高速道岔横向加速度报警原因分析及整治方法
2022-10-31 10:01蒋富根中国铁路上海局集团有限公司徐州工务段
上海铁道增刊 2022年2期
蒋富根 中国铁路上海局集团有限公司徐州工务段
1 车载式线路检查仪数据分析
1.1 检测数据
某新建高速铁路设计速度350 km/h,正线铺设CN系列P60-1/18道岔24组。线路开通运营后2个月内,正线道岔区段(道岔及其前后30 m范围内)频繁发生车载式线路检查仪横向加速度报警,累计报警达712次,占全线晃车仪报警总数的72%,平均每天报警12次。
通过人工添乘,并结合综合检测列车波形图分析,发现道岔区段不良处所主要集中在基本轨前后及辙叉后端,如图1所示。
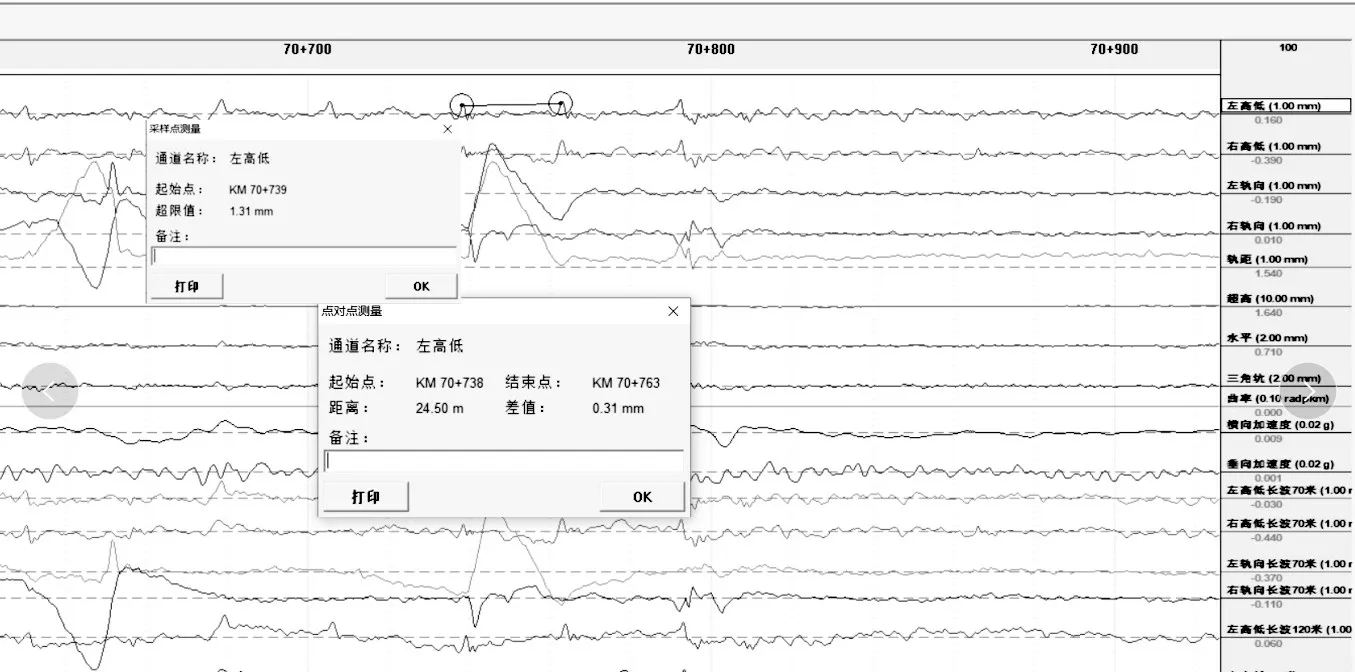
图1 某站道岔区段综合检测列车动态波形图
1.2 静态复查
以道岔及前后200 m范围为单元,利用轨道检查仪对几何尺寸进行测量,同步对轨道结构状态、心轨和转辙部位尖轨降低值、结合部密贴状态、焊缝平直度等进行检查。检查发现道岔密贴良好,仅个别道岔在转辙部位存在2 mm左右的轨向,满足道岔静态几何尺寸经常保养要求。但部分道岔焊缝顶面存在+0.3 mm~0.5 mm左右的凸起。
2 车载式线路检查仪报警原因
2.1 常规方法整治效果
针对检查发现的道岔区段轨向不良及焊缝平直度超标问题,工务部门对道岔及其前后200 m范围内的线路进行了精调。利用焊缝平直度测量仪和焊缝打磨机开展了焊缝打磨,并对个别道岔尖轨降低值进行了调整。
采取上述措施整修后,经车载式线路检查仪检测,报警频次降幅不大,平均每天道岔区段仍有10次左右的报警。
2.2 道岔区轮轨关系分析
2.2.1 钢轨廓形测量
车载式线路检查仪通过安装在车体底架纵中心线前后牵引梁对应位置的加速度传感器实时采集水平、垂直方向振动信号。车载式线路检查仪横向加速度报警是轮轨关系不良的具体反映,基于动车组在其他高铁及本线线路区段运行良好的前提,应重点关注道岔区钢轨廓形。
为此,对道岔及其前后的钢轨光带、钢轨廓形等进行了调查。选取某站N108#岔为例,发现道岔区钢轨光带宽度增大,达40 mm,偏向轨距角一侧,超出通常值(20 mm~30 mm)10 mm。
依据高速铁路钢轨打磨实施细则,选取道岔内的MP1-MP6共计6个测点进行测量,如图2所示。
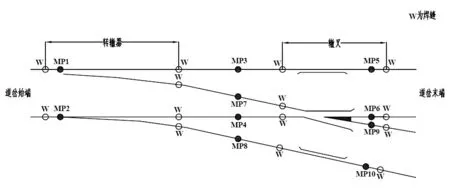
图2 道岔区轮轨接触光带测量点
钢轨实测廓形与设计廓形的对比情况如图3所示。采用钢轨廓形质量指数(GQI)进行计算评价,实测MP5、MP6测点GQI仅为39.1、35.5,小于合格标准60,说明钢轨实测廓形与设计廓形差异较大,其中内侧工作边10°至20°处最大偏差0.49 mm,20°至50°圆弧处最大偏差1.14 mm,超出钢轨打磨轨头廓形验收标准(见表1)。偏差过大引起动车组异常振动,导致车载式线路检查仪横向加速度报警。
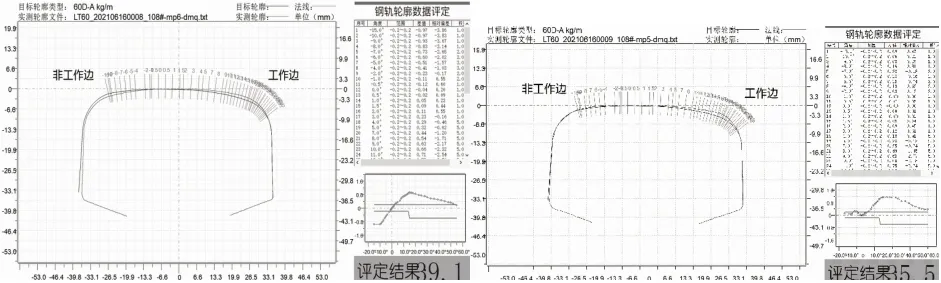
图3 某站108#道岔岔后测点廓形

表1 钢轨打磨轨头廓形验收标准(手工检测)mm
2.2.2 钢轨廓形分析
道岔用标准断面钢轨采用TB60廓形,道岔外钢轨采用60N廓形,两者之间存在差异。此外,该线主要运行动车组类型为CRH380B,采用S1002CN车轮形面,与TB60钢轨匹配情况如图4所示,轮轨接触不在轨头踏面中心区域,偏向轨距角一侧。当动车组通过道岔区段时,车轮交替通过廓形不一致区段,且道岔区钢轨廓形与主型通行动车组轮轨关系不匹配,这两者相结合是车载式线路检查仪横向加速度报警的主要原因。
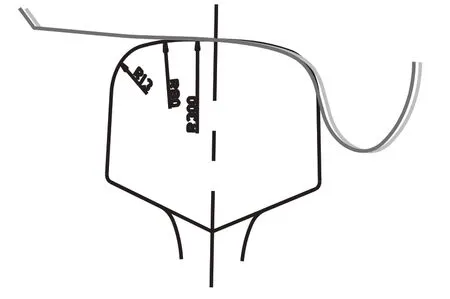
图4 S1002CN(CRH3)与TB60钢轨匹配情况
3 车载式线路检查仪报警整治方法
3.1 廓形设计及工艺参数
3.1.1 钢轨设计廓形
根据《高速铁路钢轨打磨管理办法》(铁总运〔2014〕357号),铺设标准60 kg/m钢轨且允许运行除动车组以外客车的区段,以及铺设60N钢轨的区段,钢轨打磨的目标廓形为60 N廓形;铺设标准60 kg/m钢轨且仅运行动车组的区段,钢轨打磨的目标廓形为设计廓形(即60D廓形)。综合考虑该高铁线路区间铺设60N U71MnG钢轨和道岔铺设60 kg/m U71MnG钢轨,以及开通后仅运行动车组的实际情况,确定道岔钢轨釆用60D设计廓形进行打磨。
3.1.2 钢轨打磨参数
通过设定科学合理的打磨工艺参数(打磨砂轮分布角度、打磨电机功率及打磨作业速度),可以减少打磨遍数,高效地实现打磨廓形与目标廓形相吻合,并能保证较好的钢轨表面粗糙度,以及实现打磨平面均匀光滑过渡,轨面无连续发蓝带及周期性打磨痕迹。
道岔钢轨具体打磨模式根据现场打磨车状态及钢轨情况进行适当调整,一般而言,道岔区段打磨采用CMC-20道岔打磨车打磨道岔钢轨,打磨成60D廓形需打磨约14~20遍,其中廓形修复约6-10遍,通打模式约8-10遍。此外,道岔内60D廓形钢轨与道岔外60N廓形钢轨需过渡顺接,顺接打磨区域不得小于10 m,具体打磨量如表2所示。
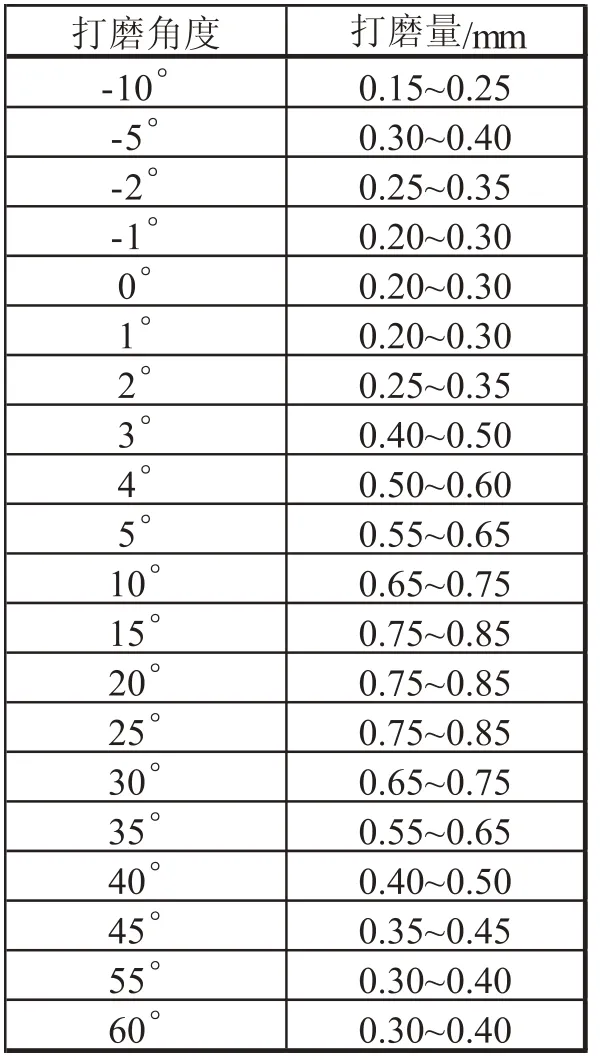
表2 60D廓形预打磨的打磨量参考值
3.2 打磨整治效果
3.2.1 打磨后的廓形及光带
使用钢轨廓形测量仪对打磨后的钢轨廓形进行测量,结果如图5所示。打磨后钢轨实测廓形与设计廓形基本接近,内侧工作边10°至20°圆弧处最大偏差+0.16 mm,20°至50°圆弧处最大偏差+0.18 mm(-0.21 mm),满足钢轨打磨轨头廓形验收标准(见表1),MP5、MP6测点处GQI分别从打磨前的39.1、35.5改善至79.2、74.7。光带基本居中,光带变化趋于稳定,表明轮轨匹配状态良好。
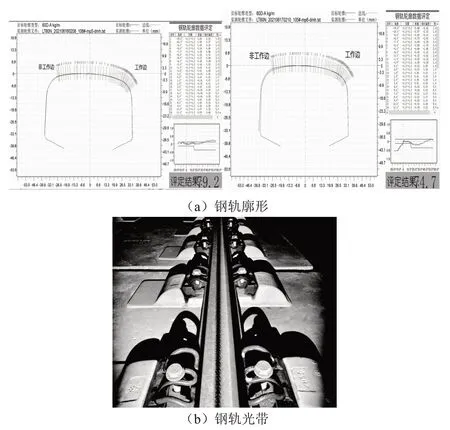
图5 打磨后钢轨廓形验收及光带情况
3.2.2 打磨后车载式线路检查仪报警
按此方法对全线道岔打磨后,车载式线路检查仪横向加速度报警基本消除,人体感觉良好,实现了预期的质量控制目标。
4 结束语
(1)相比于普速铁路,高速铁路更应关注轮轨匹配关系,由于道岔用60钢轨廓形与道岔外60N钢轨廓形不一致,当高速列车直向通过站内道岔时,轮轨匹配关系不断变换是导致车载式线路检查仪横向加速度报警的主要原因。
(2)应利用钢轨廓形仪采集道岔及其前后钢轨廓形参数,利用钢轨廓形处理软件进行综合分析,对廓形质量指数不良区段及时组织打磨,修复钢轨廓形,提高道岔区运营平稳性。
(3)对于新建高速铁路,应在正线线路预打磨后按照先修廓形再实施通打的原则及时开展道岔廓形打磨,并保证道岔打磨时覆盖线磨车起落刀点,保证廓形顺接。对于运营高速铁路,应加强光带检查和廓形测量,当光带偏宽或偏窄,两股钢轨廓形不一致或钢轨GQI指数低于60时应及时安排开展廓形打磨。
猜你喜欢
优雅(2022年12期)2022-12-28
日用电器(2020年9期)2020-12-09
VOGUE服饰与美容(2020年1期)2020-04-17
铁道通信信号(2020年10期)2020-02-07
小资CHIC!ELEGANCE(2018年32期)2018-11-05
计算机技术与发展(2018年9期)2018-09-21
小资CHIC!ELEGANCE(2018年17期)2018-06-15
小资CHIC!ELEGANCE(2017年6期)2017-03-20
铁道通信信号(2016年6期)2016-06-01
中国铁道科学(2015年5期)2015-06-21