塑料包装容器
2022-03-16 09:07陈雅波王克俭
塑料包装 2022年1期
陈雅波 王克俭
(北京化工大学机电工程学院)
塑料制品在上世纪五十年代就被广泛运用在包装行业中。经过多年发展,在同传统包装材料之间的竞争中,塑料包装材料取得卓著的成绩,其发展速度是传统包装材料所望尘莫及的。就应用量而言,塑料包装材料已超过木材、玻璃、金属等包装材料居于第二位,仅次于纸及纸板。而塑料包装箱及容器制造行业是我国包装行业中兼具规模突出、增长较快两个特征的子行业,塑料容器尤其是在发达国家中占包装容器的比重同样越来越大。塑料容器的历史不长,但发展迅速,其具有物美价廉,加工简便、质量轻便等优势,拥有长远的研究价值与市场。
一、塑料包装容器的分类
一般来说,凡由塑料制造的可用于包装的各种容器均应属塑料包装容器,但由于袋类包装材料(柔性塑料容器)与普通容器(刚性塑料容器如塑料瓶)在形态、制造方法与使用特点上,存在着显著差异,因此常不将袋类包装材料列入塑料包装容器之列。
应用较多的典型塑料包装容器主要包括中空容器,周转箱、钙塑瓦楞箱、片材热成型容器等几个大类。当然还可进一步作更详细的分类,例如中空容器可按成型方法分为吹塑容器、滚塑容器、板材焊制容器等。吹塑容器中又有挤出吹塑容器与注射吹塑容器;根据吹塑成型时,是否经过拉伸定向处理,吹塑容器又可分为拉伸吹塑容器和非拉伸吹塑容器;根据吹塑容器壁的构造,吹塑容器又可分为单层容器与多层容器等。
按照容器材质来分的话主要有聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)、聚氯乙烯(PVC)、聚酯(PET)、聚碳酸酯(PC)、尼龙(PA)、聚偏二氯乙烯(PVDC)和丙烯睛-丁二烯-苯乙烯(ABS)等容器。

表1 塑料容器的材质优缺点与应用
不同塑料容器根据其材质优缺点能适用于不同领域[1][2](见表1)。
二、塑料包装容器的成型设计
1. 塑料包装容器的成型
塑料包装容器通常采用热成型方式[3][4]。热成型是将热塑性片材加热到玻璃化温度以上(即塑料处于高弹态状态下),使用抽真空、通入压缩空气(有些在柱塞的辅助下),使片材在模具内成型的方法。
塑料容器各成型方式的原理及特点见表2。
2. 塑料容器的模具设计
模具材料的选择主要分为非金属和金属两类。常见的非金属模有木模、石膏模和塑料模。其中木模的生产批量小,而石膏模强度比较差,但塑料模具备容易加工,生产周期较短。修正和修理方便,耐腐蚀与质量轻的优点,适合于批量较大的容器生产。常用塑料模材料有环氯树脂、酚醛树脂和聚脂。金属模则适合于长期、高速生产的模具。因为铝比较容易加工且质量轻,耐腐蚀性强,价格相对便宜,所以大批量生产时大多选用铝模。
模具结构的设计应当考虑以下几个因素[5]:
(1)抽气孔的大小和位置。抽气孔大小要合适,这与塑料流动性、片材厚度等有关,可参考表3。
(2)型腔尺寸。对于一些真空成型模来讲,要考虑其塑料的收缩率,可参考表4。
(3)模具圆角和斜度。很多模具在生产出来的时候都会存在边角,为使制品能方便的取出,阴模型腔侧壁的斜度应取0.5°-3°,通常取2°为宜,而对于阳模的斜度则应取2°-5°,通常取5°。
(4)型腔粗糙度。如果真空成型模具表面粗糙度太高,就会对脱模造成很大的影响。这是由于真空成型模具一般都没有顶出的装置,只能靠压缩空气来进行脱模。
(5)压缩空气成型模型腔。压缩空气成型模具的型腔与真空成型模具的型腔基本相同,其主要的特点是在模具边缘上设置型刃。
(6)边缘密封结构。为了阻止外面的空气进入到真空室,应该在塑料板片与模具接触部分的边缘处设置必要密封装置。
(7)加热、冷却装置。目前塑料成型板片的加热一般采用电阻丝加热、红外线灯加热和石英管加热器加热。

表2 塑料容器成型方式的原理及特点

表3 片材所需抽气孔尺寸

表4 塑件收缩率
3. 塑料容器的设计要点
塑料中空容器设计时需要考虑的问题有吹胀比、延伸比、瓶体各部结构、螺纹、圆角和外表面等。随着产品储存运输需求的不断增加,对于塑料中空容器的结构性能有更加严格的要求,因此合理的设计有助于降低用料, 节约成本的同时保证良好的结构性能。
(1)容器壁厚。塑料包装容器的壁厚设计十分重要,它根据容器的用途、强度、配合、结构和重量的要求以及成型时的流动性、变形、硬化、顶出方式等情况来决定,尤其是要决定能满足性能要求的最经济的壁厚。
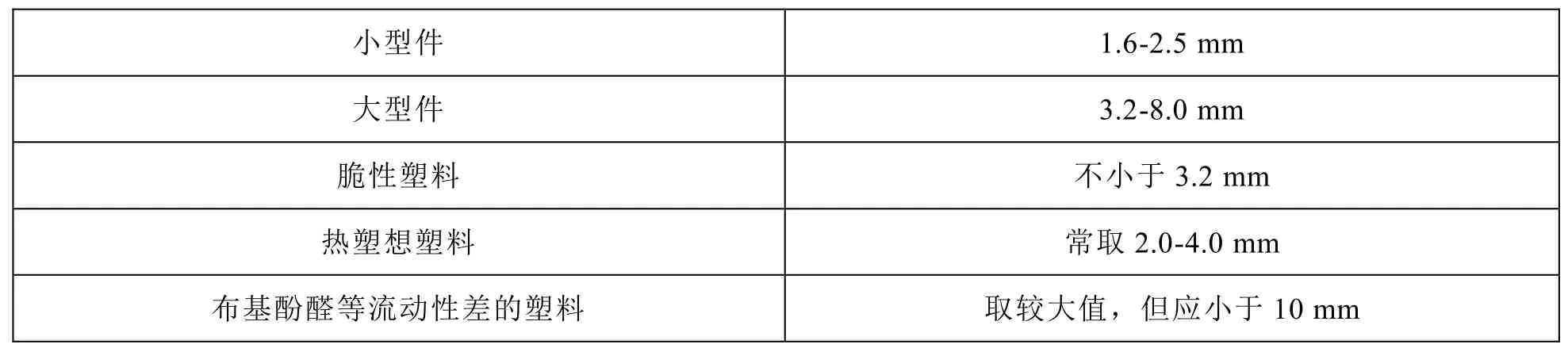
表5 容器壁厚的尺寸选择[6]
(2)脱模斜度。塑料在冷却时的收缩,会使塑料成型品紧包在阳模或型芯上。为了方便塑件脱模,与脱模方向平行的塑件表面,都应具有合理的脱模斜度。一般情况下,沿脱模方向常用斜度为0.5′到1.5′之间。
(3)外观结构。某些塑料包装容器需要在其表面上设计符号、文字或是花纹,在进行这些内容的设计时,一般采用凹凸两种形式。如在塑料包装容器表面上设计凸形文字,那么文字凸出高度不应小于0.2 mm,两线间距不少于0.4 mm;凹凸字边框可比文字字体高出0.3 mm 以上;字体和符号的脱模斜度大于10′。
(4)考虑塑料的特性,如机械性能,热特性,电特性,化学特性,光学特性,其他特性,包括收缩性、比重、流动性、着色性、适印性等;成型性,如成型条件,包括成型温度、成型压力、成型周期;外观质量,包括微孔、裂痕、灼伤等;变形性,包括变形后加工及矫正措施等;模具加工,包括模具材料,模具的切削加工性能,模具加工方法诸因素;模具结构,包括分型面,镀块结合线,浇口位置,顶出方法等;容器使用条件必须考虑内装物性质,使用目的、性能,及使用状态(温度、湿度、载荷等);经济性包括成本、价值观、促销能力、消费者能够接受的程度等。
(5)外形及重量设计。在进行塑料包装容器设计时,还应当根据其的用途、使用要求等合理设计容器外形以及重量。一般来说,塑料包装容器的外形应尽可能接近矩形或是椭圆形,这是因为采用矩形或椭圆形时能够使用较少的材料吹制出容积较大的容器,同时容器的结构合理、外形美观、性能优良。如将塑料包装容器设计成圆形时,这样就省去了许多棱角、转角以及平面转折,使瓶底的受力强度大大增加,容器的耐用性提升。
4. 塑料容器软件辅助设计
计算机软件辅助是工程案例设计分析中的常用手段,Pro/Engineer((简称Pro/E)是美国PTC公司的一个三维CAD/CAM软件系统,具备产品的三维模型设计、加工、分析及绘图等多方面功能,其所有模块互相连接,在设计产品的过程中,如果对任何一个环节的尺寸进行修改的话,其相关的零件图、装配图、制造等模式下的模型也随之改变,避免了反复修改。该软件以其使用方便、参数化造型和系统的全相关性而著称。以蜂蜜瓶为例,Pro/E在刚性塑料包装容器设计中的零件设计、装配、建立二维工程图以及模具设计等功能,并且表明Pro/E在刚性塑料包装容器及其模具设计中具有很强的优越性[7]。
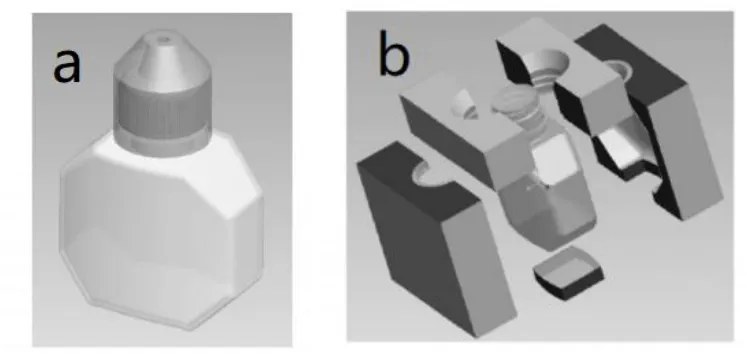
图1 蜂蜜瓶三维装配效果蜂蜜瓶瓶身开模模拟
贾娟娟等[8]采用三维设计软件Pro/E完成了模具成型零部件的设计,推出机构的设计和总装配设计。对提高组合型腔注射模设计的效率和准确性有一定的参考价值。并进一步采用模流分析软件Moldflow,确定了包装盒组合型腔注射成型时的进胶点数及具体进胶位置,通过充填质量分析,改进了浇口的尺寸,实现了浇注系统的平衡浇注。
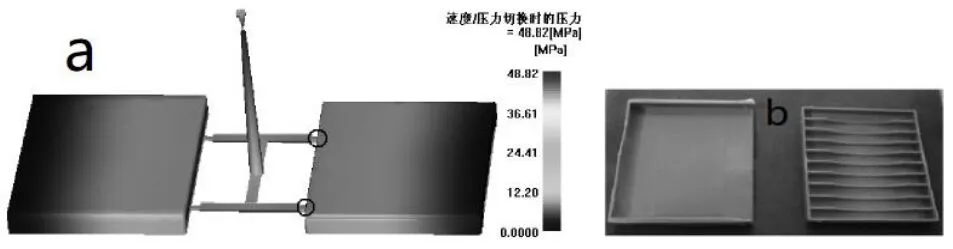
图2 改进浇口尺寸后填充分析(a)与产品(b)
承善等[9]提出一种基于吹塑成型工艺的塑料件结构强度分析方法,以更合理精确地分析计算吹塑件的结构强度。此方法将吹塑成型与结构分析顺序耦合:应用Abaqus/Explicit对塑料圆管进行吹塑成型模拟,获得吹塑件的形状和非均匀厚度以及残余应力,然后将吹塑成型件导入到Abaqus/Standard中,并将非均匀厚度场和残余应力场映射到该吹塑件分析模型上,进行强度分析,评估其结构强度性能。以聚对苯二甲酸乙二醇酯(PET)塑料瓶为例,应用上述方法对吹塑成型的塑料瓶进行精确结构强度分析,能够指导塑料瓶的结构设计和成型工艺参数设置。
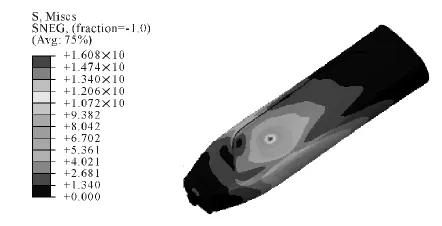
图3 非均匀厚度塑料瓶的应力分布
三、塑料包装容器的质量检测
塑料容器的质量检测十分重要。市场中存在许多劣质塑料包装材料,特别是食品包装塑料,大都具有包装外表的迷惑性、标示内容的欺骗性、视觉效果的欺诈性,价格低廉等特点。然而由于塑料易带电,这会造成包装表面被微生物及杂质污染,进而污染包装食品。塑料制品中未聚合的游离单体及其塑料制品的降解产物向食品迁移,这些游离单体及降解产物中有的会对人体健康造成严重危害,如PS中残留物质苯乙烯、乙苯、异丙苯、甲苯等挥发物质等有一定毒性,能引起急性中毒症状,同时可出现头痛、疲乏、恶心、呕吐等症状。聚氯乙烯中单体氯乙烯有麻醉作川,引起人体四肢血管收缩而产十疼痛感,同时还具有致癌、致畸作用。而快餐盒中的快餐包装盒里的增塑剂会严重干扰人体内分泌,可能破坏生殖系统健康导致不孕,还可能增加患自闭症或哮喘的风险。一次性餐具,PVC保鲜膜,釉上彩陶瓷餐具,仿瓷餐具,华丽的月饼托盘等存在着重金属或是增塑剂。
对于不同的塑料包装容器具有不同的质量要求标准,比如对低密度聚乙烯药用滴眼剂瓶质量状况分析,需考虑工艺的可控性、产品的安全性、阻隔性和与药物的相容性[10]。质量标准方面应规范样品名称,增加修订试验方法,提高限度要求,建立统一的红外对照图谱;企业监管方面应规范生产,严格控制配方与工艺的一致性,加强相容性研究。国内外对迁移试验的研究主要集中于食品及其包装容器的有毒有害物质的迁移,对于化妆品包装的研究非常少,至于化妆品与塑料容器的相容性、安全性评价的研究成果更是鲜有提及。向斌等[11]针对3种不同塑料材质的包装容器(PE、PP和PET),通过设置不同储存温度和储存时间,初步研究化妆品与塑料容器间析出物迁移规律。
四、塑料容器的发展趋势
1. 轻量化
轻量化是现在消费者对于塑料容器的普遍要求。实现轻量化一是改良现用包装材料,通过一定的技术及方法来提升现用材料的性能,减少现用材料使用量,如茂金属聚烯烃、双峰聚乙烯、高熔体强度聚丙烯等新品种,可以采用较少的原料、较薄的厚度制得与普通塑料同规定、同强度的塑料包装薄膜、片材和容器等。二是薄壁减量法,通过对包装尺寸的优化,不仅能保证或提升包装强度,又能减少材料的使用量,实行包装减量化,如可口可乐轻量化瓶比传统的瓶节约PET材料35%,其轻量瓶瓶壁大概只有0.1 mm厚度。
2. 可回收或可降解
塑料材料的回收复用是大势所趋,什么样的回收塑料可以再次用于食品包装,如何用于食品包装,都是有待解决的问题。例如国外己经开始大量使用回收的树脂作为瓶的芯层料使用,但是目前中国还没有相应的标准和法规。比较而言,回收作为夹层材料使用,卫生安全性有保障,但需要较大的设备投资,中国企业很少使用:反而是大量不法企业把回收材料当成新材料或掺混在新料中生产食品包装制品,造成安全隐患。
绿色包装材料通常分为三大类:可回收处理再造材料、可降解回归自然的材料、可焚烧回收利用能源而又不污染大气的材料。塑料因为质轻、价廉的优势在包装中的应用越来越广泛,目前市场的大部分商品使用都是塑料类的包装材料。瓶装水大部分采用PET作为包装材料,PP和PC因其耐高温性能比较优良,是许多杯瓶的材料。用这些材料制成的杯子既质轻易携带,又不容易打碎,是现在人们出行的首选。在众多的发泡材料中,乙烯-醋酸乙烯共聚物(EVA)和聚乙烯化学交联高发泡材料(PEF)是近年来新发展起来的新型环保材料;其缓冲隔震性能好,韧性强、隔热防潮、耐腐蚀、无毒、成型加工容易。并且EVA在自然条件下可降解,产物对环境无污染,是典型的绿色塑料包装材料[12]。
3. 美观性
独特的包装容器造型往往对消费者具有较强的吸引力。通过独特的容器造型设计,产品与包装就产生了微妙的协同效应,同时创造性地反映了产品的个性与特点。
设计包装容器时,首先要让容器的基本功能得到满足,然后再设计造型,造型设计中要充分体现材料的质感和加工工艺的美感,而且是要符合美的法则的,并且要迎合大众的审美,有必要的话,还要充分考虑到地域特色和文化,针对不同层次文化、地域的人群去设计一些容器,从而设计出让人赏心悦目的造型。但包装容器一定要具备三个基本的功能即保护、储存和运输。否则对于消费者来说,则只是虚有其表的一件摆设,还损害了消费者的利益,甚至可能危害消费者,违背了设计要为人服务首要目的[13]。
五、结语
塑料包装容器在生活中多到随处可见。当前,塑料容器的设计、成型加工方式等技术都已比较成熟,人们提倡绿色消费,消费者的观念影响着市场。环保理念的深入企业也向着绿色采购、绿色生产、绿色销售的方向过渡。
目前绿色材料正处于研究阶段,生产成本较高,国家可对绿色包装企业实行一些优惠政策,发挥政府的宏观调控的经济功能,促进绿色包装的发展。整体来看,我国塑料包装行业规模将保持小幅稳定增长的趋势。
猜你喜欢
石材(2022年4期)2022-06-15
橡塑技术与装备(2022年6期)2022-06-02
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
汽车实用技术(2022年5期)2022-04-02
现代艺术(2021年5期)2021-07-01
读者·校园版(2019年24期)2019-12-10
幼儿教育·父母孩子版(2018年3期)2018-05-12
浙江工业大学学报(2017年5期)2018-01-22
小朋友·聪明学堂(2015年8期)2015-11-30
早期教育(美术教育)(2011年11期)2011-12-28