39.2 mm、声束焦斑直径为 0.308 mm的水浸式聚焦探头Olympus-V309-Su与超声相控阵仪器(Multi2000系统)连接,采样频率为100 MHz。数据采集、显示和保存采用Multi2000软件。将轴承内圈固定在可旋转的转轴上,以实现对不同位置缺陷信号的采集。声垂直入射,采样时间间隔为0.1 s。

图5 超声数据采集系统装置图
采用440C不锈钢轴承内圈进行实验验证,轴承内圈的外表面直径45 mm,内表面直径为30 mm,声速为5900 m/s。在轴承内圈上加工七个不同孔径和深度的平底孔,用于模拟轴承内圈在不同深度下的缺陷。为保证能充分获得缺陷二次回波,平底孔缺陷的直径均在0.3 mm及以上,轴承内圈实物如图6所示。内部缺陷分布及尺寸如表3所示,其中近表面缺陷1和3的缺陷一次回波信号位于表面回波的“死区”内。
图6 440C不锈钢轴承内圈实物图

表3 轴承内圈内部缺陷信息
4.2 A扫数据集的构建
首先在轴承内圈无缺陷区域采集超声A波信号,从表面波出现到震荡结束共0.59 µs,近表面缺陷检测死区区间为0 ~1.44 mm,如图7所示。对7个平底孔缺陷依次进行超声信号采集,每个平底孔缺陷采集300条A波数据。利用传统阈值法对采集回来的超声信号进行缺陷信号的确定,并分割出缺陷一次回波和二次回波信号,图8为缺陷回波示意图。为了减少缺陷信号幅值等因素的影响,首先对信号进行高斯归一化处理,将数据点集中在平均值处,并将其标度为单位标准差,如下式所示:

图7 时域下的无缺陷回波信号
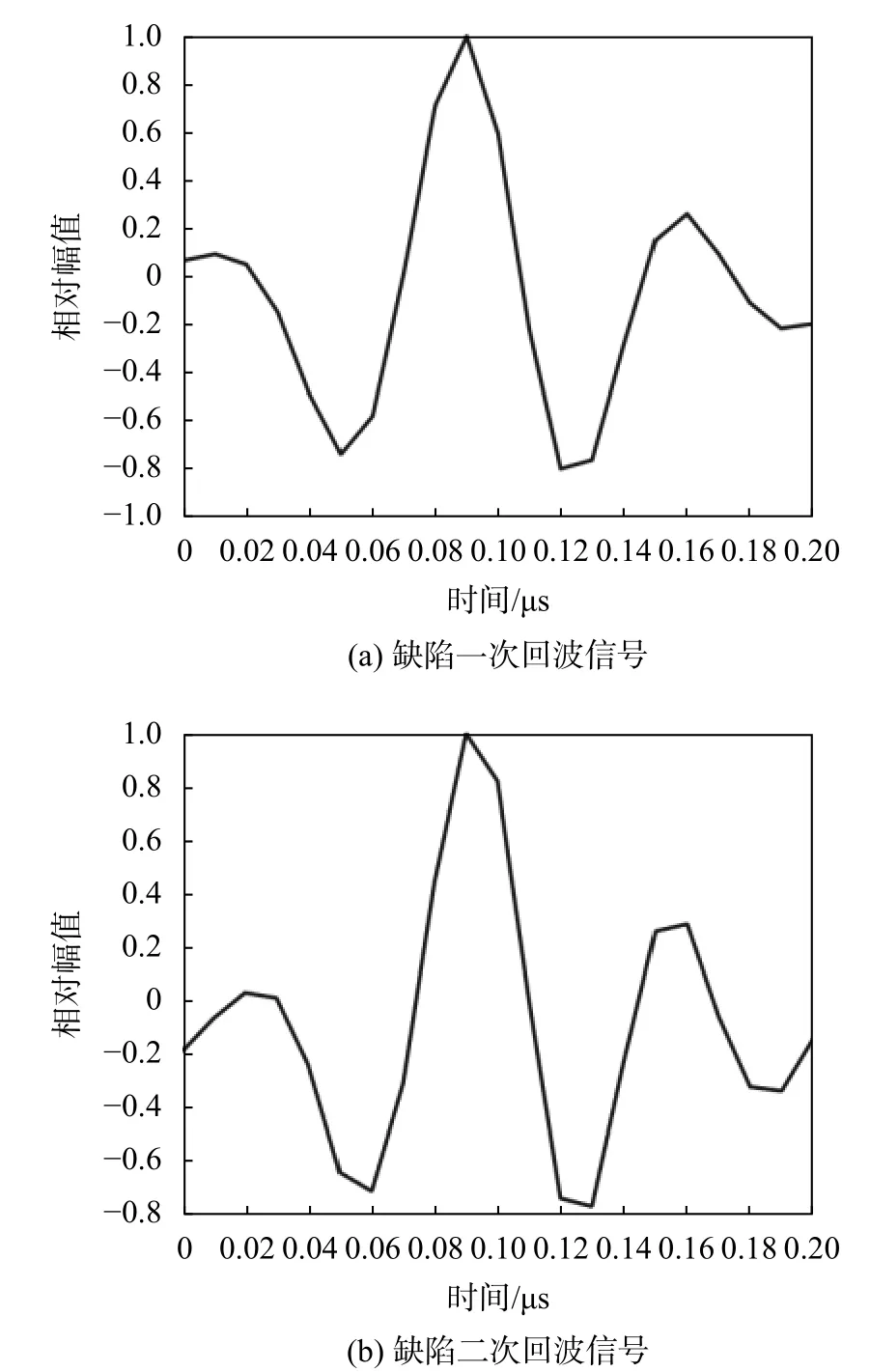
图8 时域下的缺陷回波信号

式中:x——超声采集原始数据;
z——归一化后数据;
u和 σ——原始数据的均值和方差。
根据轴承内圈7个加工缺陷的实际位置深度,确定缺陷一次回波和二次回波的标签。实验中,一条缺陷A波信号作为一个样本数据,缺陷一次回波信号作为正样本,标签为1;缺陷二次回波信号作为负样本,标签为–1。在训练和测试过程中,选取4个缺陷的信号数据作为训练集,将剩余3个缺陷的信号数据作为测试集。
4.3 实验验证及结果分析
实验采用交叉验证的方式进行,对7个缺陷回波信号进行了5组验证实验,每组实验随机选取4个缺陷的回波信号作为训练集,剩余3个缺陷回波数据作为测试集,五组实验选取的训练集和测试集分布如表4所示,其中√代表每次实验选取作为训练集的缺陷数据,○代表选取作为测试集的缺陷数据。最后计算每次实验的测试准确率(Accuracy),如式(11)所示,其中,TP(真实为 1,预测为 1)和TN(真实为–1,预测为–1)指的是预测标签和真实标签一致的信号数量。FP(真实为–1,预测为1)和FN(真实为1,预测为–1)指的是预测标签和真实标签不一致的信号数量。从表4的实验结果中可以得出,支持向量机对一次缺陷回波和二次缺陷回波分类的平均准确率可达到95.22%。
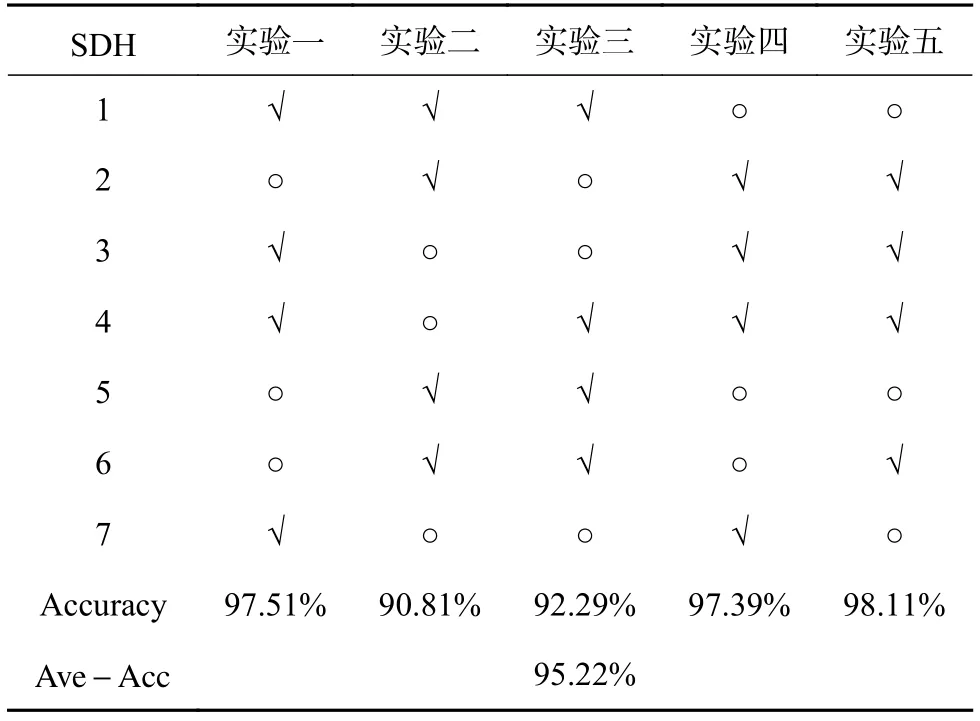
表4 交叉验证实验

实验结果表明,支持向量机可有效地对缺陷回波进行分类和识别。当缺陷一次回波位于表面回波的“死区”中时,通过识别缺陷二次回波,由式(1)~(2)可实现对缺陷实际位置的计算。当在A波信号中同时识别出一次回波和二次回波的缺陷,可根据一次、二次回波预测的缺陷位置求平均值,降低缺陷位置计算误差,计算结果如表5所示。从表5中可以看出,缺陷距离表面越近,对其位置的预测越准确。对于近表面缺陷1和3,即使在一次回波被表面回波所隐藏的情况下,二次回波的预测误差绝对值仍小于0.1 mm。对于位于试块中间位置的缺陷2、4、5、6,由于二次回波的传播路径较长且采用了15 MHz高频探头进行实验,导致二次回波的衰减较大,通过对一次、二次回波预测位置的平均可有效的减小误差,预测误差绝对值在0.2 mm以内。对于位于试块底部的缺陷7,缺陷回波信号受到了底面波信号的干扰,造成的误差相对较大,预测误差绝对值在0.5 mm左右。
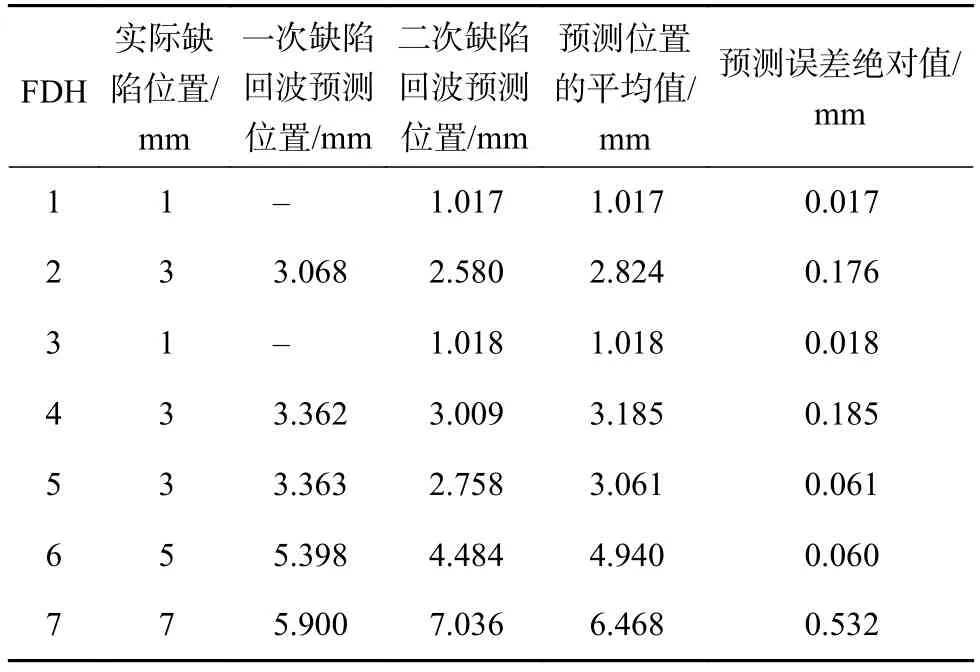
表5 缺陷位置预测
5 结束语
针对近表面缺陷检测受表面回波干扰问题,提出一种近表面缺陷位置判定的新方法。首先通过仿真超声缺陷信号验证了支持向量机分类法对近表面缺陷一次回波和缺陷二次回波的识别能力。然后通过浸没式垂直入射脉冲回波法获取轴承内圈缺陷的超声回波信号,使用支持向量机对缺陷回波信号进行分类识别,实现对近表面缺陷的检测和位置计算。最后,通过交叉验证法验证了支持向量机对超声一次信号和二次信号识别的有效性,同时对预测缺陷位置与真实缺陷位置做对比,计算了预测误差绝对值。实验结果表明,使用支持向量机对一次缺陷回波和二次缺陷回波的分类准确率可达到95.22%,近表面缺陷位置的预测误差绝对值小于0.2 mm,为近表面缺陷实际位置的定量计算提供了新思路。
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22
哈尔滨轴承(2022年1期)2022-05-23
新高考·高一数学(2022年3期)2022-04-28
防爆电机(2021年3期)2021-07-21
中学生数理化(高中版.高考数学)(2021年1期)2021-03-19
石油化工设备技术(2020年2期)2020-03-23
润滑与密封(2019年4期)2019-04-22
小猕猴智力画刊(2019年12期)2019-01-08
高中生学习·高三版(2016年9期)2016-05-14
新高考·高二数学(2015年11期)2015-12-23