
BNi71CrSi钎料钎焊Hastelloy N 合金的接头组织和性能
2022-03-29 07:49闾川阳陈刚强唐夏焘贺艳明杨建国郑文健马英鹤李华鑫高增梁
航空学报 2022年2期
闾川阳,陈刚强,唐夏焘,贺艳明,*,杨建国,郑文健,马英鹤,李华鑫,高增梁
1.浙江工业大学 化工机械设计研究所,杭州 310014
2.华东理工大学 机械与动力工程学院 承压系统与安全教育部重点实验室,上海 200237
3.浙江省特种设备科学研究院,杭州 310020
镍基高温合金因其优异的高温强度、热稳定性、抗氧化性、蠕变强度和抗疲劳性能等,已成为航空发动机和工业燃气轮机热端部件的关键材料。但由于上述结构部件的复杂性和不连续性,必须采用焊接的方式对镍基高温合金进行连接。实现镍基高温合金的高质量连接对整体结构部件的安全运行具有重要意义。目前,镍基高温合金常见的连接方式包括激光焊、摩擦焊、扩散焊、真空钎焊、扩散连接和瞬时液相连接等。Jiang等采用两种方式的激光焊(连续波和脉冲波)制备出与母材拉伸强度相近的GH3535焊接接头。Wang等研究了时效热处理对Hastelloy N 合金TIG 焊接接头显微组织和力学性能的影响,发现接头硬度随热处理温度的升高而降低。由于高温镍基合金中大都加入了较多的合金元素,熔焊时易在焊缝和热影响区内产生热裂纹,制约了熔焊技术在高温镍基合金中的应用。扩散焊和摩擦焊等固相连接技术可获得组织均匀、力学性能优异的镍基高温合金接头,但对于结构复杂的部件加工制造难度较大。瞬时液相连接和钎焊技术可有效避免裂纹、杂晶等缺陷,是镍基高温合金最常用的连接方法。其中钎焊方法具有操作工艺简单、经济性高、焊后变形小和形状尺寸适应性强等优点,在复杂结构、薄壁零件和严格焊接质量要求的航空航天领域得到广泛应用。
国内外一些学者对于镍基高温合金的钎焊工艺和性能已展开了一定的研究。Khorram 等采用Ag-Cu-Zn-Sn 钎料以激光钎焊和炉内钎焊连接了Inconel 718 高温合金。与激光钎焊接头相比,采用炉内钎焊获得的接头强度略优。周媛等采用BNi82CrSiB 钎料对国产第二代镍基单晶高温合金DD6进行了真空钎焊连接。在钎焊温度1 070 ℃、保温15 min下获得了致密完整的接头;接头在750℃下的抗拉强度达到400 MPa,750 ℃/100 h下接头的持久强度达到100 MPa。贺艳明等采用纯Ti钎焊连接了Hastelloy N合金,在钎焊温度1060℃、保温60 min下接头抗剪强度达到320.3 MPa。为了拓宽镍基高温合金的应用领域,有必要开展高强度/高质量的镍基高温合金钎焊技术的探索。
以典型镍基高温合金Hastelloy N 为例,采用无硼BNi71CrSi钎料实现了该镍基合金的高质量钎焊连接。Ni-Cr-Si系钎料因其与镍基合金主体元素一致,可保证对母材良好的润湿能力,因此被广泛用于钎焊连接镍基高温合金。本文所用于钎焊Hastelloy N 合金的BNi71CrSi钎料中Ni为主体元素;Cr作为高熔点元素,可为接头提供高温抗氧化能力;Si为降熔元素,可降低钎料钎焊时的温度。钎料内不引入B 元素可减少接头中生成脆性硼化物,降低对接头连接强度的损伤。本文通过扫描电子显微镜(Scanning Electron Microscope,SEM)、能 谱 仪(Energy Dispersive Spectrometer,EDS)和X 射线衍射仪(X-ray diffraction,XRD)等分析方法和接头抗剪切性能测试,研究了不同钎焊温度(1120~1240℃)和保温时间(1~50 min)对Hastelloy N 合金接头界面微观组织及力学性能的影响规律。
1 试验材料与方法
采用典型商业化镍基高温合金Hastelloy N为研究对象,其主体成分为Ni-17Mo-7Cr-4Fe-0.5Si(wt%)。采用的钎料成分为Ni-19Cr-10Si(wt%),形貌如图1 所示。粉末粒径呈两极分布,大颗粒平均粒径约为21.5μm,小颗粒平均粒径约为3.6μm。该钎料固相线及液相线温度分别 为1 079 ℃和1 135 ℃。

图1 BNi71CrSi钎料SEM 形貌图Fig.1 SEM morphology of BNi71CrSi brazing filler
将Hastelloy N 合金加工为4 mm×4 mm×4 mm 和10 mm×8 mm×4 mm 两种规格。钎焊前试样待连接面采用SiC 砂纸进行打磨,随后使用粒度为2.5μm 的金刚石抛光液进行抛光处理,放入无水乙醇超声波清洗10 min,烘干备用。装配时钎料与粘结剂充分混合后均匀涂覆于试样待焊表面,按图2(a)所示对两种规格试样进行装配。将装配接头置于真空度不低于5.0×10Pa的真空钎焊炉(JVLF211)中进行钎焊,钎焊温度和保温时间参数列于表1。考虑到BNi71CrSi钎料的固相线及液相线分别为1 079 ℃和1 135 ℃,为使钎料发生熔化,需选用高于钎料固相线温度作为钎焊温度。参考Ni-Cr-Si系钎料钎焊镍基合金的文献报道,采用的钎焊工艺参数:钎焊温度1120~1240℃;保温时间1~50 min。探索此钎焊工艺参数范围对于Hastelloy N 合金接头界面微观组织及力学性能的影响规律。

表1 Hastelloy N 合金钎焊时采用的钎焊温度和保温时间Table 1 Brazing temperatures and soaking time used during brazing of Hastelloy N alloy
钎焊过程如下:①以10 ℃/min的速率加热至300 ℃,保温30 min使粘结剂充分挥发;②以10 ℃/min的速率加热至1 000 ℃,保温10 min,确保炉内温度均匀;③以10 ℃/min 的速率加热至钎焊温度(1 120~1 240 ℃),保温1~50 min;④降温阶段首先以6 ℃/min降至300 ℃,随炉冷却至室温。对获得的接头进行研磨、抛光后使用FeCl腐蚀液(1.2 g FeCl+10 m L HCl+20 m L HO)对试样进行腐蚀30秒。采用SEM(ΣIGMA 300,Zeiss)、EDS(Nano Xflash 5010,Bruker)和XRD(X'Pert PRO,PANalytical)分析不同钎焊温度和保温时间下接头的微观组织、断口表面、化学成分和相组成。采用万能材料试验机(CMT4204,MTS)评测接头的剪切强度,每种工艺条件下测试3组接头剪切性能,取其平均值作为该工艺条件下接头的抗剪强度。此外,加工与接头同尺寸的3组Hastelloy N 合金母材剪切试样,测试母材的抗剪强度。试验过程如图2(b)所示。

图2 钎焊装配和剪切试验示意图Fig.2 Schematic diagrams of brazing assembly and shear test experiment
2 试验结果与分析
2.1 接头内的典型组织
图3 是采用BNi71Cr Si高温钎料在保温10 min下获得的Hastelloy N 合金接头微观组织(钎焊温度=1 160 ℃)。如图3(a)所示,钎缝区域虽然存在少量孔洞(图3(a)中黑色部分),但接头整体连接良好。根据图3(a)所示,接头从两侧到中心可划分为四个区域:Hastelloy N 合金/母材侧扩散区(Ⅲ)/等温凝固区(Ⅱ)/非等温凝固区(Ⅰ)。图3(b)、图3(c)和图3(d)分别显示为非等温凝固区、等温凝固区和母材侧扩散区、Hastelloy N 合金母材的微观组织。可以发现:非等温凝固区主要由灰色相A、分布于相A 晶粒间的深灰色相B 和灰白色相C 组成。等温凝固区介于非等温凝固区和扩散区之间,无明显析出物,主要为γ-Ni固溶体。母材侧扩散区内分布大量白色块状颗粒相D(图3(c))。Hastelloy N 合金母材主要由Ni基固溶体和MC 组成,如图3(d)所示。

图3 保温10 min下获得的Hastelloy N 合金接头微观组织(钎焊温度=1160 ℃)Fig.3 Microstructure of Hastelloy N alloy joint brazed for 10 min(Brazing temperature=1160 ℃)
图4为采用EDS得到的Hastelloy N 合金接头内元素面分布情况。非等温凝固区中灰色相A主要由Ni元素组成,深灰色相B主要由Ni和Si元素组成,灰白色相C 主要组成为Mo、Cr和Si元素。母材/钎料界面处反应层内白色析出相D中主要富集Mo和Si元素。与相C相比,母材侧白色相D 含有较高的Mo元素,Cr和Si元素含量较低。在钎焊条件下,钎料中Si元素向Hastelloy N 合金母材侧扩散,在母材侧扩散区中形成富Si的析出相D。同时,部分母材中的Mo元素也随之熔入钎缝组织,形成富Mo的析出相C。
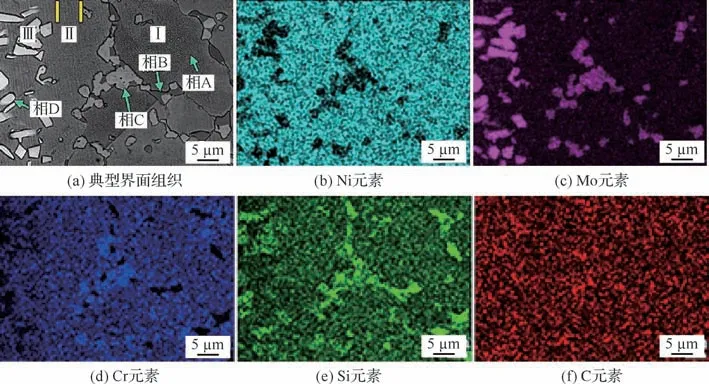
图4 保温10 min下获得的Hastelloy N 合金接头微观组织局部放大图及元素面分布图(钎焊温度=1 160 ℃)Fig.4 Magnified image of microstructure in Hastelloy N alloy joint brazed for 10 min and related elemental distribution maps(Brazing temperature=1 160 ℃)
为了进一步分析Hastelloy N 合金接头内反应相组成,对图3中相A~相D 进行EDS能谱分析,结果列于表2。由图3(b)和4(a)所示,钎缝内相A 内可以观察到细小的颗粒状析出物,粒径约为50~200 nm。能谱结果表明A 相主要含Ni元素,另含有16.24at% Cr和11.21at%Si。参考Ni-Si二元相图可知A 相为钎缝中液态钎料在非等温冷却过程中凝固形成的γ-Ni固溶体。由于该相中Si含量超过了室温下Si在Ni中的最大溶解度~8at%,因此在非等温凝固过程中该相中析出大量纳米级Ni-Si化合物颗粒。由于该纳米级颗粒尺寸过小,无法采用EDS确定其具体成分。非等温凝固区中深灰色相B 中主要富集了Ni和Si,其原子比接近于2∶1,推测其为NiSi型硅化物。由于钎焊温度或保温时间不充足,钎料内的大原子半径的Si元素无法及时扩散到母材界面处,大量滞留于钎缝内的Si进而在凝固过程中形成硅化物。根据Ni-Cr和Ni-Si二元相图可知,在Ni中Cr的溶解度远大于Si,使得在γ-Ni 固溶体中含有较多的Cr 元素。Schuster等证实在Ni-Si化合物中Cr的溶解度极低,因此凝固过程中形成的Ni-Si化合物内基本不含Cr元素。同时,在非等温凝固区还出现了富集Cr、Ni、Si和C 元素的灰白色相C。与B相(硅化物)相比,该析出相中Cr(~26.55%)和Mo含量(~12.52%)显著提高,Ni(~27.44%)和Si含量(~12.19%)出现下降。根据Ni、Cr、Mo、Si 元素与C 元素比例结合相关文献报道,推测该析出相为MC 碳化物(M=Ni、Cr、Mo、Si)。由于初始钎料中并无Mo元素,而在MC中发现Mo元素,这表明在1 160℃、保温10 min下母材中的Mo元素通过钎缝界面向钎料中出现了溶解。Cr元素作为一种常见的碳化物形成元素,极易与C元素结合;此外,Si原子可取代MC中金属原子(Ni或Mo)位置,降低MC晶格参数,促使MC 碳化物的形成和稳定。钎料内富集大量的Cr和Si元素,促进了非等温凝固区中MC 的形成。母材侧扩散区中白色相D 内富集了Ni、Mo和C 元素,以及少量Cr元素和Si元素。根据Ni、Mo、Si、Cr与C 元素比例结合相关文献报道,推测该析出相为MC碳化物(M=Ni、Mo、Si、Cr)。C 相与D 相均为MC,但两者所含的元素成分存在差异。C 相主要以Ni、Cr元素为主,同时含有较多的Si元素。D 相主要以母材中的Ni和Mo元素为主,Cr、Si元素明显减少。一般来说,MC 主要以3 种形式存在:ABC、ABC 和ABC,其中A 代表Co、Cr、Fe、Mn、Ni、V 等,B 代表Mo、Nb、Ta、Ti、V、W、Zr等。本文中A 代表Cr、Ni元素,B 代表Mo元素。对于MC 中Si原子优先替代金属原子次序的研究发现,Si可能取代A 原子或B原子,或A 和B 原子同时被替代。通过对C相和D 相的能谱分析结果分析表明,C 相和D 相均为ABC碳化物。在C相中,Si通过取代部分B原子(即Mo原子)位置参与了碳化物的生成;而在D 相中,Si同时取代部分A、B 原子。由于非等温凝固区的Mo元素主要依靠浓度梯度作用由母材中溶解扩散而来,Mo 元素含量较低。通过与钎料中的Si元素相结合,使得非等温凝固区形成MC。在母材侧扩散区中,Mo元素含量较多,Cr元素含量相对较少,因此Si通过同时取代Mo和Cr原子位置的方式促进了MC 的析出。关于Si在MC中的作用,Jiang等研究发现,对于Si掺杂的MC,Si原子与其邻近的Ni(32e)原子和Mo(48f)原子间的原子轨道杂化和电荷转移是使MC 稳定的主要原因。Ni-Mo-Cr系列高温合金中,相较于无Si的MC,Si掺杂的MC吉布斯自由能更低,更容易析出。此外,无Si的MC在1 260℃下将完全分解,而掺杂Si元素的MC在1 335 ℃下仍可保持稳定。
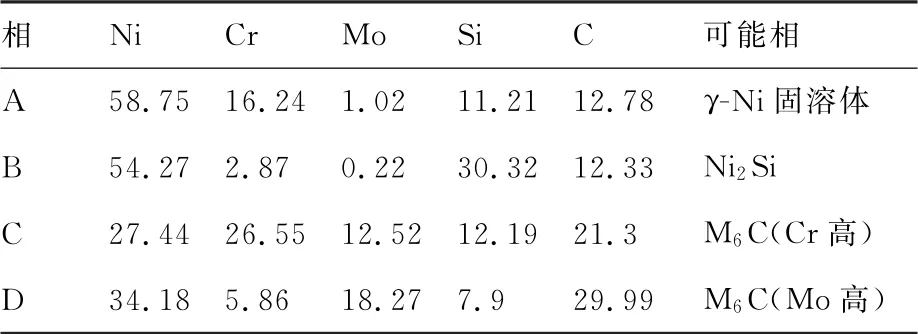
表2 图3中A~D相的EDS结果Table 2 EDS results for phases A-D in Fig.3 at%
由上述分析可知,在1 160 ℃和保温10 min下获得的Hastelloy N 合金接头可划分为Hastelloy N 合金/母材侧扩散区/等温凝固区/非等温凝固区4个区域。在母材侧扩散区中析出富集Ni、Mo和少量Cr、Si元素的MC。非等温凝固区主要由γ-Ni固溶体、晶间NiSi相及富集Ni、Cr、Si的MC组成。
2.2 钎焊温度对接头微观组织和力学性能的影响
图5为采用BNi71CrSi钎料在不同钎焊温度下获得的Hastelloy N 合金接头微观组织(保温时间=10 min)。由图5(a)~图5(d)可知,接头区域随着钎焊温度升高而发生明显变化。在1 120 ℃下接头主要以Hastelloy N 合金/母材侧扩散区/非等温凝固区3个区域为主,等温凝固区较窄。在1 200 ℃下获得的接头组织与1 160 ℃相似,主要由Hastelloy N 合金/母材侧扩散区/等温凝固区/非等温凝固区组成,但等温凝固区明显变宽。在1240℃下接头组织表现为Hastelloy N 合金/母材侧扩散区/等温凝固区3个区域典型特征,未发现明显的非等温凝固区。此外,随着钎焊温度的升高,非等温凝固区中γ-Ni固溶体晶粒明显长大(图6(a)~图6(c));在γ-Ni晶界上析出硅化物和碳化物。通过对1 120~1 200 ℃接头中硅化物和碳化物进行成分分析,发现该钎焊温度范围内获得的硅化物和碳化物分别为NiSi和MC。从图6(a)~图6(c)还可发现随着钎焊温度升高,硅化物数量减少,非等温凝固区和母材侧扩散区内的碳化物颗粒明显粗化,数量减少。上述现象表明,在1 120~1 200 ℃下接头钎缝中的γ-Ni固溶体主要在降温阶段形成,所形成的晶粒大小与冷却时的过冷度密切相关。随着钎焊温度的升高,液态钎料在冷却时受更大的过冷度驱动,凝固后获得的晶粒尺寸较大。伴随着大晶粒的凝固形成,晶界数量明显减少,从而导致晶界硅化物形核位置减少,析出的硅化物数量也随之减少。图5(d)为在1 240 ℃、保温10 min下获得的Hastelloy N 合金接头微观组织。不同于1 120~1 200 ℃,在该温度下接头钎缝中晶粒表现出柱状晶特征,晶界集中于钎缝中心位置;析出物聚集于中心晶界处,在母材与钎缝界面至钎缝中心区域鲜发现析出物。对该温度下的析出物观察(图6(d))和EDS成分分析发现钎缝中心晶界处的析出物仍以NiSi和MC为主。与1120~1200℃不同的是接头中硅化物和碳化物集中分布在平行于界面的钎缝中心晶界处。上述现象表明,在1 240 ℃下获得接头的钎缝区域中γ-Ni固溶体应在保温阶段等温凝固形成,而非在冷却阶段非等温凝固生成。

图5 不同钎焊温度下获得的Hastelloy N 合金接头微观组织(保温时间=10 min)Fig.5 Microstructure of Hastelloy N alloy joints brazed for different temperatures(Soaking time=10 min)
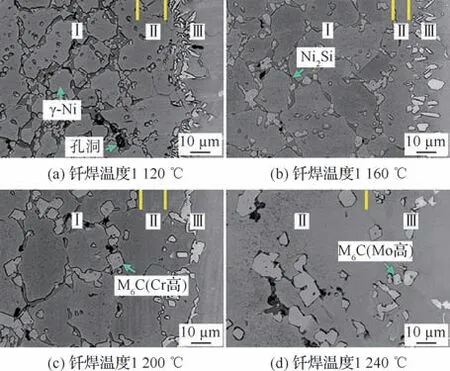
图6 不同钎焊温度下获得的Hastelloy N 合金接头微观组织放大图(保温时间=10 min)Fig.6 Magnified images of microstructure in Hastelloy N alloy joints brazed for different temperatures(Soaking time=10 min)
基于以上对于不同钎焊温度下Hastelloy N合金接头的微观组织分析,接头形成机理描述如下:当炉内试样温度加热至1 079 ℃时,钎料开始熔化,当温度升至1 135 ℃,钎料完全熔化为液相。因此,当钎焊温度为1 120 ℃时,接头内仅有部分钎料转化为液相。在1 160~1 240 ℃,钎料全部转变为液相。在保温阶段,液相钎料中的Si元素在浓度梯度驱使下通过钎缝界面向母材扩散;同时,母材近缝区的Mo、Cr元素也向液相钎料中溶解并扩散。Si元素浓度自钎缝中心向两侧的固液界面逐渐降低,但由于Si原子半径较大(=0.117 nm),扩散速率较慢,需要较高的钎焊温度()或较长的保温时间才可使钎缝内的Si原子充分扩散至母材侧。Si作为一种降熔元素,其大量滞留于液相中将导致液相的凝固点()下降。对于<的液相区域,将无法发生等温凝固过程。在1 120~1 200 ℃下,钎缝两侧靠近母材的Si元素在浓度梯度作用下向母材扩散;同时,近钎缝侧母材中Mo、Cr元素向液相钎料中溶解,使得该区域的上升。当>时,钎缝两侧发生等温凝固并逐步向钎缝中心区域扩展。在平衡状态下发生的等温凝固过程中,溶质原子被排斥进入剩余液相,因此已完成的等温凝固区并无第二相析出。然而受限于和保温时间不足,钎缝中心区域仍有大量Si残留,使得<。在降温过程中,当降低至低于钎缝中心区域时,该区域发生凝固。但由于此阶段随时间延长而逐渐降低,形成的凝固区即为非等温凝固区,固相晶粒大小受到过冷度直接影响。从较高钎焊温度开始冷却时,可为液相凝固提供较大的过冷度驱动力,所析出固相晶粒尺寸较大。由于在非等温凝固过程中生成的γ-Ni中含有大量Si元素,随着温度降低,γ-Ni内过饱和的Si与Ni结合析出纳米级Ni-Si化合物;在γ-Ni晶界处,生成NiSi晶界析出相;与此同时,γ-Ni中过饱和的C 元素与液相钎料内Ni、Cr、Si及Mo元素结合形成MC。由于γ-Ni和第二相颗粒(硅化物和碳化物)热膨胀系数、弹性模量等差异,导致二者在冷却过程中发生变形不协调引起的残余应力集中,因此在γ-Ni和第二相颗粒界面上容易产生孔洞。钎焊温度1120~1200℃时,接头中心区域残余大量未完成等温凝固的液相钎料,该液相钎料在冷却过程中凝固形成γ-Ni固溶体并在晶界处析出大量的硅化物和碳化物。因此,在钎焊温度1 120~1 200 ℃的接头非等温凝固区中γ-Ni和第二相颗粒界面上分布有一定的孔洞。当钎焊温度为1 240 ℃时,钎料中Si元素向母材扩散速率和母材中Mo、Cr元素向液态钎料溶解速率升高,导致液态钎料的进一步升高,此条件下保温阶段钎缝区域等温凝固全部完成。因此,在1 240 ℃下接头钎缝区中仅出现等温凝固区,未发现非等温凝固区。在冷却过程中,由于Ni中Si、C 等元素溶解度随温度下降而降低,过饱和的C 与Si及碳化物形成元素(Cr、Mo等)结合,在Ni基固溶体晶界处析出MC(富集Cr、Mo、Si等元素)。由于钎缝区域等温凝固完成,Ni基固溶体晶界集中于等温凝固区中心线位置,晶界数量大大减少。因此,该钎焊条件下,钎缝中Ni基固溶体和第二相颗粒界面数量急剧下降,孔洞数量也随之减少。在母材近缝区,随着液相钎料中Si元素扩散,靠近钎缝的母材区域Si元素浓度上升。在冷却过程中Si元素促进了MC 析出并使其稳定,在母材侧的扩散区中析出MC。
对不同钎焊温度下获得的Hastelloy N 合金接头进行剪切强度测试(保温时间=10 min),结果如表3所示。由表3可知,本研究在钎焊温度1 240 ℃、保温10 min下获得接头的平均剪切强度最高,为643.3 MPa,达到母材剪切强度的~87.4%(Hastelloy N 母材平均的剪切强度为735.8±61.2 MPa)。在1 120~1 200 ℃,接头平均剪切强度500~550 MPa,明显低于1 240 ℃接头的剪切强度。对不同钎焊温度下Hastelloy N合金接头的剪切断口进行观察(保温时间=10 min),结果如图7所示。各钎焊温度下断口均表现出脆性断裂特征。其中在1120~1200℃下接头断口中包含明显的撕裂脊、解理纹路等特征,并有析出物颗粒残留(图7(a)~图7(c))。在1240℃下接头断口较为平整光滑,有“波纹”状花样,且“波纹”排列紧密,较浅。

图7 不同钎焊温度下获得的Hastelloy N 合金接头剪切断口形貌(保温时间=10 min)Fig.7 Shear fracture morphologies of Hastelloy N alloy joints brazed for different temperatures(Soaking time=10 min)

表3 钎焊温度对Hastelloy N 合金接头剪切强度的影响(保温时间=10 min)Table 3 Effect of brazing temperature on shear strength of Hastelloy N alloy joints(Soaking time=10 min)
图8为1120和1240℃下Hastelloy N合金接头断口剖面图(保温时间=10 min)。在1120 ℃下接头断裂位置位于非等温凝固区,并在NiSi中分布着大量细小裂纹(图8(a))。在1 240 ℃下接头断裂发生在母材侧扩散区,裂纹主要在Ni基体中扩展,MC中未发现明显裂纹。结合图7中断口图,可推测在1 120~1 200 ℃下接头剪切断裂发生于钎缝非等温凝固区,在1 240 ℃下接头剪切断裂产生于母材侧扩散区。上述结果说明,与等温凝固区相比,非等温凝固区强度较低。庄鸿寿指出,钎缝中心区的脆性化合物是影响接头强度的主要因素。当出现连续的脆性化合物时,接头强度大幅度降低。与MC 不同,NiSi作为一种脆性相,无法对裂纹扩展起到阻碍作用。如前文所述,在钎焊温度1 120~1 200 ℃的接头中,非等温凝固区内的Ni基固溶体与第二相颗粒界面处分布有大量孔洞。这些孔洞易成为剪切试验中裂纹形核位置和扩展路径,从而使得接头在非等温凝固区区域发生断裂。因此,在1 120~1 200 ℃下接头的剪切强度明显低于在1 240 ℃下获得接头的连接强度。

图8 1 120和1 240 ℃下Hastelloy N 合金接头断口剖面图(保温时间=10 min)Fig.8 Cross-sectional fracture morphologies of Hastelloy N alloy joints brazed at 1 120 and 1 240 ℃(Soaking time=10 min)
2.3 保温时间对接头微观组织和力学性能的影响
图9和图10分别为保温不同时间下获得的Hastelloy N 合金接头微观组织和局部放大图(钎焊温度=1240℃)。从图中可以发现,在1240℃下保温1 min获得的接头中仍存在部分非等温凝固区域,硅化物和碳化物沿非等温凝固晶粒的晶界析出。在1240℃下保温10~50 min的接头中液相钎料均已完成等温凝固。随着保温时间增加,等温凝固区中心位置处的硅化物和碳化物数量减少,尺寸变大;扩散区内碳化物数量显著增加,尺寸增大。这说明随着保温时间延长,钎缝区域的Si元素持续向母材侧扩散,等温凝固区中的Si元素含量降低,冷却后析出的硅化物和碳化物数量减少。母材中靠近钎缝区富集的Si元素在保温阶段不断向母材远端扩散,拓宽母材中高Si元素浓度区域宽度。在高Si元素浓度作用下,母材中更多含Si的MC 碳化物析出,扩散区宽度也相应的增加。

图9 保温不同时间下获得的Hastelloy N 合金接头微观组织(钎焊温度=1 240 ℃)Fig.9 Microstructure of Hastelloy N alloy joints brazed for different soaking time (Brazing temperature=1 240 ℃)

图10 保温不同时间下获得的Hastelloy N 合金接头微观组织放大图(钎焊温度=1 240 ℃)Fig.10 Magnified images of Hastelloy N alloy joints brazed for different soaking time (Brazing temperature=1 240 ℃)
对保温不同时间下获得的Hastelloy N 合金接头进行剪切强度测试(钎焊温度=1 240 ℃),结果如表4所示。接头剪切强度随保温时间的延长先上升后下降,保温时间为10 min时,接头的平均抗剪切强度最大,为643.3 MPa。对保温不同时间下获得的Hastelloy N 合金接头剪切断口进行观察(钎焊温度=1 240 ℃),结果如图11所示。不同保温时间的接头断口断裂形式较为相近。在断裂起始区域,断口呈现波纹花样,波纹排列方向垂直于剪切应力,波纹间紧密相连,波纹较浅(图11(a)和图11(c))。随着试样开裂程度加剧,断口逐渐平整,进入平坦区,呈现出明显脆性断裂特征(图11(b)和图11(d))。

表4 保温时间对Hastelloy N 合金接头剪切强度的影响(钎焊温度=1 240 ℃)Table 4 Effect of soaking time on shear strength of Hastelloy N alloy joints(Brazing temperature=1 240 ℃)

图11 保温不同时间下获得的Hastelloy N 合金接头剪切断口形貌(钎焊温度=1 240 ℃)Fig.11 Shear fracture morphologies of Hastelloy N alloy joints brazed for different soaking time(Brazing temperature=1 240 ℃)
图12为保温10 min和50 min Hastelloy N合金接头断口剖面图(钎焊温度=1 240 ℃)。该两种钎焊工艺下的接头剪切断裂均发生在母材侧扩散区。但在1 240 ℃保温50 min试样中,母材侧扩散区碳化物与基体界面上出现大量孔洞和裂纹,碳化物与基体表现出明显的变形不一致引起的剥离现象。
图12 保温10 min和50 min Hastelloy N 合金接头断口剖面图(钎焊温度=1 240 ℃)Fig.12 Cross-sectional fracture morphologies of Hastelloy N alloy joints brazed for 10 min and 50 min(Brazing temperature=1 240 ℃)
图13为典型钎焊工艺下Hastelloy N 合金接头剪切试样断面XRD结果。在钎焊温度1 120 ℃保温10 min的接头断口处检测到γ-Ni固溶体、NiSi和MC(CrNiSiC);而在1 240 ℃保温10和50 min的接头断口处未检测到NiSi,同时所检测到的碳化物为NiMoC。由Hastelloy N 合金接头剪切断口剖面图(图8和图12)可知,钎焊温度1120℃保温10 min的剪切接头断裂于非等温凝固区,该区域主要由γ-Ni固溶体、NiSi和MC(Cr含量较高)组成。在钎焊温度1 240 ℃保温10和50 min的接头中,剪切断裂出现在扩散区,该区域主要为γ-Ni固溶体和MC(Mo含量较高)。XRD 结果与前述SEM 和EDS分析结果一致。

图13 典型钎焊工艺下Hastelloy N 合金接头剪切试样断面XRD 结果Fig.13 XRD patterns of fracture surfaces of shear specimens of Hastelloy N alloy joints under typical brazing conditions
如前文所述,扩散区内MC的存在可有效阻碍裂纹扩展,提升接头强度。但随着保温时间的增加,扩散区中的碳化物颗粒粗化,发生裂纹穿透大颗粒碳化物后继续扩展的现象(图12(b)和图12(d))。根据Orowan机制,对于碳化物的析出强化作用,存在临界颗粒尺寸。对于小于该临界尺寸的碳化物颗粒,裂纹需绕过颗粒后扩展,但对于大于临界尺寸的碳化物颗粒,裂纹可贯穿大颗粒碳化物后继续扩展。因此,相较于1 240 ℃保温10 min,保温时间延长(10~50 min)导致大颗粒碳化物的颗粒强化作用减弱,接头强度下降。但对于保温1 min的接头,由于保温时间较短,钎料中的Si元素未来得及扩散至母材区域,导致钎缝内仍存在部分非等温凝固区。如前文分析,相较于等温凝固区,非等温凝固区内Ni固溶体晶界数量增加,Ni固溶体与第二相颗粒界面处易形成孔洞,且晶界上附着的硅化物无法起到阻碍裂纹扩展的作用,导致非等温凝固区的结合强度较低。因此,相较于1 240 ℃保温10 min,1 240 ℃保温1 min获得的接头强度较低。
3 结 论
1)采用BNi71CrSi钎料在1 120~1 240 ℃和保温1~50 min条件下对典型Hastelloy N 镍基高温合金进行了钎焊连接。保温10 min下,1 120 ℃接头可分为母材区/扩散区/非等温凝固区;1 160~1 200 ℃接头由母材区/扩散区/等温凝固区/非等温凝固区组成;1 240 ℃接头中不存在非等温凝固区。非等温凝固区内主要由γ-Ni固溶体、NiSi和MC 组成;等温凝固区主要为γ-Ni固溶体;母材侧扩散区析出相为MC。
2)当保温时间10 min时,随着钎焊温度的升高(1 120~1 200 ℃),由于钎料内降熔元素Si扩散速率较慢,钎缝中仅局部区域发生等温凝固,非等温凝固区中晶粒尺寸随钎焊温度升高而增加;当升至1 240 ℃,钎缝区域完成等温凝固。
3)当钎焊温度为1 240 ℃时,随着保温时间增加(>10 min),钎缝区域完成等温凝固,等温凝固区中心位置处的硅化物和碳化物数量减少,尺寸变大;母材侧扩散区碳化物数量显著增加,尺寸增大,宽度增加。
4)在剪切测试中所有接头均出现脆性断裂。在钎焊温度1240℃,保温10 min下,所获得的接头抗剪强度最高,为643.3 MPa。当保温10 min时,接头断裂发生在非等温凝固区(1 120~1 200 ℃),1 240 ℃接头断裂出现在母材侧扩散区。由于非等温凝固区内脆性相的存在和Ni基固溶体与第二相颗粒界面的孔洞导致非等温凝固区强度低于等温凝固区。当钎焊温度为1 240 ℃时,相较于保温10 min,保温时间延长(10~50 min)导致母材侧扩散区碳化物颗粒粗化,接头剪切强度下降;保温1 min时,接头强度较低的主要原因为非等温凝固区的存在。
猜你喜欢
有色金属材料与工程(2021年5期)2021-10-25
儿童故事画报·智力大王(2021年12期)2021-08-21
理论与创新(2020年11期)2020-07-26
科技视界(2019年27期)2019-11-05
有色金属材料与工程(2018年4期)2018-11-25
西部论丛(2018年7期)2018-08-31
作文与考试·小学高年级版(2017年19期)2017-10-27
科普童话·百科探秘(2015年4期)2015-05-14
农业工程技术·温室园艺(2009年2期)2009-04-17
