
提高二次再热机组参数的技术经济研究
2022-10-09 11:30於震跃徐红波郑应霞张卫灵陈顺义黄乃成
浙江电力 2022年9期
於震跃,徐红波,郑应霞,张卫灵,陈顺义,黄乃成
(1.中国电建集团华东勘测设计研究院有限公司,杭州 310007;2.中国能源建设集团浙江省电力设计院有限公司,杭州 310012;3.中国电建集团国际工程有限公司,北京 100036)
0 引言
随着全球气候变暖问题越来越受到重视,越来越多国家将碳减排和碳中和上升为国家战略。2020 年,国家主席习近平在第七十五届联合国大会上宣布,中国力争2030 年前二氧化碳排放达到峰值,努力争取2060 年前实现碳中和目标。按照2030年单位GDP(国民生产总值)二氧化碳排放比2005 年下降65%以上的新承诺目标来推算,“十四五”和“十五五”期间单位GDP 二氧化碳排放平均需降低17.6%。火力发电一直处于我国电力能源结构中的主导地位[1],我国85%以上的二氧化碳排放由燃煤造成,如何进一步提高燃煤发电机组的发电效率、减少煤炭消耗,对于“双碳”战略的实现具有重要意义[2]。提高汽轮机的蒸汽温度和压力是提升燃煤机组发电效率最主要的途径。超超临界二次再热发电技术是目前效率最高、发电标煤耗最低的先进技术,我国投运的二次再热机组参数主要为31 MPa/600 ℃/620 ℃/620 ℃。本文从材料、技术经济性等方面对进一步提高二次再热机组的蒸汽参数进行讨论,确定技术经济可行的二次再热机组高蒸汽参数方案。
1 超超临界二次再热机组蒸汽参数分析
二次再热即在传统的一次再热基础上增加一个再热,从而提高整个再热过程的平均吸热温度[3]。二次再热较一次再热具有可降低汽轮机排汽湿度、减少末级叶片的磨蚀、降低再热器温升、提高汽轮机转子稳定性等优点[4-5]。国外的二次再热机组主要建设于20世纪50年代至70年代,除个别机组外,主流机组参数为主蒸汽压力24 MPa、温度538 ℃,再热蒸汽温度不超过566 ℃。1989年和1991 年投产的日本川越电厂的700 MW 机组参数为31 MPa/566 ℃/566 ℃/566 ℃;1997 年 和1998 年投产的丹麦Skaerbaek 和Nordjyllands 电厂的411 MW 机组参数均为29 MPa/580℃/580 ℃/580 ℃[6]。目前我国已有13个超超临界二次再热机组电厂,其中除粤电惠来电厂和神华国华北海电厂尚未投运外,其余11 个发电厂的二次再热机组均已投运。我国的超超临界二次再热机组的蒸汽参数如表1所示。

表1 我国超超临界二次再热机组的蒸汽参数
由表1可知,我国的二次再热机组主蒸汽温度大多为600 ℃,华能瑞金电厂二期主蒸汽温度略高(605 ℃);一次再热蒸汽温度多采用620 ℃,华能瑞金电厂二期一次再热蒸汽温度略高(622 ℃);二次再热蒸汽温度多为620 ℃;主蒸汽压力均为31 MPa[7-8]。我国二次再热机组的蒸汽参数相对统一的原因主要有以下3点:
1)超超临界参数的锅炉在主蒸汽压力超过30 MPa、主蒸汽温度超过600 ℃时,在材料不变的情况下,锅炉过热器出口联箱及其管接头的设计、制造、焊接风险较大,因此锅炉制造厂商建议主蒸汽温度取600 ℃,最高不超过605 ℃。
2)目前超超临界机组的主蒸汽和再热蒸汽管道材料均采用A335 P92管材,当主蒸汽参数为35 MPa、600 ℃时,主蒸汽管道的外径与内径之比已达到1.7[9],处于DL/T 5054—2016《火力发电厂汽水管道设计规范》规定壁厚计算公式使用条件的临界值。考虑到汽轮机气缸壁厚、蒸汽管道壁厚增加引起的设备初投资提升,推荐主蒸汽压力取31 MPa。
3)由于A335P92 管材的推荐许用温度为630 ℃及以下,考虑再热蒸汽管道温降2~3 ℃和锅炉再热器5 ℃偏差,因此在管材不变的情况下,再热温度选取622~623 ℃。
2 机组提效和高温材料研究
2.1 提高二次再热机组效率的途径
2.1.1 提高主蒸汽温度和再热蒸汽温度
对于超超临界机组,主蒸汽温度对汽轮机容积流量和通流部分设计效率影响不大。根据制造厂的设计经验,在锅炉效率不变的情况下,主蒸汽温度每提高10 ℃,汽轮机热耗降低0.25%,可节省发电标煤耗约0.65 g/kWh;再热蒸汽每提高10 ℃,汽轮机热耗降低0.20%,可节省发电标煤耗约0.5 g/kWh。因此,提高主蒸汽和再热蒸汽温度对提高机组热效率的效果非常明显。而蒸汽温度提高主要受材料的许用温度限制,各国都在加紧研发更高等级的耐热钢材料。
2.1.2 提高主蒸汽压力
和提高蒸汽温度不同,主蒸汽压力的提高应考虑汽轮机通流效率的影响。主蒸汽压力提高时,蒸汽的比容减小,使得汽轮机超高压通流部分叶片高度减小,甚至需要采用部分进汽,导致叶片级的二次流损失和轴封漏汽损失增大,抵消一部分提高主蒸汽压力所获得的热效率提升。压力低于30 MPa时机组热效率随主蒸汽压力的提高上升很快,压力高于30 MPa 时热效率上升幅度减小。在相同温度下,将主蒸汽压力从25 MPa 提高到30 MPa,超超临界机组热效率能够提高约0.7%~1.3%[10];若进一步从30 MPa 提高到35 MPa,机组热效率只能提高约0.5%。根据相关研究,超超临界二次再热机组主蒸汽压力大于35 MPa后,机组效率增加将放缓甚至降低。
2.2 630 ℃以上耐高温材料研究
二次再热机组蒸汽参数提高主要受限于高温材料,目前超超临界机组采用的耐高温材料大致分三类:马氏体/铁素体耐热钢、奥氏体耐热钢、镍基合金。
马氏体/铁素体耐热钢是由铁素体/珠光体耐热钢发展而来,通过加入铬和钼大幅提高普通碳钢的耐热性[11]。目前9%Cr 系的马氏体/铁素体耐热钢已经在世界范围内的620 ℃等级超超临界机组得到广泛应用。我国目前研制的G115 材料(9Cr-3W-3Co-Cu-V-Nb)是一种新型马氏体耐热钢,可用于650 ℃及以下蒸汽参数的耐高温材料,持久强度远优于P91 和P92 钢,其在625 ℃和650 ℃下的目标许用应力是T/P92钢的1.5倍以上[12]。
奥氏体耐热钢主要是为了克服铁素体耐热钢抗氧化能力较差而提出的,自20世纪50年代开始研发,经过对材料配方的不断研究和完善,已经有成熟应用的304型奥氏体耐热不锈钢、SUPER3 04H合金钢、S31042(HR3C)不锈钢。上述材料已在620 ℃等级超超临界机组中已经得到广泛应用。耐650 ℃以上高温的奥氏体钢主要有HR6W、SAVE25、Sanicro25 等,这些材料的持久强度试样时间、焊材选择和焊接工艺等关键环节技术尚未成熟。
镍基耐热合金最早是为了满足1998 年欧盟提出的AD700 计划——蒸汽参数达到700 ℃的要求而提出的。我国在2010 年提出了700 ℃超超临界燃煤发电技术研究计划[13]。目前,700 ℃及以上参数的镍基耐热合金备选的主要有Inconel 740、Alloy 617、Alloy 263、铁镍基合金HT700、HT650等[14]。其中HT700和HT650是由我国华能西安热工院自主设计研发的针对650 ℃以上的高温铁镍合金钢。但上述材料的晶相结构稳定性、持久强度试样时间、成分影响和焊接技术等关键环节还存在很多亟待解决的问题。
2.3 可工程应用的二次再热机组高蒸汽参数研究
根据锅炉制造厂的研究,对于650 ℃等级锅炉受热面炉内管材可选用奥氏体钢Sanicro25、HT650T、HR6W、C-HRA-5、HT650T 等 材料,集箱和大口径管道可选用镍基合金617B 或C-HRA-3、HT650P 等材料。630 ℃等级高温受热面炉内管材可选用奥氏体钢Sanicro25 或CHRA-5等材料,集箱和大口径管道可选用铁素体钢SAVE12AD 或铁素体钢G115 等材料。但上述材料的长期性能还需要在电站运行中验证。
根据汽轮机制造厂的研究,650 ℃等级汽轮机的高温部件目前没有技术成熟的钢材可以采用。无论是铁素体、奥氏体耐热钢或者铁镍基合金材料,均需进行大量的深入研究工作,包括大型铸锻件和关键部件的研制及试验验证等。630 ℃等级汽轮机的高温部件可在620 ℃等级的超超临界机组高温转子和汽缸所使用的铁素体钢基础上进行改进,以满足设计和使用要求。
电力规划设计总院在2016 年召开了“650 ℃超超临界燃煤发电技术可行性研讨会”,会议认为,鉴于目前国内外材料研发情况,尚不具备建设650 ℃超超临界机组工程的条件,630 ℃超超临界机组工程初步具备建设示范工程的技术条件。目前我国国内已有2个630 ℃等级超超临界二次再热机组示范项目,分别是大唐郓城电厂和申能安徽平山电厂二期项目,其中申能安徽平山电厂二期项目已投入商业运行。
3 620 ℃等级和630 ℃等级高参数超超临界二次再热机组经济性分析
国内东方电气集团、上海电气集团、哈尔滨电气集团三大主机制造商自2011 年开始对630 ℃等级超超临界机组的锅炉和汽轮机的重要部件选材和试验开展了大量的研究工作,并和国内各大电力设计院合作,针对630 ℃等级主机参数选择进行研究,推荐35 MPa/615 ℃/630 ℃/630 ℃蒸汽参数作为630 ℃等级超超临界二次再热机组的典型设计参数。
本文以1 000 MW 超超临界二次再热机组为例,针对常规620 ℃等级蒸汽参数方案(方案一)和630 ℃高蒸汽参数方案(方案二),从主机设备初投资、主要辅助设备初投资、主要汽水管道初投资、主厂房土建费用、年检修费用等方面进行技术经济性比较。具体蒸汽参数如表2所示。
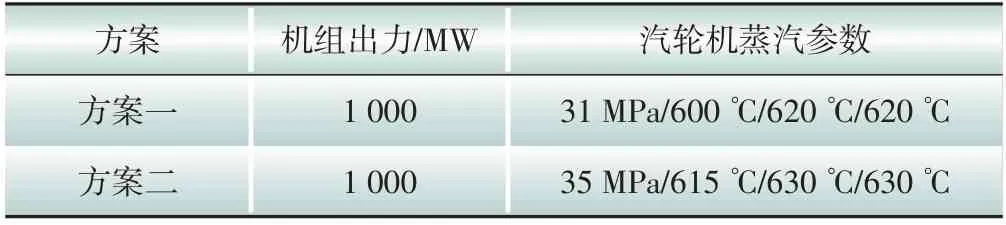
表2 620 ℃等级和630 ℃等级蒸汽参数
3.1 主机设备初投资比较
二次再热超超临界机组的主机设备为锅炉、汽轮机和发电机。相较于方案一,方案二汽轮机和锅炉高温受热部件的材料需要升级更换或增加材料使用量,比如汽轮机超高压转子、中压阀门、高压内缸升级为新的CB2 和FB2 材料,锅炉受热面升级为奥氏体钢Sanicro2。发电机价格没有变化。根据锅炉和汽轮机制造商的报价,两种方案的设备初投资比较如表3所示。

表3 单台机组主机设备初投资比较
3.2 主要汽水管道投资比较
对于方案一,主蒸汽管道和高温再热蒸汽管道的设计温度低于630 ℃,管道的材料仍可采用A335 P92。对于方案二,由于主蒸汽管道和高温再热蒸汽管道的设计温度已超过630 ℃,需要将材料升级为更高等级的耐高温材料,暂定经济性良好的国产新型耐高温材料G115。由于二次再热机组的低温再热管道设计温度将超过425 ℃,方案一和方案二的低温再热管道均需采用A691Gr1-1/4CrCL22或A691Gr2-1/4CrCL22材料,方案二较方案一的管道壁厚需要增加。对于高压给水管道,原15NiCuMoNb-5-6-4 材料仍然适用,由于方案二较方案一的设计温度和压力有所提高,给水管道壁厚需相应增大。主要汽水管道初投资比较如表4所示。

表4 单台机组主要汽水管道初投资比较
3.3 主要辅助设备投资比较
方案一和方案二主要辅助设备的差异是给水泵组和高压加热器。相同机组出力条件下,方案二较方案一给水泵组的流量有所下降,扬程略有提高,根据给水泵制造商的意见,方案一和方案二的给水泵组造价基本相同。方案二的回热加热蒸汽温度和压力较方案一都有所提高,高压加热器的选材壁厚需大幅增加,在方案一和方案二相同的回热级数和单双列配置前提下,方案二的高压加热器设备初投资较方案一高约200万元,如表5所示。

表5 单台机组主要辅助设备初投资比较
3.4 主厂房土建费用投资比较
主厂房土建费用主要取决于主厂房的尺寸。在相同边界条件(如地质结构、厂房布置、主机制造商等)下,方案一和方案二的整体系统配置没有差别,设备和汽水管道没有明显不同,因此两种方案的主厂房尺寸基本一致,主厂房土建费用差别不大。
3.5 总初投资比较
综上所述,方案一和方案二的机组总初投资比较如表6 所示,方案二较方案一单台1 000 MW超超临界二次再热机组的总初投资增加13 200万元。

表6 方案一和方案二单台机组总初投资比较
3.6 年检修维护费用比较
目前国内630 ℃等级的二次再热机组只有申能安徽平山电厂二次再热机组投运,且投运时间不久,因此630 ℃等级的二次再热机组检修维护费用尚无法明确。根据主机设备制造商的意见,主要是锅炉高温维护检修部件费用有所增加,但是每年的检修维护费用尚不能给出确切数据,因此针对方案一和方案二的检修费用本文暂不考虑。
3.7 综合技术经济比较
蒸汽参数由方案一的31 MPa/600 ℃/620 ℃/620 ℃提升至方案二的35 MPa/615 ℃/630 ℃/630 ℃后,锅炉效率基本保持不变(约为95%),汽轮机热耗可降低约90 kJ/kWh。以单台机组年利用时间5 000 h、标煤价格800 元/t 为比较条件,对两种方案进行综合技术经济比较,结果见表7。

表7 方案一和方案二单台机组综合技术经济比较
由表7 可知,方案二较方案一初投资增加13 200 万元,在不考虑机组年检修维护费用的前提下,按当前标煤价格800 元/t、年利用时间5 000 h 计算,方案二较方案一每年节约标煤费用约1 308万元,整体年收益较方案一仅高出约36.4万元。根据测算:当标煤价格高于820元/t时,方案二的经济性更好;当标煤价格低于820 元/t 时,方案一的经济性更好。
考虑到未来二氧化碳排放配额交易,方案二较方案一每年减少发电标煤1.6 万t,可减少二氧化碳排放量4.3 万t,若按50 元/t 的碳排放交易价格,则每年可通过碳排放交易增收215万元。此时根据测算,当标煤价格高于690元/t,方案二的经济性更好。
4 结语
1)提高汽轮机进汽压力和进汽温度是目前超超临界二次再热机组提高效率的主要途径。目前,我国投运的超超临界二次再热机组的蒸汽参数基本为31 MPa/600 ℃/620 ℃/620 ℃。
2)根据目前高温材料的研发情况,630 ℃等级的超超临界二次再热机组方案已初步具备建设示范工程的技术条件。根据国内各大主机设备制造商和设计院的研究,推荐35 MPa/615 ℃/630 ℃/630 ℃为630 ℃等级二次再热机组的典型蒸汽参数。
3)对方案一和方案二比较分析可知,方案二较方案一初投资增加13 200 万元。当标煤价格高于820元/t时,方案二的经济性更好;当标煤价格低于820元/t时,方案一的经济性更好。
4)考虑到未来二氧化碳排放配额交易,方案二较方案一每年二氧化碳排放量减少4.3 万t,按50 元/t 的碳排放交易价格,则每年可通过碳排放交易增收215 万元。此时,当标煤价格高于690元/t时,方案二的经济性更好。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
中国应急管理科学(2022年2期)2022-05-23
科学文化评论(2021年5期)2021-04-23
文萃报·周五版(2020年21期)2020-06-03
科学导报(2020年31期)2020-05-26
人民交通(2020年2期)2020-04-16
装备维修技术(2019年1期)2019-09-10
科技风(2019年36期)2019-01-13
科学与技术(2018年19期)2018-05-16
军事文摘·科学少年(2017年1期)2017-04-26
