硫酸阳极化膜层出现白色粉末问题原因分析
2022-10-14 08:37刘巧娣邓国军
电镀与精饰 2022年10期
刘巧娣,邓国军
(贵州航天风华精密设备有限公司,贵州贵阳 550009)
铝合金具有密度低、强度高、加工性能好及焊接性能优良等特点,广泛应用于航空航天工业及民用工业等领域,使用量仅次于钢,是航空航天工业主要结构材料之一[1]。铝合金主要用于制作蒙皮、框架、舱体、壳体、壁板和起落架支柱等零部件,目前铝合金在民机上的用量占飞机自身质量的60 %~80%,在第四、五代军机上的用量也不低于20%。
铝合金的化学性质活泼,在干燥空气中铝的表面立即形成厚约1~3 nm的致密氧化膜,铝合金表面自然形成的氧化膜很薄,其耐蚀性和耐磨性受到一定的限制[2]。表面处理技术是铝合金使用中非常重要的一环,以解决或提高防护性、装饰性和功能性三大方面问题。铝合金常用的表面处理技术主要有:阳极氧化、化学氧化、电镀和化学镀、微弧氧化和激光熔覆技术,其中最常用的是铝合金阳极氧化技术,通过阳极氧化技术在其表面制备出一层连续、均匀、多孔、致密的阳极氧化膜,增强铝合金基体的耐蚀性和耐磨性。硫酸阳极化是采用硫酸作为电解液对铝合金进行处理,可获得厚度20 μm以上吸附性较好的膜层,适用于一般耐蚀性、耐磨性防护功能,硫酸阳极氧化膜多孔,但吸附能力强,硫酸电解液稳定,操作简单,在铝合金阳极氧化工艺中应用较广泛[3]。
铝合金硫酸阳极氧化过程中可能会出现一些问题,在某铝合金壳体零件硫酸阳极化时,膜层出现了疏松的现象,针对该问题进行了验证试验,确定问题产生的原因并制定解决措施。
1 问题现象
壳体零件材料为2A14,2A14属于2XXX系合金,具有密度小、强度高、加工性能好等优点,同时具有良好的耐热性,广泛应用于航空航天、国防工业以及民用工具领域[4]。
壳体零件要求进行本色阳极化,尺寸精度要求较高,在生产过程中不经过碱蚀、出光等生产工序,壳体零件生产的工艺流程为:除油→超声波清洗→硫酸阳极化→热水封闭。零件在表面处理完成后表面出现了白色粉末,问题现象如图1所示。

图1 壳体零件表面出现的白色粉末照片Fig.1 Photograph of white powder appearing on the surface of shell parts
一般来说,铝合金阳极氧化膜层的性能主要取决于膜层的相组成、结构以及膜层厚度,而影响铝合金阳极氧化膜层相组成、结构、硬度以及厚度的主要因素是工艺参数[3]。相关资料和标准中指出,铝合金硫酸阳极化后表面出现白色粉末主要分为两种情况:膜层疏松和封闭“粉霜”,膜层疏松主要出现在硫酸阳极化过程中,封闭“粉霜”出现在热水封闭环节,需要对两个过程进行分析,找到问题产生的真正原因。
2 硫酸阳极化过程分析
2.1 机理分析
硫酸阳极化氧化膜为双层结构,内层为致密的Al2O3,称为阻挡层,外层是由孔隙和孔壁组成的多孔层。硫酸阳极化膜层结构及生长过程如图2所示。

图2 阳极化膜层结构及生长阶段示意图Fig.2 Diagram of the structure and growth stage of the anode film layer
零件在硫酸阳极化过程中,氧化膜的生成是在生长和溶解这对矛盾过程中发生和发展的,通电瞬间,由于氧和铝有很大的亲和力,在铝上迅速形成一层致密无孔的阻挡层。其厚度取决于槽电压,一般为15 nm左右,它具有很高的绝缘电阻,由于氧化铝比铝原子体积大,故发生膨胀导致阻挡层变得凹凸不平,加之化学溶解的作用形成了多孔状膜层。当多孔层的形成速度和溶解速度达到动态平衡时,膜厚达到极限值。当多孔层的溶解速度过快时,便会导致氧化膜层不致密,甚至产生膜层疏松脱落的情况。此外溶液中杂质离子含量高时膜层的孔隙率升高,氧化膜结合力下降也会产生膜层疏松。
2.2 硫酸阳极化过程分析
壳体零件阳极化过程中各生产参数见表1,表1中还将各生产参数与标准QJ/Z67《铝及铝合金硫酸阳极氧化膜层生产说明书》进行了对比。

表1 壳体零件阳极化生产过程各参数Tab.1 Parameters of the anode production process of shell parts
硫酸阳极化的过程中,零件表面氧化膜的形成和溶解是同时进行的,导致多孔层溶解速度加快的因素都是导致氧化膜层疏松的原因。
硫酸阳极化过程中溶液温度会升高进而加剧氧化膜的溶解速度,硫酸阳极化过程温度超过30℃,氧化膜会出现粉化现象,质量变差[5]。硫酸阳极化过程中硫酸浓度过高或提高电流密度,阳极化膜生成速度和溶解速度加快,易造成氧化膜的疏松和粉化,氧化时间过长也会降低阳极化膜层质量。通过过程复查分析,在壳体零件生产过程中各参数氧化温度、电流密度、氧化时间、硫酸浓度等均符合标准要求,不会导致阳极化膜层出现疏松。
对硫酸阳极化槽液中的杂质离子进行了分析,分析结果见表2。
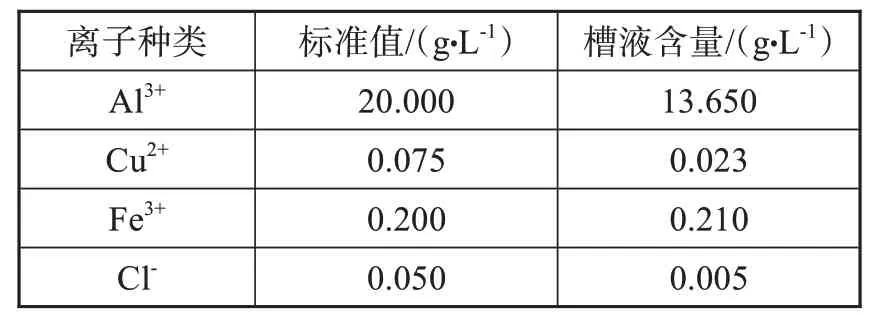
表2 硫酸阳极化槽液杂质离子分析情况Tab.2 Analysis of impurity ions in sulphuric acid anodizing bath solution
溶液中杂质离子的含量也会对氧化膜层的质量产生影响,少量的铝离子是硫酸阳极化槽液中的必要元素,在生产中铝离子会不断积累,一般铝离子控制在2~12 g/L范围内,极限浓度为20 g/L,此外文献资料指出,应控制槽液中铜离子含量小于0.02 g/L[6],铜离子会导致氧化膜出现黑点、疏松等缺陷。通过槽液杂质分析可以看出,铝离子浓度偏高,铁离子也超出标准要求。
进一步选取了膜层表面出现的白色粉末采用扫描电镜进行了成分分析,分析结果见图3和表3。

表3 白色粉状物质分析情况Tab.3 Analysis results of white powder

图3 白色粉末能谱分析结果Fig.3 Energy spectrum analysis results of white powder
通过对零件膜层上脱落的白色粉末物质进行分析可以看到,硅含量也很高,一般硫酸阳极化槽液中不存在硅离子的成分。通过对硫酸阳极化槽液生产的产品进行复查发现,该生产线生产了大量的ZL104的材料零件,ZL104材料中含有10 %的硅元素[7],在零件生产过程中硅元素不断地溶解在硫酸阳极化槽液中,导致槽液中硅离子不断积累增多。
零件表面脱落的白色粉末中铝离子含量很高,说明了膜层表面出现的白色粉末状物质主要为疏松脱落的阳极化膜层。通过对槽液杂质离子以及零件表面白色粉末成分分析,确定铝离子、铁离子、硅离子等杂质元素含量偏高,杂质离子含量高时阳极化膜层的孔隙率升高,氧化膜表面粗糙,氧化膜结合力下降,导致壳体零件阳极化膜层结合力下降,出现了疏松的现象。
3 热水封闭过程分析
3.1 机理分析
硫酸阳极化膜层具有很高的孔隙率和吸附能力,因此必须进行封孔处理,热水封闭就是利用水化反应产物体积膨胀而堵塞孔隙的高温封孔工艺。在热水封闭过程中,阳极化膜层发生如下反应[8]:
这种大晶体的水化氧化铝是稳定而不可逆的,被水化的结晶氧化膜体积膨胀,将膜孔堵塞。在高温封孔过程中容易产生“粉霜”,它是由孔壁溶解下来的铝离子向外扩散到氧化膜表面产生水化作用的结果。
3.2 热水封闭过程分析
通过进行对比试验,在同样硫酸阳极化生产条件下,反复使用一周的热水所封闭的零件其表面白色粉末物质较多,而新更换的热水其封闭的零件表面白色粉末较少。
壳体零件阳极化完成后需要经过热水封闭,封闭温度在90℃以上。水纯度越高,封闭质量越好,微量杂质元素会抑制水化反应,导致封孔效果变差且杂质元素会吸附在阳极化膜层孔隙内,导致零件表面产生封闭“粉霜”。在封闭使用的水中含有一定的钙、镁等杂质离子,当封闭用水反复经过高温加热,水中的水垢以及零件封闭过程中引入的杂质会逐渐增多。当封闭水中杂质较多时,在零件封闭过程中水垢等杂质会在膜层表面沉积,导致零件表面出现较多的封闭“粉霜”。在故障零件膜层表面出现的白色粉末物质的分析结果中含有钙元素和镁元素,说明阳极化膜层表面的白色粉末中有封闭“粉霜”的成分。
4 结论
(1)壳体零件硫酸阳极化膜层表面出现的白色粉末主要是疏松脱落的阳极化膜层,此外还含有少量的封闭“粉霜”。
(2)硫酸阳极化槽液中铝离子、铁离子、硅离子等杂质含量偏高,导致壳体零件阳极化膜层结合力下降,出现了疏松粉化的现象。
(3)热水封闭过程中使用的水反复使用杂质离子会增多,导致阳极化膜层表面会出现较多的封闭“粉霜”。
猜你喜欢
石油和化工设备(2022年9期)2022-10-18
装备环境工程(2022年8期)2022-09-07
电子乐园·下旬刊(2022年5期)2022-05-13
中国食品(2021年18期)2021-09-28
中国计算机报(2020年28期)2020-08-10
理科考试研究·高中(2017年7期)2017-11-04
有色金属材料与工程(2017年3期)2017-07-15
中学生理科应试(2017年2期)2017-04-01
科技资讯(2016年8期)2016-05-14