基于HMM的烟草包装机内衬纸输送位置纠偏方法
2022-06-25 01:29张林岗胡镕显张建晓
机械与电子 2022年6期
李 慧,刘 方,张林岗,胡镕显,张建晓
(河南中烟工业有限责任公司南阳卷烟厂,河南 南阳 473000)
0 引言
如今,烟草市场的规模越来越大,烟草包装机的种类不断增多,包装技术也在不断地更新,并在细支卷烟的生产中广泛应用[1]。在烟草包装机工作的过程中,额定的生产速度是300 包/min,但受内衬纸在传输过程中不稳定因素的影响,使内衬纸漂移、倾斜而造成内衬纸的褶皱和破烂等情况,严重影响了运行效率,使实际的生产效率只能达到额定生产速度的90%左右[2]。烟草包装机的内衬纸在传输过程中,受外部因素干扰,以及设备本身振动的影响,使内衬纸偏离设定的输送位置,这种偏离导致生产效率下降。因此,要对烟草包装机内衬纸输送位置进行纠偏。传统纠偏方法一般有带材缠绕和皮带输送纠偏等[3],其原理主要是通过改变内衬纸输送的倾斜角和位移方向,从而实现对内衬纸输送位置的纠偏,提高烟草包装机的生产效率和生产质量。
吕旭悦等[4]为了提高烟草包装机的装袋产量与质量,提出了一种基于CCD成像的内衬纸输送位置纠偏检测方法。首先利用CCD成像原理,采集烟草包装机运行过程中的CCD信号,通过对信号的有效辨别,判别在烟草包装机运行过程中是否存在偏移,并通过显示控制器直接获取发生内衬纸偏移的位置。结果表明,当CCD的灰度值发生明显变化时,说明内衬纸存在偏移情况,相对于传统的内衬纸输送位置纠偏检测方法,该方法稳定性和准确性都有所提高,但成功率较低。吕俊霞等[5]提出一种基于模糊控制器的薄膜跑偏纠错方法,用来提高鲜切蔬菜包装薄膜的包装效率与质量。在该纠错方案中,首先采集薄膜跑偏的位置,并利用模糊控制器对跑偏位置的具体偏离原因进行分析,再根据聚类分析法计算出薄膜跑偏量,最后利用模糊控制器实现对鲜切蔬菜包装的薄膜位置的准确定位。实验结果表明,该方法可以将误差控制在±0.56 mm内,可有效提高系统的跑偏纠错精度,但是纠偏速度较慢。
基于上述的研究背景,本文利用隐马尔可夫模型(HMM)设计了烟草包装机内衬纸输送位置纠偏方法,从而保证烟草包装机的工作效率。通过本文方法的研究,有效提升了烟草包装机内衬纸输送位置纠偏效果,提升了烟草包装机包装的工作效率。
1 烟草包装机内衬纸输送位置纠偏方法设计
1.1 烟草包装机内衬纸输送原理分析
烟草包装机内衬纸输送原理如图1所示。
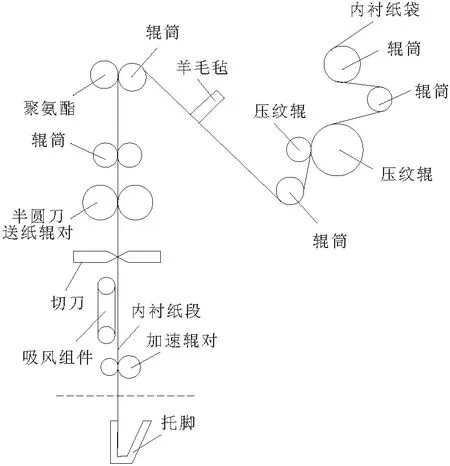
图1 烟草包装机内衬纸输送原理
烟草包装机的内衬纸带穿过双辊筒过程中,经过压纹辊筒的处理,再利用辊筒进行角度调节,利用辊筒进行石蜡油或者橄榄油涂抹,依次经过聚氨酯辊和辊筒,利用切刀完成内衬纸的分割[6]。内衬纸段通过组件进行输送,到达辊筒组件的位置,再经过快速下拉等操作,最终送到托脚2上。
内衬纸输送主要包括2步:切割前内衬纸的输送和切割后变成内衬纸段的输送过程。切割前,内衬纸的输送过程主要依靠辊筒来完成,此时内衬纸未被切割,输送过程的位置纠偏主要考虑前后偏移的问题。切割后,内衬纸被分割成多个独立的个体,出现歪斜和偏移的几率更大,在实际生产过程中,发生偏离故障多存在于切割后。
1.2 烟草包装机内衬纸输送位置纠偏装置设计
在对烟草包装机内衬纸输送位置纠偏的过程中,结合HMM模型的观测向量,设计了烟草包装机内衬纸输送位置纠偏装置[7]。该装置原理主要是利用工业相机获取内衬纸输送过程的图像,先将图像传送给计算机,然后利用计算机图像处理技术,计算出内衬纸输送过程中的位置偏移角度,再通过串口回传给烟草包装机进行轨道修正,完成纠偏过程。在整个纠偏过程中,计算机根据烟草包装机的输出电流判断运行状态,由此调节内衬纸双侧皮带的速度。烟草包装机内衬纸输送位置纠偏装置如图2所示。
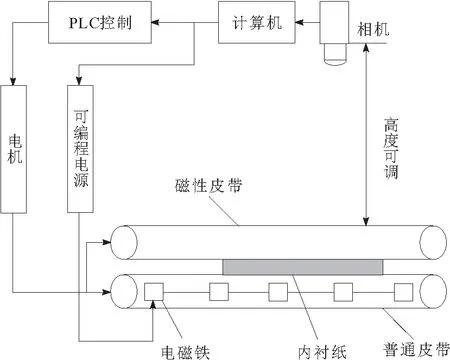
图2 内衬纸输送位置纠偏装置结构
内衬纸输送位置纠偏装置结构主要由机架和伺服电机构成,辅助构件包括移动滑台、电磁铁和相机等。烟草包装机内衬纸两侧的皮带分别受控于伺服电机,相对独立。电机的机架是整体架构的核心装置,通过调节滑台的位置,可以实现对机架位置的调节[8]。对于内衬纸两侧皮带的调节,主要通过电磁铁来实现,内衬纸被夹杂在2个皮带之间,电磁铁则配置在皮带上方,通过对电磁铁的调节,实现对皮带压紧力的调节。相机主要用来获取内衬纸输送过程中的图像,然后计算出偏移距离,最后通过两侧皮带进行纠偏。
1.3 烟草包装机内衬纸输送位置纠偏速度约束
在对烟草包装机内衬纸输送位置纠偏的过程中,使包装机内衬纸两侧的皮带都以曲线形式进行减速,直到速度为0[9]。烟草包装机的内衬纸两侧皮带的速度不同,左侧皮带转速会高于右侧皮带,这种差值通过计算烟草包装机内衬纸的偏移和倾斜角,就能得到
L(Vl)-L(Vr)=Dp(d,θ)
(1)
L()为烟草包装机内衬纸两侧皮带传输速度在位置纠偏过程中产生的偏离位移;Vl和Vr分别为烟草包装机内衬纸左侧皮带和右侧皮带的速度;Dp(d,θ)为烟草包装机内衬纸输送位置纠偏过程中两侧皮带的距离差。
在对内衬纸输送位置角度进行纠偏的过程中,假设内衬纸两侧皮带的速度一致、方向相反[10]。在整个内衬纸输送位置纠偏过程中,烟草包装机正常运转,得到新的偏离位置的纠偏倾斜角,即
L(Vl)=Da(d,θ)
(2)
L(Vl)为内衬纸输送位置角度纠偏过程中皮带的速度;Da(d,θ)为内衬纸输送位置纠偏过程中左侧皮带前进的距离。
在完成烟草包装机内衬纸输送位置角度的纠偏后,即完成对烟草包装机内衬纸输送位置的纠偏[11]。此时,内衬纸两侧皮带的速度都为0,同时对两侧皮带进行加速,使输送速度达到Vp,将内衬纸送出纠偏位置,进行正常的生产工作。
为了提高内衬纸输送位置的纠偏的效率,需要内衬纸两侧的皮带以最快速度达到烟草包装机偏移量的距离。内衬纸两侧皮带的速度越快,纠偏效率越高,但误差也随之增大[12],因此,为了保证纠偏后的质量,需要对烟草包装机内衬纸输送位置纠偏速度进行约束,得到
(3)
Amax为烟草包装机输送的最长距离;Jmax为烟草包装机输送的最大角度;Vd(max)为最大速度差值。
根据以上过程,完成烟草包装机内衬纸输送位置纠偏速度约束。
1.4 基于HMM构建包装机内衬纸输送位置纠偏算法
利用烟草包装机内衬纸皮带运行的速度,表示内衬纸输送位置的传输过程,根据HMM模型的概率分布密度产生的内衬纸输送状态序列[13],得到烟草包装机内衬纸输送位置纠偏控制公式为
(4)
u为烟草包装机的输出电压;e(k)为内衬纸系统的偏差;ec为左侧和右侧皮带的运行速度;KI为积分系数;KP为比例系数;KD为微分系数。
为了保证烟草包装机的工作效率,在计算过程中对内衬纸输送位置进行纠偏,减小微分值对计算结果的影响[14],利用纠偏算法进行纠偏操作。烟草包装机内衬纸输送位置纠偏控制结构,如图3所示。
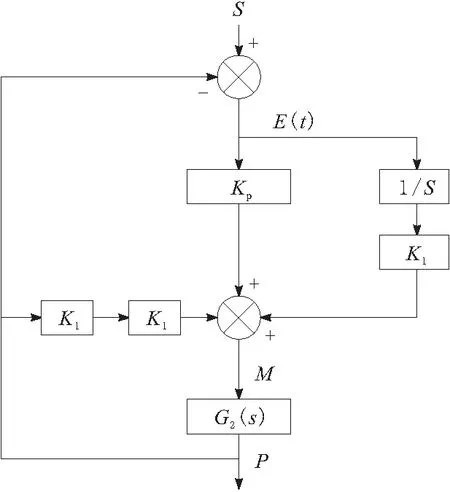
图3 烟草包装机内衬纸输送位置纠偏控制结构
图3中,K1为初始输入位置的待定系数;S为电压切换开关;P为控制回路中的峰值电压;M为电压变化值;E(t)为输送位置的输入值。
利用HMM模型获取到包装机内衬纸输送位置的隐藏变量[15],得到烟草包装机内衬纸输送位置纠偏控制公式为
(5)
u(k)为烟草包装机内衬纸系统的输出值;uP(k)为实际的监测值;uS(k)为目标值。
在烟草包装机内衬纸输送位置纠偏算法中,利用HMM模型产生的内衬纸状态序列,输入内衬纸双侧皮带的偏差值和积分系数,对烟草包装机内衬纸的皮带进行调速,实现对烟草包装机内衬纸输送位置的纠偏。
2 实验分析
2.1 实验参数
为了确保本文方法在纠偏精度、速度以及成功率方面满足应用需求,根据烟草企业对包装机内衬纸输送位置的纠偏要求,设置实验参数如表1所示。
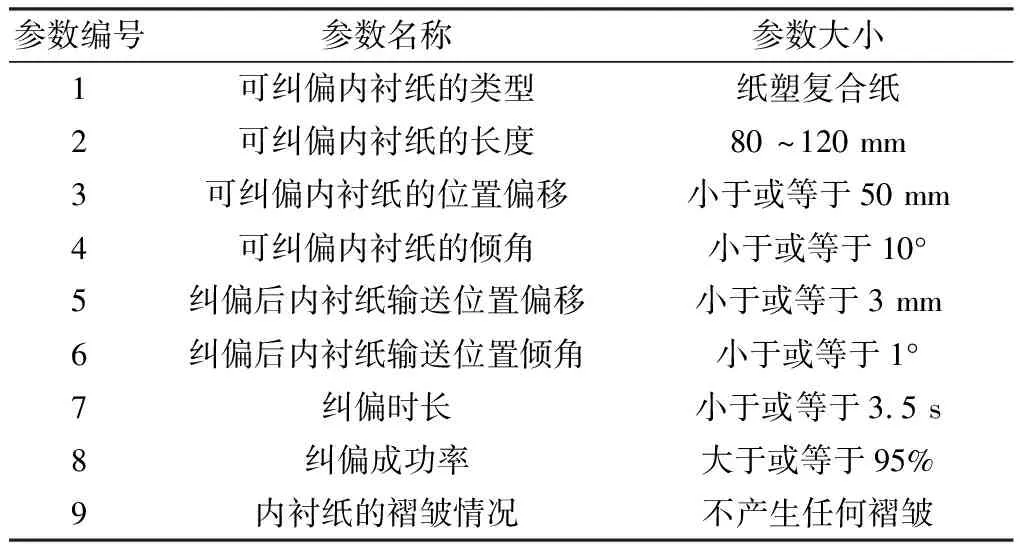
表1 实验参数
2.2 实验指标
实验过程中,先利用位置纠偏精度和时长作为评价指标,位置纠偏精度指的是纠偏后的烟草包装机内衬纸输送位置与烟草包装机内衬纸原输送位置之间的精密程度,纠偏精度越高说明纠偏效果越好,反之则差,纠偏时长越久说明纠偏速度越慢,反之则快。然后利用纠偏成功率作为评价指标,纠偏成功率指的是正确纠偏的内衬纸输送位置占所有纠偏样品的比例,成功率越高说明纠偏效果越好,反之则差。
2.3 结果分析
在保证表1实验参数不变的前提下,为了突出本文方法在实际应用中的优越性,引入基于线阵CCD的纠偏方法和基于模糊控制的纠偏方法作对比,测试了3种方法的烟草包装机内衬纸输送位置纠偏效果和性能。
3种方法的内衬纸输送位置纠偏精度测试结果如图4所示。
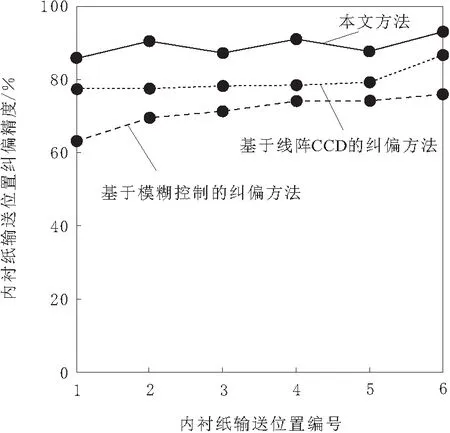
图4 内衬纸输送位置纠偏精度测试结果
从图4可以看出,采用本文方法可以使烟草包装机内衬纸处于最优的输送位置,内衬纸输送位置纠偏精度最高达到了97%,最低也达到了90%;而采用基于线阵CCD的纠偏方法和基于模糊控制的纠偏方法也可以提高内衬纸输送位置纠偏精度,2种方法的纠偏精度范围分别为65%~78%和79%~87%。因此,可以说明文中纠偏方法可以通过提高内衬纸输送位置纠偏精度提高烟草包装机内衬纸输送位置的纠偏效果。
3种方法的内衬纸输送位置纠偏时长测试结果如图5所示。
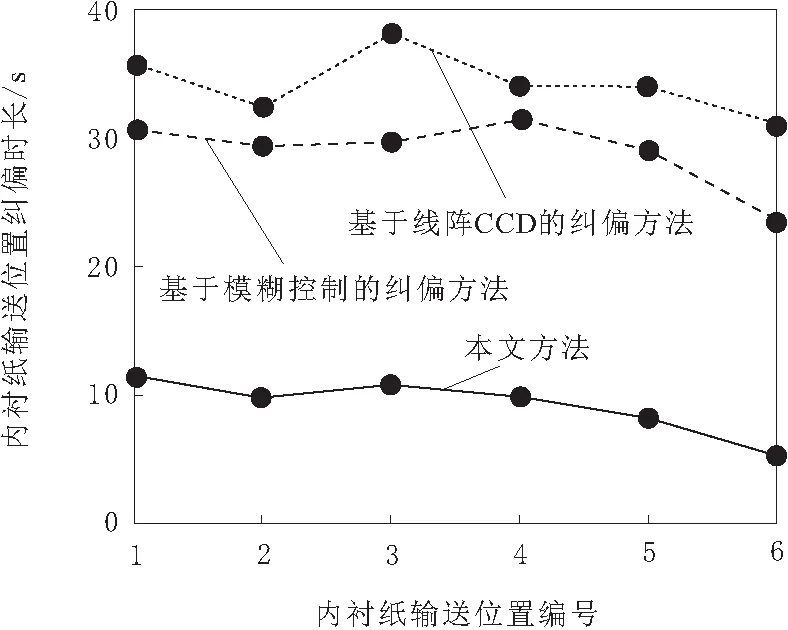
图5 内衬纸输送位置纠偏时长测试结果
从图5可以看出,在6个内衬纸输送位置中,本文方法可以有效提高纠编速度,大大缩短了内衬纸输送位置纠偏时长并且整个实验测试过程中,内衬纸输送位置纠偏时长波动比较小,说明本文方法可以通过缩短内衬纸输送位置纠偏时长提高纠偏速度。
3种方法的内衬纸输送位置纠偏成功率测试结果如图6所示。
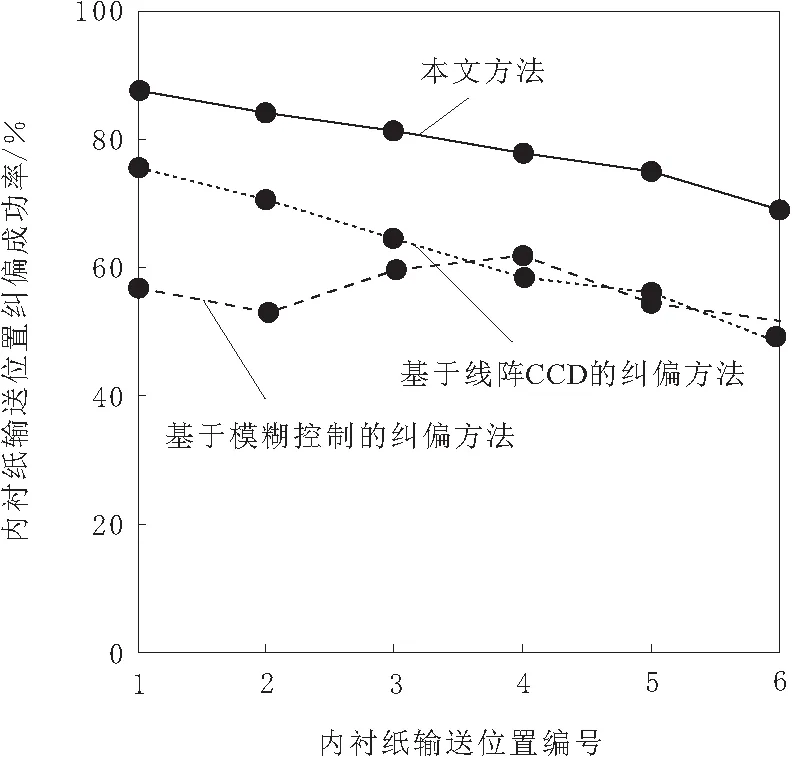
图6 内衬纸输送位置纠偏成功率测试结果
从图6可以看出,采用本文方法得到的内衬纸输送位置纠偏成功率是最大的,当纠偏到第4个内衬纸输送位置时,本文方法的纠偏成功率高于其他2种纠偏方法,但是当纠偏到第6个内衬纸输送位置时,本文方法的纠偏成功率大约为81.2%,基于线阵CCD的纠偏方法和基于模糊控制的纠偏方法得到的内衬纸输送位置纠偏成功率分别为71.8%和70%,说明本文方法可以通过提高内衬纸输送位置纠偏成功率提高烟草包装机内衬纸输送位置的纠偏效果。
3 结束语
本文提出了基于HMM的烟草包装机内衬纸输送位置纠偏方法研究,经测试发现,该纠偏方法不仅具有更好的纠偏效果,还可以提高纠偏性能。但本文研究中还存在很多不足,在今后的研究中,将对内衬纸的受力情况进行模拟研究,避免包装机内衬纸在运行过程中出现变形。
猜你喜欢
天天爱科学(2022年9期)2022-09-15
当代水产(2022年6期)2022-06-29
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
昆钢科技(2021年1期)2021-04-13
中国生殖健康(2020年8期)2021-01-18
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09