高架桥钢箱梁焊接工艺及质量控制探讨
2022-03-29 05:55赵俊平
科技创新与应用 2022年7期
赵俊平
(中交一公局厦门工程有限公司,福建 厦门 361021)
在高架桥工程的施工建设过程中,钢箱梁的应用非常广泛,且在保证高架桥承载能力、强化高架桥使用功能方面表现出了非常突出的优势。但是,钢箱梁焊接施工工艺的应用具有一定的复杂性。如果没有做好相应的质量控制措施,使钢箱梁出现变形等质量问题,那么高架桥的安全运行就会受到影响,人们的生命财产安全也会受到威胁。在这种情况下,必须要对高架桥钢箱梁的焊接工艺进行详细分析,并提出针对性的质量控制措施。
1 工程概况
海秀快速路(二期)工程项目,位于海口市秀英区长流组团内,为城市主干道,是海秀快速路(一期)工程的西延伸,沿长滨东十七街线位西起粤海大道东至长滨路,全长约4.397 km,其中共计8联单跨主线桥,分别为:P17-P18(55 m)、P39-P40(50 m)、P40-P41(50 m)、P69-P70(55 m)、P75-P76(55 m)、P88-P89(50 m)、P100-P101(65 m)、P112-P113(65 m)。主线标准宽度为25.5 m。本项目主线钢箱梁为大截面单箱多室钢箱梁,梁高1.68~2.95 m,箱梁顶面标准宽21.6 m,箱梁底面宽度为13.1 m,两侧悬臂长度为4.3 m,钢材材质为Q345C,单跨标准截面钢箱梁最大重量831.52 t。本项目的钢箱梁所采用钢材材质为Q345C钢,钢材符合GB/T 1591—2008《低合金高强度结构钢》的要求。钢板板厚共有5种规格,分别为:8 mm、12 mm、14 mm、20 mm和24 mm。
2 高架桥钢箱梁焊接工艺
2.1 焊前准备
2.1.1 材料复检
海秀快速路(二期)工程项目采用的是Q345C钢。材料在进入施工现场之后,要严格按照GB/T 1591—2008《低合金高强度结构钢》和TB 10212—2009《铁路钢桥制造规范》中的相关要求进行复检。复检内容主要包含Q345C钢材料的化学成分分析、拉伸、弯曲、冲击和时效冲击等[1]。只有复检结果通过,才能够允许Q345C钢材料投入使用。根据钢板选择与母材相匹配的焊接材料,即CO2焊药芯焊丝和CO2焊实芯焊丝。针对这些焊材,需要在出厂时具备合法、有效的质量证明书和检验报告,在正式焊接施工之前,需要严格按照相关要求进行化学成分的复检和力学性能的复检。
2.1.2 焊接工艺评定
根据海秀快速路(二期)工程项目中高架桥的结构特点,决定使用CO2气体保护焊、埋弧焊(包括定位焊),并选取典型焊缝进行焊接工艺评定试验。如图1所示,按照此流程进行焊接工艺流程评定。
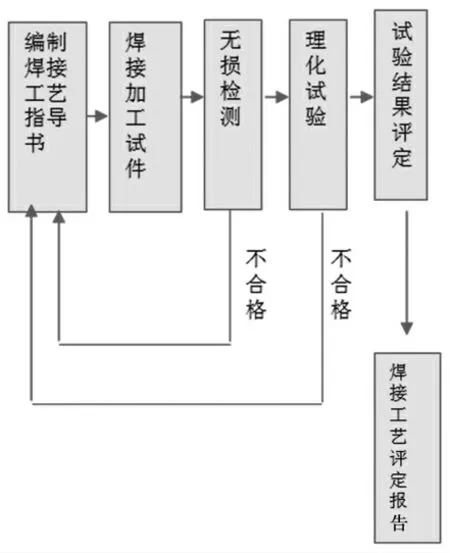
图1 焊接工艺评定流程
对焊接接头进行归类,可以将其分为对接焊缝、全熔透角焊缝、坡口部分熔透角焊缝和T形接头角焊缝。其中,对接焊缝包括:第一顶板、底板、腹板对接焊缝;第二顶板、底板、腹板对接焊缝(现场);第三U肋嵌补段对接焊缝(现场)等。全熔透角焊缝包括腹板与顶、底板间全熔透角焊缝。坡口部分熔透角焊缝包括以下两种:第一U肋与顶板间坡口部分熔透角焊缝;第二U肋嵌补段与顶板间坡口部分熔透角焊缝(现场)。T形接头角焊缝包括以下两种:第一横隔板与顶、底、腹板间T形接头角焊缝;第二加劲肋T形接头角焊缝等[2]。海秀快速路(二期)工程项目焊缝质量要求见表1。在完成焊接工艺评定之后,还需要根据相应的评定报告进行“焊接工艺卡”的编制,并将其下发到焊接班组,做好相应的工艺交底与工艺指导工作。
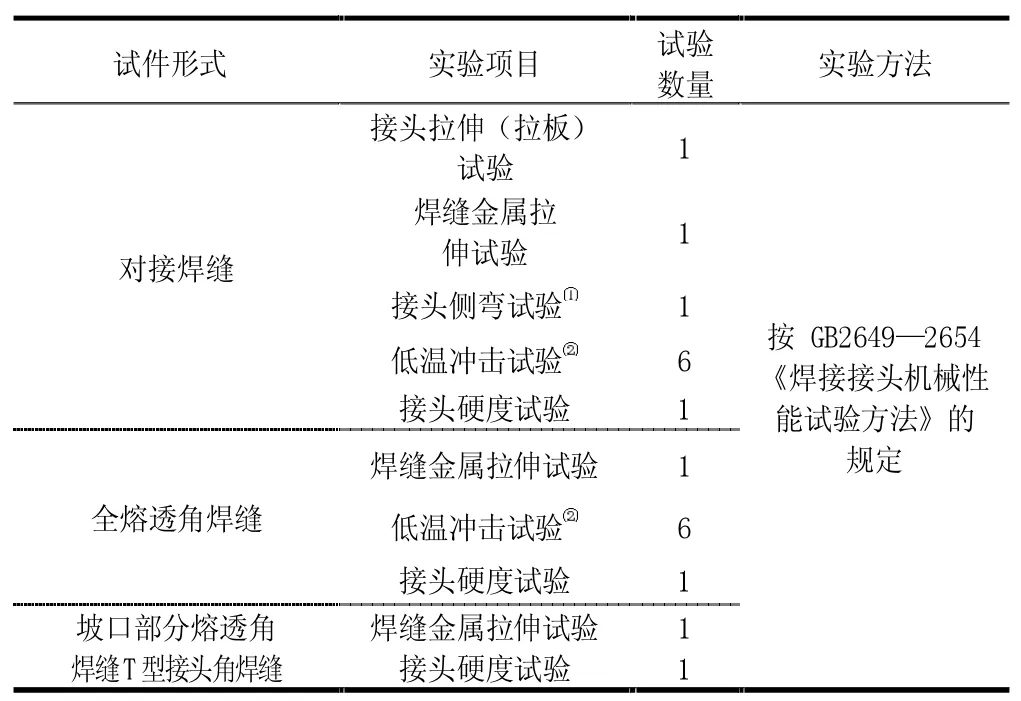
表1 海秀快速路(二期)工程项目焊缝质量要求
2.1.3 焊工培训
在高架桥钢箱梁焊接施工中,焊工的专业技术水平,对于焊缝质量的控制有着决定性影响,所以在正式开始焊接施工之前,不仅要选出已经考取焊工行业资格证书的焊工,还要对其进行10 d以上的焊接技能培训,加强其对相关焊接工艺的掌握灵活度。待培训合格后,才能进入施工现场,参与安装焊缝的焊接。
2.1.4 焊接工艺文件的编制
在完成焊接工艺评定,并保证评定结果合格之后,进行“钢箱梁焊接施工作业专项方案”的编制[3]。同时,将参与钢箱梁焊接施工的各个方面组织起来,与专家一起进行专项评审,确保所有人员都认为工艺评定结果符合高架桥钢箱梁焊接工艺要求,专项方案也符合高架桥钢箱梁焊接工艺要求。
2.2 安装焊接
2.2.1 坡口形式
钢箱梁的焊接施工,需要安排在钢箱梁分段安装和调整之后。对接焊缝的安装,指的是钢箱梁分段之间面、底板的纵向、横向对接焊缝及斜腹板间的对接立焊缝。在布置面、底板对接焊缝坡口的时候,需要采用平焊位焊接。
2.2.2 焊接顺序
针对钢箱梁的焊接,需要注意以下几方面。第一,在焊接施工过程中,需要遵循先中后边原则、先垂后平原则、先纵后横原则、先拉后压原则以及对称同时原则[4]。第二,针对钢箱梁主体内部构件的焊接,涉及横隔板的焊接施工、纵向腹板的焊接施工以及加强劲板的焊接施工。需要注意的是,这3个部位的施工,需要严格按照先垂缝后平缝原则和先纵向结构后横向结构的原则进行对称焊。第三,腹板与顶板、底板之间的贴合要紧密,同时将组装焊接的间隙控制在5 mm以下。第四,针对钢箱梁的装配,需要先在单坡口的反面,对腹板和顶板、底板实施定位焊,并对箱梁的两端实施加强定位焊[5]。第五,针对钢箱梁主体的4条主角焊,在正式开始焊接之前,需要先焊接完箱内各个构件的角焊缝,然后再将弧板和收弧板安装到焊缝两端。之后,在焊接两条主角焊缝的时候,焊工需要同时操作2台焊机。先焊接两条主角焊缝,再焊接另外两条角焊缝。在焊接过程中,必须要确保焊缝表面成凹形状,并逐步向木材过渡,防止出现咬边问题。
2.2.3 焊接工艺要点与工艺措施
在对钢箱梁进行焊接的时候,需要加强坡口间隙与角度的控制。在对坡口间隙进行调整的时候,需要严格参照相关标准宽度,避免出现填充量增加,或者热量输入增加的情况,使焊接残余应力变大,引起焊接变形等问题的出现。在进行打底焊接的时候,需要对电流进行严格控制,不能出现衬垫被烧穿的情况[6]。在焊接过程中,要最大限度地控制热量的输入,并优先以小线能量进行焊接。在焊接过程中,还要均等分散焊接,不能在一个部位进行集中式焊接。在焊接的时候,需要从结构中心开始,逐步向外焊接。如果板厚存在明显的差异,需要先焊接厚板,再逐步过渡到薄板。海秀快速路(二期)工程项目中试板厚度及相关施工要求见表2。如果选择气体保护焊,一旦风速在2 m/s以上,就需要采取针对性的防风措施。例如,可以为了保证局部防风效果,使用挡风板和防风雨棚。
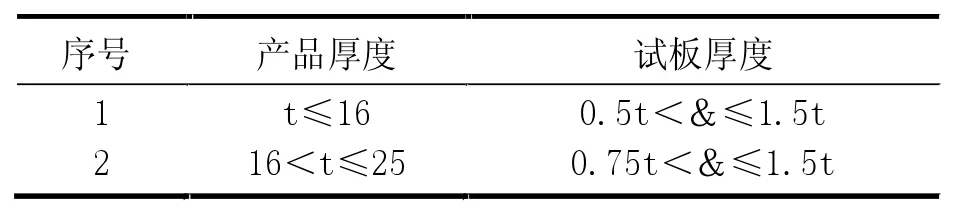
表2 海秀快速路(二期)工程项目试板厚度
2.2.4 产品焊接试板
如果对接焊缝横向受拉,可以先对对接接头长度进行分析,并以此为基础进行产品试板的安装。之后再对产品试板进行探伤,确认没有问题后,再进行相应的接头拉伸试验、接头侧弯试验以及焊缝金属低温冲击试验,确保其符合焊接工艺评定中的相关规定。
3 高架桥钢箱梁焊接施工质量控制
3.1 制定明确的质量控制目标
在高架桥钢箱梁焊接施工中,要想加强对焊接施工质量的控制,需要制定明确的质量控制目标。首先,创建高架桥钢箱梁焊接施工技术质量领导小组,由项目经理任命领导小组的组成,由项目总工和质检工程师任命领导小组的副组长,进而通过这一领导小组将施工单位的优势充分发挥出来,提高钢箱梁安装施工的科学合理性。其次,严格按照高架桥钢箱梁焊接施工标准与质量保障体系中的相关要求进行施工作业。再次,加大新型钢箱梁焊接施工工艺的研发与推广,加大新型焊接施工材料的应用,借助先进焊接施工工艺与新型焊接施工材料的优势提高高架桥钢箱梁焊接施工质量。最后,做好钢箱梁焊接施工的管理工作,通过科学合理的管理措施,来加强施工质量的控制,提高钢箱梁焊接施工的品质。
3.2 制定针对性的质量管理办法
在高架桥钢箱梁焊接施工中,要想加强对焊接施工质量的控制,需要制定针对性的质量管理办法,借此强化高架桥钢箱梁焊接施工质量控制。而且,制定针对性的质量管理办法,还可以提升施工单位的核心竞争力,使其在日益激烈的市场竞争中占据一席之地。在制定质量管理办法的时候,不仅要对施工质量监管予以重视,还需要加大相应的施工质量考核力度,预防施工现场各类质量事故的发生。
3.3 加强钢箱梁安装焊接质量的控制
在高架桥钢箱梁焊接施工中,要想加强对焊接施工质量的控制,就需要加强对钢箱梁安装焊接质量的控制。首先,在钢箱梁安装焊接过程中,要对相应的天气因素以及环境因素进行严格地控制,降低外界温度、湿度以及风力对焊接施工质量的影响。同时,加强整个安装焊接施工过程的监督与控制,如果发现焊接施工环境不理想,则要另行安排时间进行安装焊接。其次,对安装焊接施工过程中使用到的焊丝进行严格检查,如果其强度不符合要求,或者复检不通过,那么要严禁将其应用到安装焊接施工当中。海秀快速路(二期)工程项目中焊接材料的质量控制要求见表3。最后,加强对非法操作的控制,如果发现倒焊、塞条等非法操作的存在,要进行严厉地惩处[7]。同时,在安装焊接施工中,每完成一条焊缝的焊接,都要进行相应的质量检查。
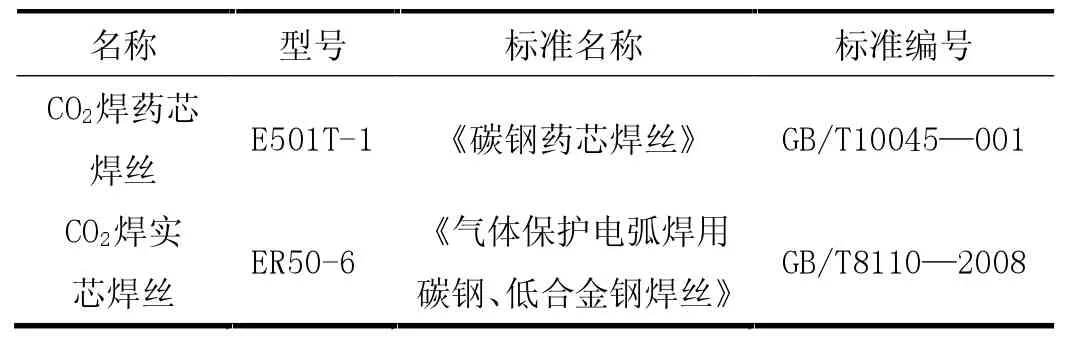
表3 海秀快速路(二期)工程项目焊丝质量控制要求
另外,在高架桥钢箱梁焊接施工中,要想加强对焊接施工质量的控制,在选择钢材方面,还需要优先选择具有以下特点的钢材:第一屈服强度高,第二抗拉强度高,第三可焊性好[8]。只有这样的钢材,才能够降低实际施工中钢材的消耗量,降低钢材的运输成本以及安装成本。
4 结束语
综上所述,在高架桥钢箱梁施工过程中,焊接是一项非常重要的施工工艺。但是,钢箱梁的焊接施工具有一定的复杂性,对于焊工人员的技术要求比较高。对此,要正确应用焊接施工工艺,并加强对焊接施工质量的控制,进而将整个高架桥的运行优势充分发挥出来,就必须要严格按照相关流程和顺序进行焊接施工。与此同时,还要制定明确的质量控制目标、制定针对性的质量管理办法和加强钢箱梁安装焊接质量的控制。
猜你喜欢
建材发展导向(2021年15期)2021-11-05
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年6期)2021-06-09
中国交通信息化(2020年6期)2021-01-14
城市道桥与防洪(2019年5期)2019-06-26
城市道桥与防洪(2019年5期)2019-06-26
城市道桥与防洪(2019年5期)2019-06-26
城市道桥与防洪(2019年5期)2019-06-26
海峡姐妹(2019年5期)2019-06-18
特别健康·上半月(2017年10期)2017-09-22