镁合金构件内部缺陷的超声波精确检测方法
2022-11-01 11:44张荣繁倪培君李红伟李雄兵
兵器装备工程学报 2022年10期
张荣繁,倪培君,李红伟,李雄兵,左 欣,付 康
(1.中国兵器科学研究院宁波分院, 浙江 宁波 315103; 2.中南大学CAD/CAM研究所, 长沙 410075)
1 引言
镁合金材料具有密度小、尺寸稳定高、阻尼减震性能好、机械加工方便等优良力学性能,相比传统钢质或铝合金具有明显的减重优势,是实现武器装备轻量化的重要技术途径。目前,变形镁合金在航空、航天、军工及汽车制造领域均已取得了广泛应用。而复杂型面镁合金构件受原材料,以及制造过程中挤压、锻造等工艺的影响,构件内部容易出现小当量的缺陷,如夹杂、细小裂纹和高密度偏析。如不能及时有效检出工件中的缺陷,将严重影响武器装备的整体性能和服役安全。
现阶段针对复杂型面镁合金构件内部缺陷无损检测的方法中,超声波检测则由于其适应性强、检测成本低,可作为有效检测手段。而目前大多采用龙门架式多轴超声检测系统可实现规则回转体的自动检测,但难以实现镁合金壳体构件这种变曲率、变厚度组合回转体的全覆盖式扫查,且存在效率低、曲面跟踪精度差等问题;另外,回转类工件螺旋C扫描检测过程中,受检测机制影响,内部缺陷定位时除了深度信息外,三维坐标定位以及对于缺陷在实际被检工件上的标定也成为一大难题。因此,针对当前检测现状,本文提出了一种基于6自由度工业机器人的螺旋C扫描检测方法,可实现复杂型面构件全覆盖扫描成像检测,并能对内部缺陷的进行精确定量与定位分析,最后通过实验验证了该方法的可行性。
2 镁合金构件自动检测方案
2.1 检测系统设计
复杂型面镁合金构件检测系统及结构原理示意图分别见图1、图2,系统由超声波探头、史陶比尔6自由度关节式工业机器人TX60L、转盘、自定心夹紧装置、基座、水槽、水循环系统、JSR脉冲发射接收器DPR300、Spectrum高速数据采集卡M4i.4420、研华工控机及配套线缆组成。其中,工业机器人用于夹持探头完成扫查路径;转盘轴用于带动被检工件高速旋转,其伺服电机由PCI总线运动控制卡独立控制,并实时反馈位置信号。
2.2 扫描成像方法
为实现镁合金构件全覆盖式螺旋C扫描成像,构件由内撑式三爪卡盘夹紧,并在转盘带动下按规定转速旋转;同时,6自由度工业机器人带动超声波探头,沿构件轮廓母线匀速运动,检测过程中超声波声束始终与构件表面垂直。并利用被检工件CAD模型实现工业机器人路径规划,从而大大简化机器人路径规划方法,如图3所示。扫描过程中,通过转盘轴编码器信号实现超声波信号同步外触发采集,以保证超声波信号与被检工件空间位置的精确对应,避免C扫描图像出现错位、锯齿等问题。

图1 复杂型面镁合金构件超声检测系统示意图Fig.1 Ultrasonic testing system for magnesium alloy components with complex profile
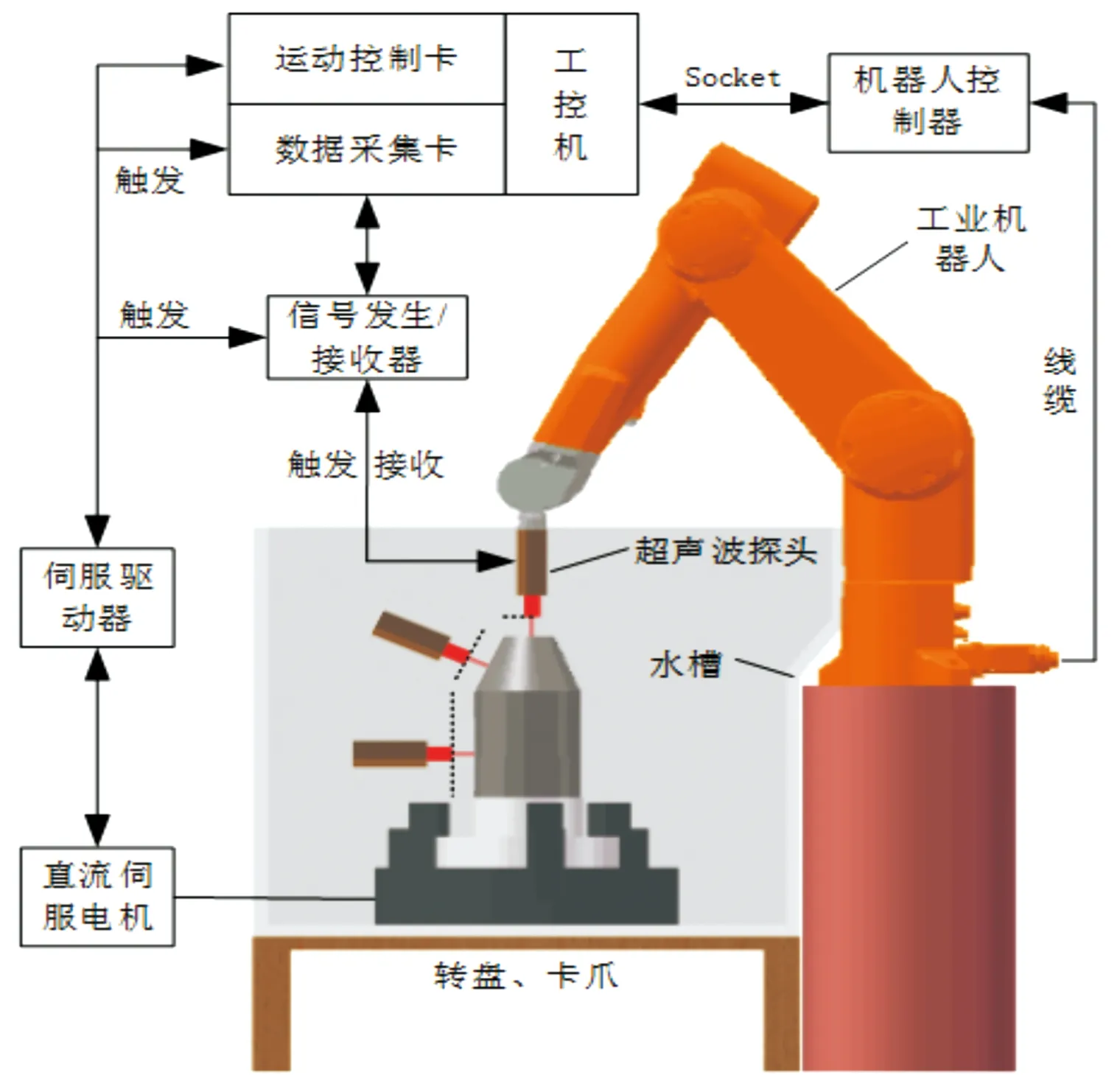
图2 超声自动检测系统结构原理示意图Fig.2 Structural diagram of automatic ultrasonic testing system

图3 镁合金构件螺旋C扫描示意图Fig.3 Spiral C-scan diagram of magnesium alloy components
为简化镁合金构件C扫描的成像模型,在对其像素点进行划分时,按照构件的实际尺寸将成像模型划分为×个四边形面片,每个四边形面片对应一个检测采样点,各母线段扫描过程中单行均采集个原始超声回波信号。为简化计算,由复杂型面构件最大直径和扫描步距决定:
(1)
扫描开始时,工业机器人从母线起点处开始运动,转盘从零位转动。扫描过程中按照设置的扫描步距与触发脉冲参数进行到位采集,并实时更新机器人空间位置。相邻母线段的转角处,机器人从当前母线段终点调整到下一母线段的起始点位姿,过程中转盘依然保持匀速空转,当机器人到位后发送消息,则从当前时刻转盘的角度位置处开始重新采集超声信号,并重新成像,避免相邻2个母线段图像产生错位,最终完成整个回转体构件的扫描成像。
2.3 动闸门、多闸门设置
超声波螺旋C扫描过程中,复杂型面镁合金构件往往存在一定的装夹误差,以及被检件的加工误差,导致构件高速旋转过程中表面回波、底波存在一定抖动现象。普通单闸门扫描成像时,转动过程中表面回波或底波严重抖动往往导致缺陷的误判;另外,复杂型面镁合金构件作为组合回转体,存在多个母线段,且具有变曲率、变壁厚等特点。各母线段的壁厚均不相同,甚至部分壁厚存在一定坡度,导致底波也会随扫查高度而改变位置。
为此,采用动闸门与多闸门的形式解决该问题。具体为:设置3个闸门,界面波闸门和底波闸门分别实现表面回波与底波的跟踪识别;缺陷波闸门根据所处位置的壁厚进行设置,从而确定该闸门的起点和终点位置。扫描过程中自动识别表面与底面回波信号,用于成像的缺陷波闸门自动跟随表面、底面回波时域位置进行跳动。另外,各母线段还需设置多段不同的闸门参数。如图4(a)、图4(b)所示,即为针对图3所示镁合金构件第1、第2母线段分别所设置的动闸门参数。而为了保证大批量检测效率,镁合金构件进行全覆盖式扫描时自动选取适宜的闸门,相邻母线段之间当探头位姿调整完毕后自动跳入下一组闸门参数。同一类型被检件的多段动闸门参数设置完成后进行存储,批量检测时可大大提高检测效率。
3 超声测量模型
超声波检测小缺陷定量分析时,可采用计算法、试块当量对比法。而计算法只能针对声程大于3(为探头近场长度)的缺陷才能够计算当量大小,局限性较大;试块当量对比法前期需要加工足够的标准试块,尤其复杂型面镁合金构件检测时需要大量不同曲率半径的试块,成本花费高。本文中,结合对镁合金构件平面类型、曲面类型超声波入射模式时的多元高斯声场模型、超声检测系统影响因子以及基于基尔霍夫近似的超声散射模型,从而建立精确的超声测量模型,通过获取的系统函数以及被检工件材料、尺寸等参数,实现工件内部缺陷的超声回波信号预测,生成平面工件和不同曲率半径(30~100 mm)镁合金构件中直径为φ0.5 mm~φ2.5 mm,深度为0~50 mm平底孔的DAS曲线簇,基于定量曲线以实现复杂型面镁合金构件内部缺陷的精确定量分析。
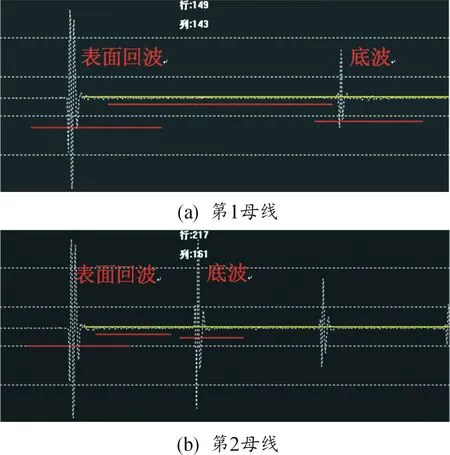
图4 多闸门与动闸门设置示意图Fig.4 Schematic diagram of multi gate and movable gate setting
3.1 理论模型
超声波系统通常由以下几个部分构成:输入系统、输出系统和转换系统。输入电压在超声换能器中转换成超声波信号,进行发射和接收之后,再由接收器将超声信号转换成电信号,经过变换成为数字信号以便于用后续处理。其中,内部缺陷的输出电压响应()可以使用给定的物理参数来表示。输入电压(),脉冲发生器和电缆的响应(),电子信号通过发射器转换为机械振动的过程(),传播到缺陷的波束(),材料衰减(),缺陷的衍射效应(),声波从水到工件的传播过程(),缺陷的散射(),从试块到水的传播过程(),缺陷波被换能器接收的衍射效应(),电信号经由接收换能器的转换过程(),以及接收器和电缆的修正()。当超声波测量系统被认为是线性时不变系统时,输出电压响应为:

(2)
但通过对物理过程建模来精确获得这些参数比较困难,特别是对于与脉冲发生器接收器和电缆相关的参数。因此通过将一些相关物理量简化为简单且易于获得的参数,即将相关的参数整和到一个单一的参数,式(2)可以改写为:
()=()()
(3)
其中
()=()()()()()
(4)
()=()()()()()()()
(5)
()代表系统影响因子,即系统函数,由检测系统的信号输入、信号放大、信号转换等部分构成。()代表声弹性传递函数,表示介质和界面以及检测缺陷之间的转换元素。式(3)表明整个测量模型由两个部分组成:一个是系统影响因子,只考虑测量系统中的所有电气和机电部件;另一部分是声弹性传递函数,描述了超声波的传播和反射,以及缺陷散射和接收过程。声弹性传递函数又与超声在介质中的声场以及缺陷散射有关。
3.2 系统函数测定
系统影响因子是由检测系统中的许多因素构成的复杂函数,所以求出系统影响因子最好的办法不是将每个因素精确测量,这样很难保证测量精度和准确性,而是将其作为一个整体,用一个理想状况的系统设置间接求出。在实际应用中,系统函数通常通过在平面反射体的垂直入射脉冲回波实验中进行校准测量来获得。式(6)表明可以通过反卷积获得系统函数,即
(6)
其中:_ref()代表校准实验得到的平面反射体回波;_ref代表声弹性函数。
3.3 平面工件的超声测量模型
多元高斯模型对于超声声场的建模中的最大优点在于该方法计算效率高,而且利用声束叠加,可以模拟出平面波球面波。利用近轴近似可以得到单高斯声束的表达式改写为:

(7)
对于平面超声换能器,将它考虑成活塞声源,用高斯系数的叠加来得到声束的近似结果,由声场计算的格林函数,通过近轴近似的方法,从而可以推导出空间内任一点的声振动速度和声压幅值:
(8)

(9)
当预测缺陷回波时,需要同时得到缺陷的散射声场。对于超声检测的内部缺陷,可以通过建立对应当量尺寸的缺陷散射模型确定其散射幅值,进而确定含有缺陷辐射声场中的声压值。具体地,当超声波辐射到标准平底孔缺陷时,可以使用基尔霍夫近似来写入缺陷散射,其中缺陷半径为。结合缺陷散射和波束,可以获得平底孔的声弹性传递函数:

(10)
当声束入射面为平面并且表面光洁时,结合式(3)和式(10)可以得到理想试样的超声测量模型为:

(11)
其中()为系统影响因子,常数项为系统和试块的参数,积分项为所求的测试点声压平方对超声换能器的表面积分。结果为频域范围内的预测波形,经过快速傅里叶变换可以转化为可以具有识别度的数据信号,即成为时域范围内的预测波形。
3.4 曲面工件的超声测量模型
基于多元高斯声束模型的声场建模中,引入带曲率的高斯参数复值矩阵(即矩阵),从而拟合较为准确的声场模型。式(12)为拟合超声声压的多元高斯声束模型,

(12)
各层介质的初始矩阵的表达式可以表示为:

(13)
对于不同介质的界面发生透射时,考虑入射角和相位角,由此得到的透射到第二层介质的透射矩阵:



(14)
考虑到曲面界面的存在,需要添加另外的曲面散射声场矩阵。在矩阵式的内部,加入了曲率矩阵于式(14),、、、分别表示所求点所在表面的法向主曲率。本文研究的曲面都是可展面,以柱面的应用最为广泛,其曲率矩阵元素可以表示为:=1,=∞,==0。通过改进声束散射模型,可完成曲面界面的超声测量模型修正。
以外径为146 mm镁合金圆筒试块中埋深10 mm、直径2 mm的平底孔人工缺陷为例,采用10 MHz、φ6.35 mm的水浸直探头,水声程50 mm,采集到最大缺陷回波和利用测量模型得到的预测缺陷回波信号如图5所示,最大回波的幅值相差不超过5%。
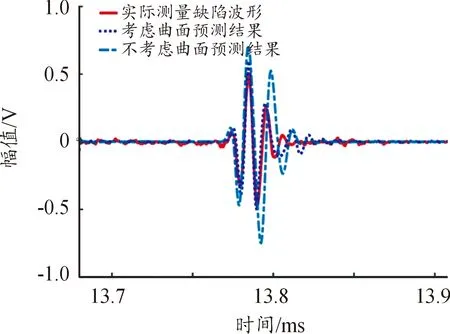
图5 曲面试样内部缺陷的实测和预测回波信号曲线Fig.5 Actual and predicted echo signals of internal defects in curved specimens
4 内部缺陷定量分析
基于超声测量模型的复杂型面镁合金构件内部缺陷定量分析,包括以下步骤:首先预测缺陷回波信号,获取DGS定量曲线簇。根据被检件的实际尺寸规格,针对镁合金构件中平面工件、曲面工件(曲率半径分别为30 mm、31 mm、32 mm、…、100 mm)等不同入射面,获取直径分别为φ0.5 mm、φ0.6 mm、φ0.7 mm、…、φ2.5 mm,埋深分别为1 mm、2 mm、3 mm、…、60 mm的90 720个标准平底孔反射体回波信号。接着提取其回波幅值,绘制相应的距离-波幅-当量曲线,共计72幅DGS曲线。如图6所示,为平面镁合金工件所对应的DGS定量预测曲线。其中,△为实际对比试块中,缺陷埋深分别为5 mm、10 mm、20 mm、30 mm、40 mm、50 mm,直径分别为φ0.8 mm、φ1.2 mm、φ2.0 mm平底孔人工缺陷的实测最大波幅。经验证,预测DGS曲线与实际对比试块中平底孔缺陷的波幅吻合较好,为后续缺陷精确定量提供数据支撑。

图6 平面入射时镁合金DGS定量预测曲线Fig.6 DGS quantitative curve of plane magnesium alloy
接着,在完成被检工件的C扫描成像后,进行数据处理分析。识别缺陷区域中最大缺陷波幅,获取该采样点位置信息,调取该点原始A波,以及该母线段设置的界面波、底波、缺陷波闸门参数。最终,得到缺陷埋深、最大幅值,以及缺陷所处位置的曲率半径。最后,调取上述步骤中曲率半径所对应的预测DGS曲线,通过对比埋深处缺陷波幅所对应的当量曲线,从而确定该缺陷的当量大小,如图7所示。
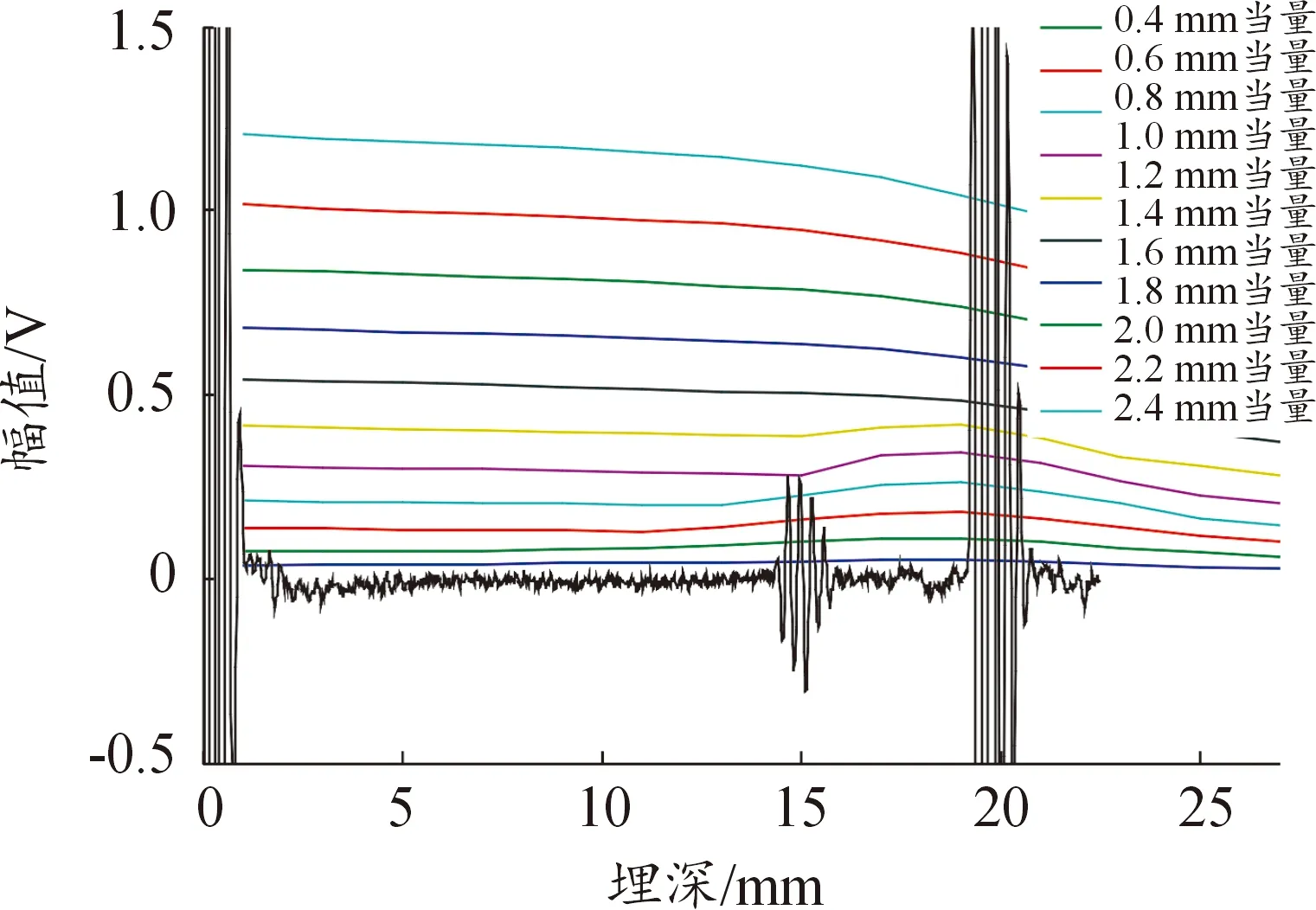
图7 内部缺陷定量分析原理示意图Fig.7 Schematic diagram of quantitative analysis of internal defects
以某试块为例进行全覆盖C扫描检测实验,该试块内部分别加工有埋深为5 mm、10 mm、20 mm,直径为φ0.8mm、φ1.2mm、φ2.0 mm的9个人工平底孔缺陷,如图8所示。超声C扫描检测实验时,采用频率为10 MHz、晶片直径为φ6.35 mm的奥林巴斯水浸直探头,水声程设置为50 mm,扫描步距为0.4 mm,转盘转速为60 r/min,机器人末端移动速度20 mm/s,脉冲发射接收器增益为30 dB,脉冲幅度475 V,高低通滤波频率分别为1.0 MHz和15 MHz,数据采集卡采样频率为300 MHz,采样延迟依据水声程设置为60 μs,采样长度依据工件最大厚度设置。

图8 试块图Fig.8 Design drawing of specimen
最终得到扫描图像如图9(a)所示,9个人工缺陷均有效检出且能直观显示。以埋深5 mm、孔径φ1.2 mm平底孔为例,经数据处理可知该缺陷埋深为5.18 mm,缺陷波最大幅值2.06 V,缺陷所处入射面为平面,则依据预测DGS曲线可直接确定缺陷大小为φ1.3 mm当量,如图9(b)检测软件所示。表1所示,对所有人工缺陷进行定量分析处理,结果表明采用本文方法时9个人工平底孔缺陷定量误差均小于0.3 mm当量直径;而采用传统计算DGS法时普遍误差较大,尤其对于3倍近场区内的缺陷,其定量分析最大误差达0.68 mm当量直径。

图9 某型号对比试块C扫描图像及定量结果示意图Fig.9 C-scan image and quantitative results of a certain type of reference specimen
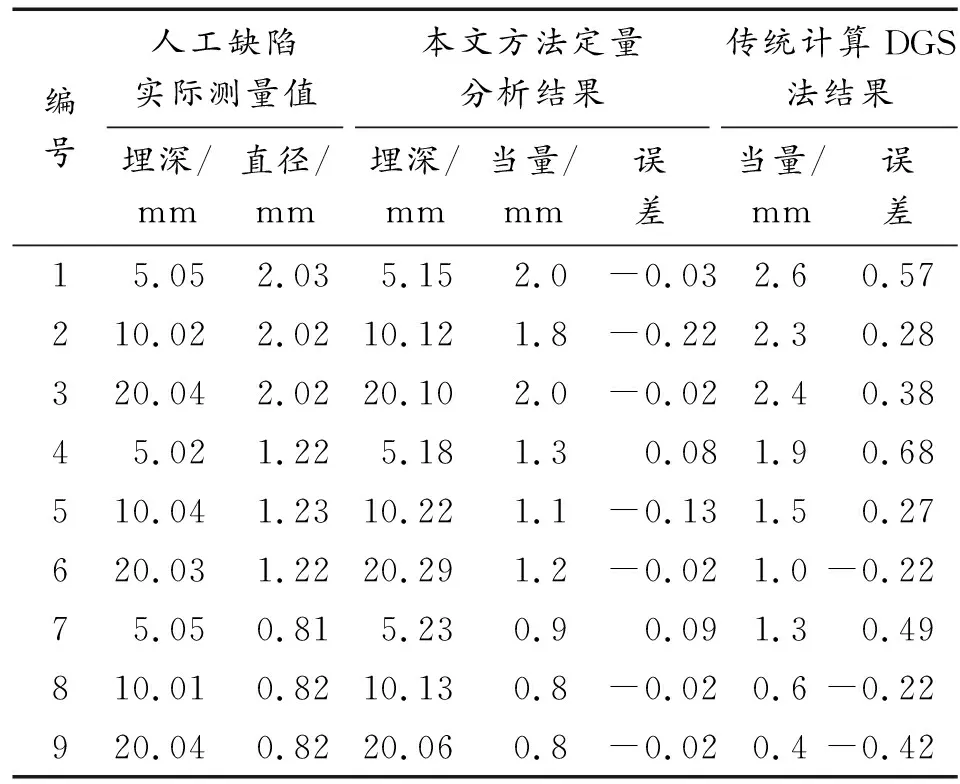
表1 人工缺陷定量分析结果Table 1 Quantitative analysis results of artificial defects
5 内部缺陷定位分析
常规龙门架式超声波C扫描检测系统可针对平面工件进行扫查成像,且可依据工件自身边界对工件内部缺陷进行二维定位及埋深定位。而基于机械手、转盘的螺旋三维C扫描检测系统中,工件在装夹过程中其标记零位难以与扫查系统绝对零位精确对齐,如图10所示。因此,受检测机制的影响,三维C扫描图像中缺陷除了埋深、高度位置之外,角度位置难以与缺陷在工件中的实际位置精确对应,从而给缺陷定位带来了难题,使检出的缺陷难以在被检工件上精确标定。
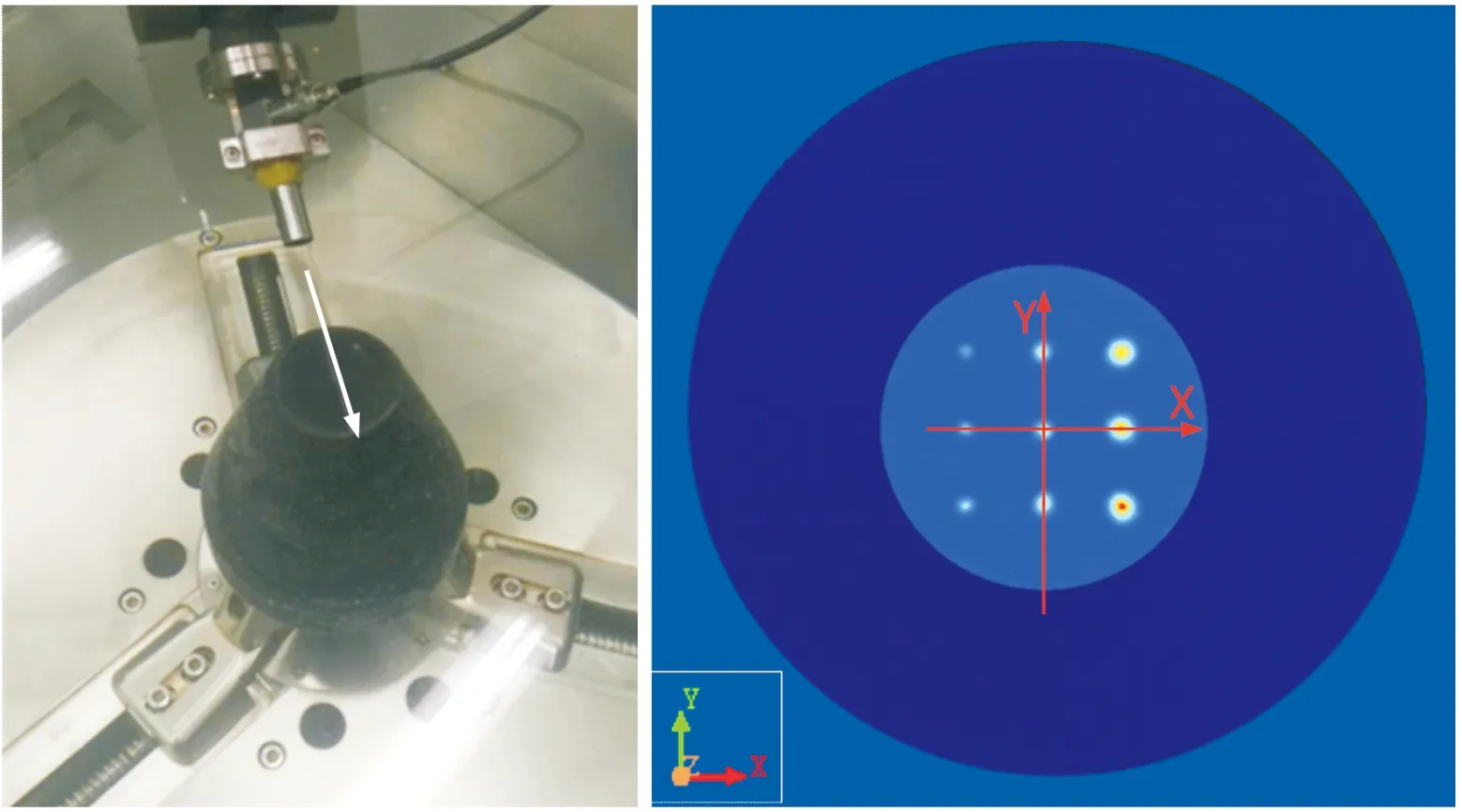
图10 扫查零位示意图Fig.10 Schematic diagram of scanning zero position
本文采用标记线识别的方式实现内部缺陷的定位,具体做法如下:首先使用声能增透膜对复杂型面构件沿任意一条轴线进行标记,并以既定的检测工艺对工件进行C扫描成像检测;检测完成后得到C扫描图像,从该图像可直接获得缺陷在三维成像模型中高度位置、埋深信息;接着以二次界面波或底波进行二次成像,由于增透薄膜材料可使超声波透射率增大,反射率降低,且标记线位置的底波可有效提高2~5 dB,而二次界面波相应降低。以二次界面波或底波成像时标记线位置可清晰识别,且不造成标记线位置处的检测灵敏度降低,从而在二次成像模型中可有效识别标记线,获得标记线在成像模型中的精确位置;最后,计算缺陷与标记线相对位置,最终得到缺陷在实际工件中的精确位置。
图11(a)所示为镁合金圆筒对比试块表面采用增透膜二次界面波成像的识别效果图;图11(b)所示,为闸门位于一次底波得到的图像,可直接得到镁合金圆筒对比试块中直径为φ2.0 mm、埋深为5 mm的平底孔缺陷投影在C扫描三维成像模型中的空间坐标位置为(=75.1 mm,=48.3 mm,=20.2 mm),其中z坐标即为缺陷距离工件底部的高度。另外,缺陷与右侧标记线的弧长距离可确定缺陷在圆周方向的位置,缺陷埋深即为缺陷深度,以此最终确定内部缺陷在被检工件中的实际位置。表2所示为该缺陷的定位分析结果,其误差均小于0.5 mm。
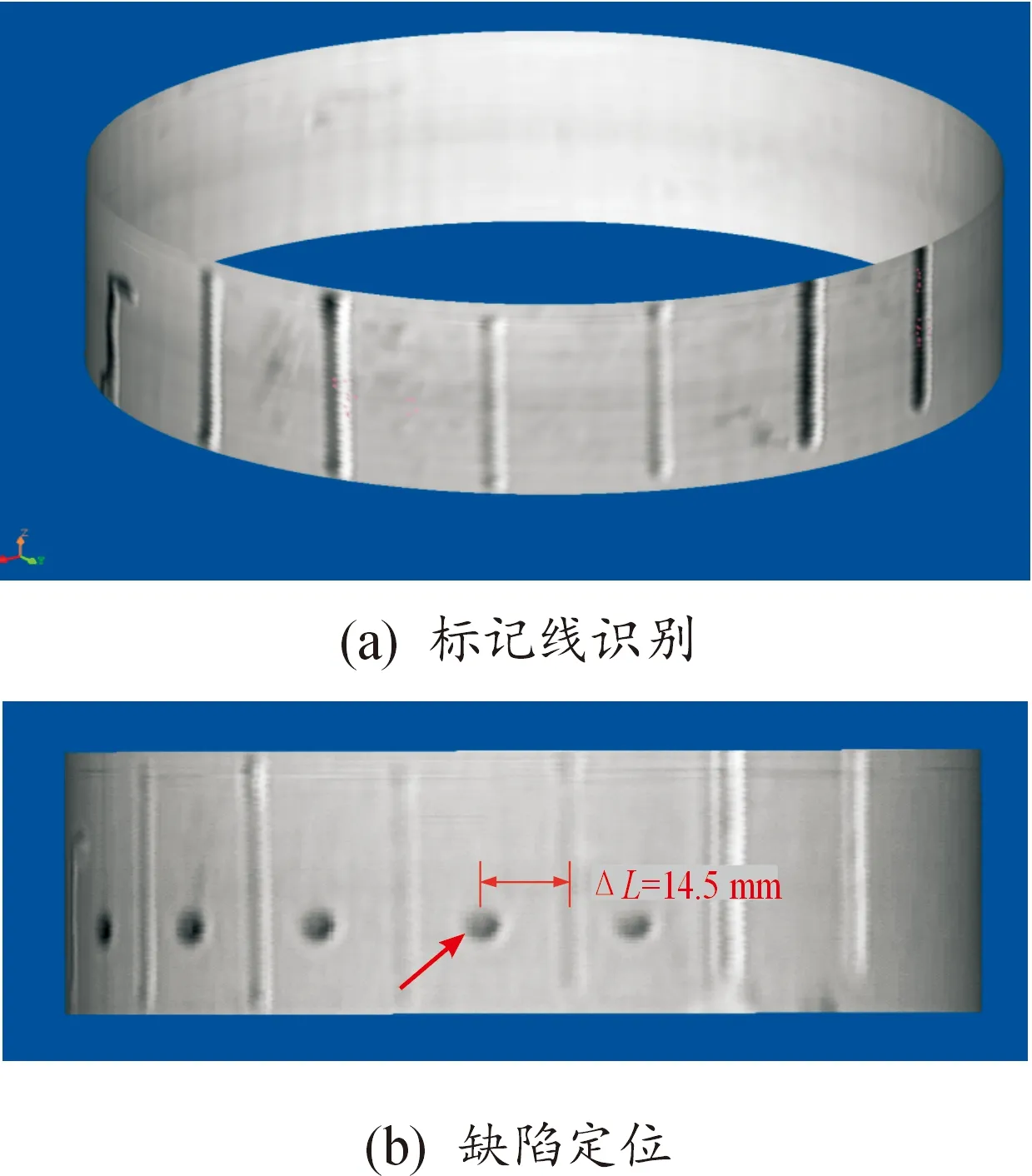
图11 标记线识别及缺陷定位示意图Fig.11 Schematic diagram of mark line identification and defect location
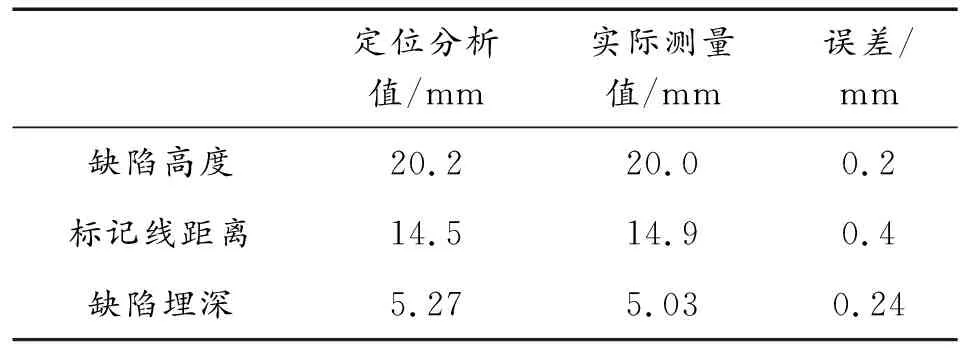
表2 缺陷定位结果Table 2 Defect location analysis results
6 结论
1) 针对复杂型面镁合金构件的规格多样、变曲率、变壁厚等结构特点及其检测难度,提出了一种基于工业机器人的超声波自动检测系统,可解决构件全覆盖、螺旋式高速C扫描成像检测;
2) 基于超声测量模型获取镁合金构件不同曲率入射时的DGS曲线簇,可应用于镁合金壳体构件内部缺陷的精确定量分析,定量误差小于0.3 mm当量直径;
3) 本文提出的被检件表面标记线识别法可有效解决螺旋三维C扫描检测中内部缺陷的定位难题,实现缺陷在实际工件中精确标记定位,定位误差小于0.5 mm。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
青年文学家(2022年7期)2022-04-24
有色金属材料与工程(2021年5期)2021-10-25
新能源汽车报(2020年41期)2020-12-23
商情(2020年4期)2020-03-23
有色金属材料与工程(2019年2期)2019-07-25
中国绿色画报(2017年8期)2017-09-01
数字技术与应用(2016年11期)2017-02-09
新高考·高一数学(2016年3期)2016-05-19
读写算·小学低年级(2015年8期)2015-08-19