
有机粘结剂状态对硬质合金增材制造的影响
2022-08-22 08:07王海滨韩铁龙单宇鹏刘雪梅宋晓艳
中国体视学与图像分析 2022年2期
王 悦,赵 治,陈 健,王海滨,韩铁龙,单宇鹏,刘雪梅,宋晓艳
(北京工业大学 材料与制造学部/新型功能材料教育部重点实验室,北京 100124)
0 引言
WC-Co硬质合金由于其卓越的硬度、较高的耐磨性、优良的抗压和耐腐蚀性能满足现代工业和特种材料的需求而广泛应用于机械加工、石油钻井和金属切削等领域[1-2]。目前,硬质合金制备主要依赖粉末冶金方法,工艺繁琐、周期冗长[3-4],且材料较高的硬度与脆性导致其后期机械加工难度大[5],严重限制了硬质合金复杂结构的成形与先进功能器件的开发应用。
增材制造(Additive Manufacturing,AM)又称3D打印,是一种利用能量源将被加工材料逐层连接起来形成三维零部件的快速成形技术[6],可以实现复杂结构近净成形[7],在硬质合金先进制造领域具有巨大研究价值和商业潜力。选区激光熔化(Selective Laser Melting,SLM)[8-9]和选区激光烧结(Selective Laser Sintering,SLS)[10]是两种应用较为广泛的硬质合金3D打印技术[11]。SLM是利用金属粉末在高能激光束的热效应下完全熔化、经冷却凝固成形的制备技术[12],加工时温度快速升降过程中会在工件内部产生残余应力[13],造成多孔[14-15]甚至宏观微裂纹[8,16],此外金属粉末在熔道或熔道搭接处会发生球化现象,这些局限性缩短了材料的使用寿命。相比之下,SLS运用激光熔化有机粘结剂辅助硬质合金粉料打印成形,其工作温度通常不高于250℃,有效地避免了由于温度剧烈变化产生的晶粒内残余应力与晶体缺陷。然而,SLS打印的毛坯需通过高温热处理脱除有机物并实现致密化。伴随有机物气化离去,这一过程可能在材料内部产生较多的孔隙,降低材料的力学性能[17-18]。研究发现,通过SLS方法制备WC-Co生坯,烧结后可以达到的致密度约为65%[19-20]。可以看到,有机物的存在对硬质合金打印具有重大影响,研究有机物对打印质量的影响机理具有重要的科学价值。
尽管有机粘结剂的使用对硬质合金增材制造的影响已被广泛注意,但对其系统和定量的分析仍然十分匮乏。除了粘结剂含量,其粒径、分布状态和均匀度等对打印件最终质量的作用缺乏实验研究。基于此,我们利用传统机械混合和溶胶凝胶法制备了两个系列的含有不同有机粘结剂的硬质合金毛坯,通过物理与化学方法对其中有机粘结剂的含量、粒径和空间分布进行了调控。通过宏观观测与微观形貌表征,阐明了有机粘结剂状态参数对打印毛坯烧结质量的影响。实验证实,有机粘结剂对3D打印过程的影响受多种参数共同控制。根据研究成果,本文还提出了优化SLS打印效果的可行方法。
1 实验
1.1 实验方法
1.1.1 实验原料
实验原料见表1所示。

表1 实验原料表
1.1.2 硬质合金生坯的制备
硬质合金块体采用Co质量分数为7%的原料粉末经制坯、烧结而成。WC-7Co粉末由WC和Co在球磨机中以无水乙醇为介质湿磨制成,其SEM微观形貌和物相组成如图1所示。WC平均晶粒尺寸为320 nm,物相较为纯净。
为比较有机物的影响,制备了以AAm或PA66为主体的两种硬质合金生坯(表2、表3)。以AAm为粘结剂的生坯制备方法如下。
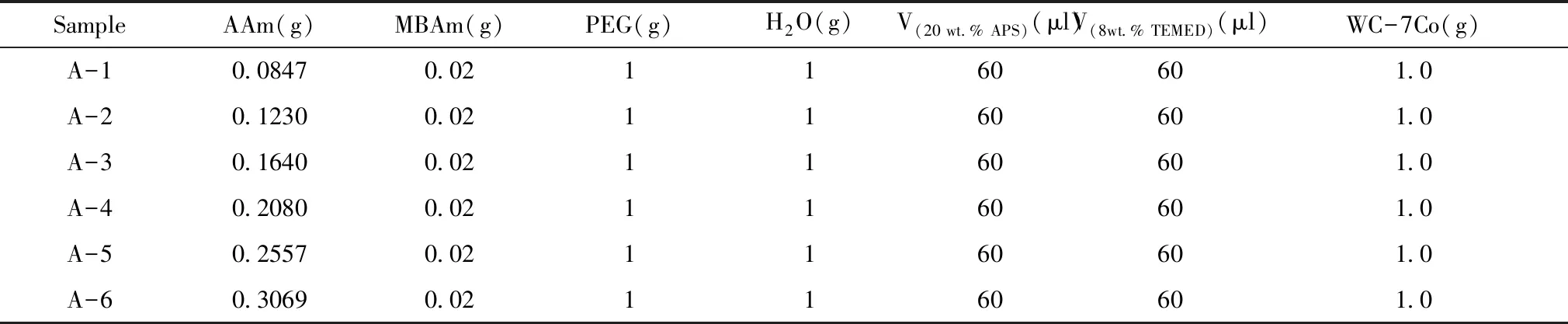
表2 含PAAm的WC-7Co生坯原料配比表
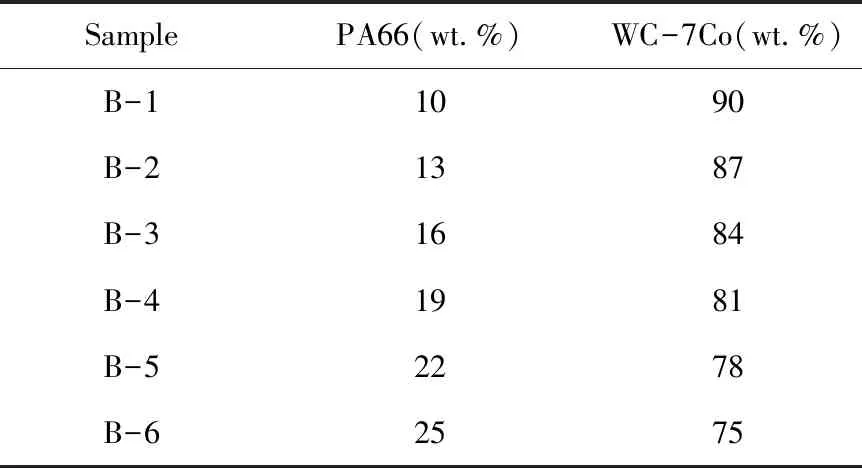
表3 PA66/WC-7Co生坯原料配比表
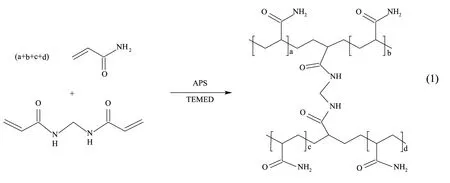
称取适量AAm、PEG和MBAm,加入去离子水超声约20 min至完全溶解;向溶液中加入自制WC-7Co粉末,通过旋涡振荡器混合均匀;向混合溶液中加入20 wt.% APS溶液,快速振荡混合均匀后立即加入8 wt.% TEMED溶液,再次振荡混合均匀后迅速倒入模具,水平放置约30 min得到凝胶化的生坯。在此过程中给反应单体AAm和交联剂MBAm,在引发剂APS的作用下发生自由基聚合反应生成高分子网络结构(即聚丙烯酰胺PAAm),使得液相混合物固化成形。将生坯置于足量的去离子水中浸泡约48 h,此过程中PAAm发生溶胀,PEG从生坯中脱离进入到去离子水中。将浸泡后的生坯于室温干燥后得到待烧结样品。
以PA66为粘结剂的样品制备方法如下。
计算并称量特定质量PA66粉末与WC-7Co粉末通过漩涡振荡器混合均匀,在刚玉(Al2O3)坩埚中轻轻按压铺平,记为PA66/WC-7Co混合物。
1.1.3 溶胶凝胶化反应机理
(1)自由基聚合机理:本研究中的凝胶化过程符合自由基聚合原理,发生反应时,APS与TEMED作为引发剂,产生活性自由基,引发单体AAm聚合,同时MBAm与AAm链交联,从而生成三维网络结构PAAm。其化学反应方程为:
(2) 荧光标记机理:在前体中加入适量荧光素O-甲基丙烯酸酯,由于荧光素O-甲基丙烯酸酯具有丙烯酰结构可作为反应单体参与聚合反应插入到高分子网络结构中,经过荧光素O-甲基丙烯酸酯修饰的PAAm在荧光显微镜下呈绿色,便于体视学表征。其化学反应方程为:

1.1.4 硬质合金生坯的烧结工艺
上述生坯经热处理可得到烧结脱蜡的硬质合金块体,这也是SLS打印过程的一个标准步骤。为获得最佳烧结致密化效果,对纯PAAm凝胶和PA66进行热重分析(TG)。通过TG曲线发现PAAm在250~450℃之间分解速度较快,PA66在400~550℃之间分解较快。为避免有机物剧烈气化对烧结过程造成的不利影响,选择在250~550℃温度区间进行缓慢升温,并在550℃时保温120 min以达到较好地脱蜡效果。脱蜡后的生坯可进一步在最高温度为1480 ℃的常压氩气保护下烧结,获得致密化的WC-7Co硬质合金烧结块体。PAAm和PA66的TG曲线及生坯的烧结工艺曲线如图2所示。
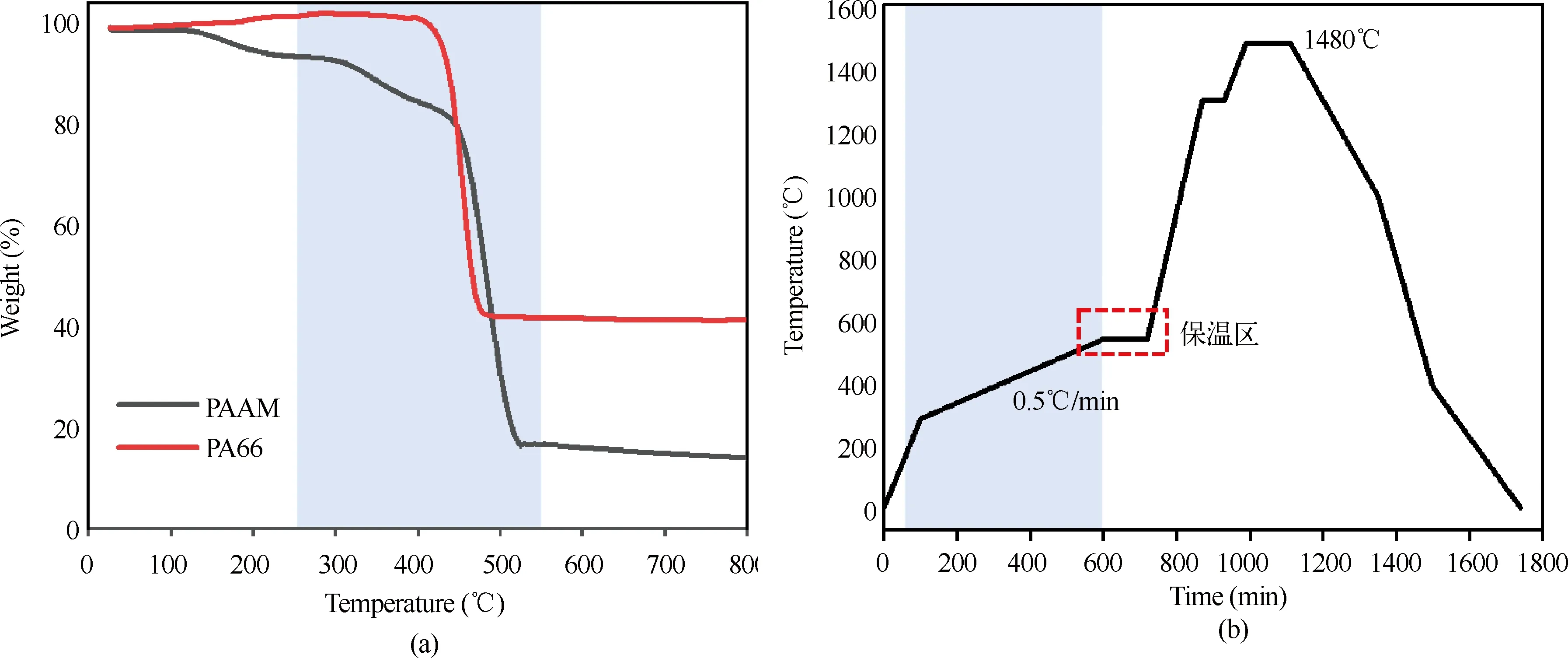
图2 PAAm和PA66的TG曲线及烧结工艺曲线(a) TG曲线;(b) 烧结工艺曲线
1.2 样品的测试与表征方法
1.2.1 测试试样的制备
样品在LEICA DM6型荧光显微镜及Nova NanoSEM200超高分辨率场发射扫描电子显微镜下进行显微组织观察及孔隙率统计时,需保持样品表面平整光洁。故可采用四种不同粒度的Phoenix 4000试样金刚石磨盘和0.5 μm的抛光膏,对样品表面进行打磨和抛光处理至样品表面呈镜面光泽。
1.2.2 试样表征方法
(1) 致密度与孔隙率
硬质合金致密度测定方法可参照GB/T 3850—2015《致密烧结金属材料与硬质合金密度测定方法》[21],根据阿基米德排油法进行测定,实验中使用J0300-3型电子天平(精度为0.001 g)测量试样在空气中和油中的质量,计算样品的致密度。本研究中通过对样品SEM微观图像进行分析,计算图片中孔洞面积与图像总面积的百分比,统计为样品的孔隙率。
(2) 分布均匀度
参照《图像特征点分布均匀性的评价方法》[22]一文,本文中图像分布均匀度可通过如下方式进行表征。对图片进行如图3方式拆分,统计各个部分有机物面积占图中有机物总面积的百分比Pi=Si/Spolymer,并计算区域面积百分数的方差σ2,通过式(3)来统计分布均匀度,数值越大表明分布均匀度越好。

图3 向量法图像分解示意图
u=-101 log(σ2)
(3)
2 结果与分析
2.1 有机粘结剂含量的影响
2.1.1 有机粘结剂含量设计
为了探究有机粘结剂含量对于WC-7Co硬质合金相对密度和孔隙率的影响,可对添加不同含量有机粘结剂的WC-7Co生坯烧结块体进行相对密度测定和微观形貌分析获得样品孔隙率。本实验中采用了两种不同有机粘结剂,分别为PAAm凝胶与PA66。PA66为SLS常用粘结剂之一,存在形式通常为独立的高分子微球。PAAm为高度交联的高分子网络结构,均匀分布在硬质合金粉料空隙中。同时,PA66与PAAm结构中均具有较高密度的酰胺键,化学成分较为相似。由表2、表3可知,A组为凝胶法获得的WC-7Co硬质合金块体,以反应单体、交联剂和引发剂完全反应为前提,AAm的含量设置为10 wt.%、13 wt.%、16 wt.%、19 wt.%、22 wt.%和25 wt.%;对照组B为在WC-7Co中添加不同质量分数的PA66粉混合均匀后进行相同的烧结处理获得添加PA66的WC-7Co硬质合金块体。图4为有机粘结剂含量不同的WC-7Co样品实物图。图5为添加不同含量PAAm和PA66的WC-7Co样品经常压下气氛保护烧结SEM微观形貌。图6为上述A、B两组WC-7Co样品烧结后相对密度与孔隙率变化曲线。

图4 不同含量PAAm和PA66的WC-7Co样品(a) 含PAAm凝胶样品;(b) PA66/WC-7Co混合物
2.1.2 对体视学表征参数的影响
实验发现,制备生坯时,随有机粘结剂的含量升高,烧结块体的相对密度降低,孔隙率升高。这是因为有机粘结剂含量越高,烧结分解时在WC-Co块体中留下的孔洞越多,Co相的流动难以充分弥补WC晶粒间以及粘结剂分解产生的孔洞,导致硬质合金块体中孔隙率较高,致密度难以提升。通过对上述A、B两组烧结块体相对密度和孔隙率的统计与分析,表明该现象在使用不同有机粘结剂时均有发现,具有普适性。
同时还发现,当有机粘结剂的添加量相同时,与PA66/WC-7Co机械混合物烧结块体相比,采用凝胶法制备的WC-7Co生坯烧结块体的相对密度较高,孔隙率较低,且形成的孔隙细小且均匀。当AAm与PA66的添加量相同时,通过自由基聚合反应生成的PAAm与添加的PA66含量相差不大,对烧结块体相对密度和孔隙率应较为接近,然而相对密度与孔隙率出现明显差距。这一结果表明,有机物含量并不是决定烧结质量的唯一因素。
2.2 有机粘结剂空间分布的影响
2.2.1 有机粘结剂空间分布均匀度表征
通过对有机粘结剂含量影响的探究,选择添加AAm样品成形效果好且烧结块体孔隙率较低的配比(A-3、A-4和A-5)及其对照组(B-3、B-4和B-5),进一步探索有机粘结剂分子大小和空间分布对烧结样品烧结效果的影响。分别制备添加AAm的WC-7Co生坯和PA66/WC-7Co样品,两组样品中有机粘结剂空间分布如图7所示,并对SEM图中有机粘结剂的分子尺寸进行统计以表征其在样品中的空间分布。对比图7中a1与b1可以发现,通过凝胶法制备的WC-7Co生坯中,PAAm分布均匀,为对其分子尺寸进行有效统计可添加荧光素O-甲基丙烯酸酯对PAAm进行染色处理(图7 a2中绿色部分为PAAm,黑色部分为WC-7Co)。对粘结剂分子尺寸统计并经高斯拟合(FWHM为高斯分布中半高峰宽)后发现,PAAm的FWHM数值较小,表明PAAm相粒度均匀,集中分布在6~16 μm之间,在生坯中的空间分布均匀度较高;而PA66的FWHM数值较大,表明其分子尺寸较大且粒度分布宽,大部分PA66分子分布在30~80 μm之间,与WC-7Co混合后均匀度较差。对图6 a2和b2中有机粘结剂的分布均匀性统计,如表4所示。图8为两组样品烧结块体SEM微观形貌。

图7 有机粘结剂含量为16 wt.%的WC-7Co样品中PAAm与PA66 的空间分布(a) 含PAAm的WC-7Co生坯烧结块体(a1和a2为不同分辨率图像,a3为PAAm分子尺寸统计);(b) 含PA66的WC-7Co生坯烧结块体(b1和b2为不同分辨率图像,b3为PA66分子尺寸统计)

表4 WC-7Co样品中PAAm与PA66空间分布均匀度统计
2.2.2 有机粘结剂分布对样品质量的影响
通过对多组有机粘结剂含量相同的含PAAm和PA66的WC-7Co烧结块体微观形貌分析,可以发现:通过凝胶法制备添加AAm的WC-7Co生坯烧结块体中的孔隙细小且分布均匀;而PA66/WC-7Co烧结块体中WC-7Co团聚成不规则块状,块之间为大面积的孔洞或残留有机物;表明有机粘结剂的空间分布均匀度越高,分子尺寸越小,WC-7Co烧结块体中孔隙率越低。
究其原因,凝胶法制备的生坯中有机粘结剂PAAm为自由基聚合反应生成的高分子网络结构,其在生坯中弥散度较高且分子尺寸小,空间上与WC-7Co的混合度高,在热处理时分解产生的孔隙小,Co相的流动容易弥补WC晶粒间以及粘结剂分解产生的孔洞,导致硬质合金块体的孔隙率较低;而PA66/WC-7Co混合物中PA66平均分子尺寸约为48 μm,最大可达到122 μm,通过物理混合手段难以与纳米级WC-7Co粉末达到均匀效果。图7 b2中展示了PA66分子与WC-7Co粉末的混合效果较差,甚至出现PA66分子“扎堆”现象,在空间上造成WC-7Co粉末堆积状态较为松散,热处理时形成Co相难以弥补的孔洞,从而导致材料的孔隙率高和相对密度难以提升。
通过上述关于粘结剂含量、粒径及其分布状态对WC-7Co烧结块体相对密度和孔隙率影响的研究,可以认为,SLS打印件的质量与有机粘结剂密切相关,降低SLS打印时前体中的粘结剂含量及其分子尺寸、增大粘结剂与金属粉末的均匀度,有利于达到良好的打印效果和在高温热处理后获得更为致密的工件。
3 结论
本文以丙烯酰胺为单体,通过凝胶法制备WC-7Co生坯并对其烧结块体的微观组织表征,并将之与添加PA66质量分数相同和热处理工艺相同的WC-7Co烧结块体进行对比,证明有机粘结剂的含量和空间分布状态会影响烧结块体中的相对密度和孔隙率,得出如下结论:
(1)WC-7Co烧结块体相对密度和孔隙率的影响与前体中粘结剂的含量、分子尺寸和均匀程度密切相关,与有机粘结剂质量分数相同的PA66/WC-7Co混合物相比,溶胶凝胶法对提高WC-7Co烧结块体的相对密度和降低孔隙率具有明显优势。
(2) 通过凝胶法制备的生坯中,前体中有机粘剂(AAm和PA66)的含量越高,烧结块体的相对密度越低、孔隙率越高。
(3) 通过凝胶法制备的生坯中,有机粘结剂的分子尺寸小且在生坯中的弥散度高,较为均匀的空间分布可有效降低烧结块体的孔隙率。
猜你喜欢
珠江水运(2022年19期)2022-10-31
西北水电(2022年2期)2022-06-08
粘接(2022年4期)2022-05-05
粘接(2022年4期)2022-04-29
珠江水运(2021年5期)2021-11-23
粉末冶金技术(2021年2期)2021-04-03
口腔医学(2020年9期)2020-09-28
山东科技大学学报(自然科学版)(2020年4期)2020-09-01
腐蚀与防护(2020年4期)2020-05-23
腐植酸(2016年1期)2016-12-16
