基于气流传输技术的纸塑复合袋套装装置设计
2022-12-03 10:18方向阳
湖北工业大学学报 2022年4期
方向阳,钟 飞
(湖北工业大学机械工程学院,湖北 武汉 430068)
在纸塑复合袋生产成型中需要将双层袋的内袋套入外袋中。人工套装增加了工人的劳动强度,且效率低下,不能满足工业生产需求。在套装装置方面,Wang等[1]以市场上常用的水果袋为模型,根据人工装袋的步骤和动作设计了一种新型的水果套袋机来辅助手工作业。但纸塑复合袋内袋为柔性体,该套袋机不适应于纸塑复合袋套装。任红兵等[2]设计了一种编织袋套袋机,通过人工将切割好的内外袋搬运到套袋工位,采用真空吸盘将外袋袋口张开,机械手将内袋拉入外袋中。该套袋机为半自动化套装装置,提高了套装效率,但利用机械手拉袋容易抓伤内袋。王仁龙[3]设计了一种套内膜装置,通过驱动电机使弧形撑板向上运动将吨袋撑开,将塑料袋套在塑料袋套柱上,伸缩气缸启动推动塑料袋套柱向吨袋移动,当塑料袋套柱完全进入吨袋内,鼓风机吹气将塑料袋吹开,伸缩气缸启动推动塑料袋套柱向后移动,塑料袋与塑料袋套柱分离。该装置可以实现套装过程全自动化,但套装过程复杂,套装难度较大。针对上述问题,本文提出了一种基于气流传输技术的套装方案,设计了一种高效、自动化的纸塑复合袋套装装置。
1 基于气流传输技术的套装方案
本文采用气流传输技术完成套装过程,套装原理为先通过真空吸盘将外袋袋口张开,然后喷嘴吹气将外袋完全撑开,内袋在喷嘴形成的气流场作用下平稳快速地传输进入外袋(图1)[4]。
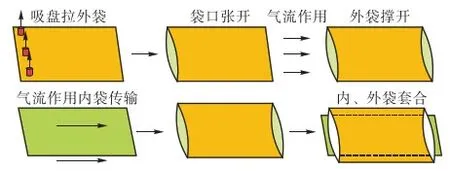
图1 基于气流传输技术的套装原理
套装装置中关键零部件的布局:输送辊夹持内袋,牵引内袋卷料向前传输;吸盘分布在外袋一侧上下表面,将已经切割好的外袋袋口张开;喷嘴在空间上呈上下两排分布,实现内外袋套合;切刀分布在喷嘴和吸盘中间,将内袋切断,套装好的袋子将被运送到缝纫工位(图2)。
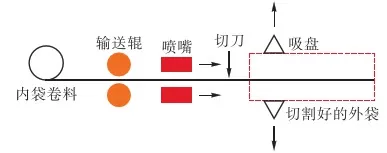
图2 套袋装置中关键零部件的布局
套装方案流程如图3所示。下吸盘组吸附住外袋下表面,将外袋输送至开袋工位;下吸盘组固定,上吸盘组向上提升将外袋袋口张开,喷嘴吹气使外袋完全张开。内袋卷料通过输送辊输送至套袋工位,喷嘴吹气将内袋输送至外袋中[5-7]。内袋经调整后,执行内袋横切工作。
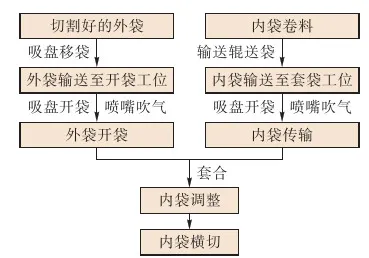
图3 套袋方案流程
2 纸塑复合袋套装装置
根据纸塑复合袋套装方案设计出的套装装置如图4所示。将套装装置进行分解,主要分为外袋输送机构,外袋开袋机构,内袋牵引机构,内袋传输机构以及内袋调整机构,内袋裁切机构。
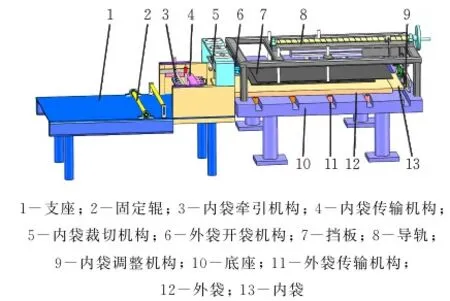
图4 纸塑复合袋套装装置
2.1 内袋牵引机构
内袋牵引机构主要由气缸、调心轴承、上辊、下辊、带轮、电机等组成(图5),其作用是保证内袋平稳运动,保持内袋张力,为内袋传输提供驱动力,将内袋输送到套袋工位。当内袋进入到上下辊之间时,作用于两侧气缸上的调心轴承将上辊固定,在气缸作用力下向下运动,使上下辊相接触;下辊与带轮相连接,由电机驱动为主驱动辊,上辊为从动辊;上下辊两者相互挤压形成一定大小的正压力,带动内袋向前运动。
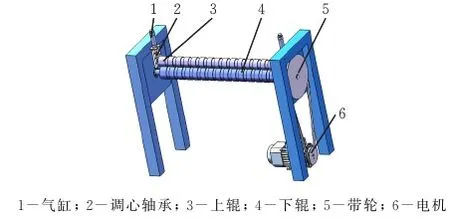
图5 内袋牵引机构
2.2 外袋传输机构
开袋之前,需要通过外袋传输机构将外袋运送到开袋工位;开袋结束,机构复位,其运动形式为往复直线运动。本次采用曲柄滑块机构来进行外袋传输,外袋传输机构如图6所示。曲柄转动带动滑块做往复直线运动。吸盘固定在滑块上,将外袋下表面吸附住,带动外袋传输。
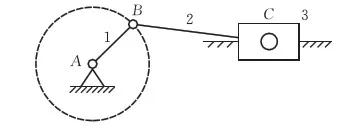
图6 外袋传输机构
2.3 外袋开袋机构
外袋开袋机构主要由真空吸盘,连接板、气缸等组成(图7)。当外袋运送到外袋开袋工位,外袋的状态为两边都未封口,需要开袋机构将袋口打开;气缸驱动吸盘向下运动,吸盘回路开始工作,吸盘形成的吸附力将外袋上表面抓紧;当吸附稳定后,气缸向上缩回,由于整个开袋过程外袋下表面被固定住,吸盘向上运动带动外袋袋口张开。
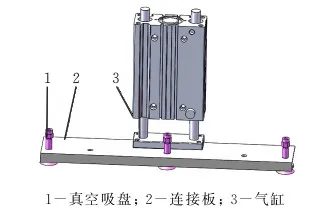
图7 外袋开袋机构
2.4 内袋传输机构
内袋传输机构主要由上下气梁、可压缩空气喷嘴等组成(图8)。内袋在牵引机构作用下具有一定的初速度;安装在上下气梁上的喷嘴向外吹气,内袋在气流作用下传输进入外袋;外袋在充气后整个袋子完全张开。图4挡板的设计是为了防止外袋张开程度过大导致袋子发生褶皱。
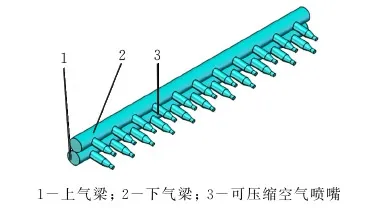
图8 内袋传输机构
2.5 内袋调整机构
内袋调整机构主要由气管、气动销、支撑板、挡板等组成(图9),其作用是对内袋传输距离进行控制,防止缝纫环节由于内外袋位置偏差过大影响缝纫质量。内袋调整结构工作过程为:内袋进入外袋后,气缸驱动连接在支撑板上的挡板向左运动,卡住内袋,限制内袋向前传输;气动销向下运动,与被卡住的内袋接触;气缸回缩,整体向右运动,将内袋往外拉动一定距离。
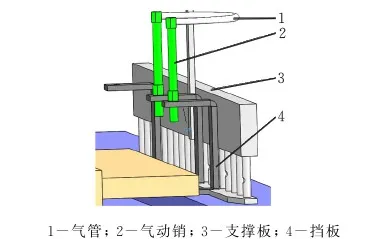
图9 内袋调整机构
2.6 内袋裁切机构
内袋裁切机构主要由切刀、切刀座、气缸、机架等组成(图10)。当内袋调整完成后,此时内袋的状态为前端完全进入外袋,后端与卷料相连,需要利用裁切机构将内袋前后端分离。其工作原理为:系统检测到裁切信号,气缸驱动切刀向下运动将内袋切断。
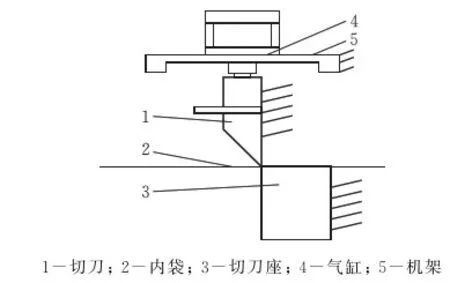
图10 内袋裁切机构
3 套装装置控制系统
纸塑复合袋套装装置中机械结构较多,机器运行会因为动作不到位造成运动完成度较差,各机构运动不协调,甚至直接造成各机构之间发生碰撞,严重影响纸塑复合袋的套袋质量和效率,需要利用PLC进行控制,实现套装过程自动化[8]。
3.1 控制系统硬件选型
系统硬件是系统的重要组成部分,是整个控制系统设计的基础。根据套袋装置工作要求,需要选用的电子元件主要包括:西门子S7-1200系列PLC控制器、松下A5系列伺服电机及驱动器、繁易FD2系列触摸屏和传感器。在套袋装置主要应用了3种传感器:光电传感器、压力传感器、接近传感器[9]。光电传感器可以根据被检测物体反射的光线或者光束被遮挡状况来判断外袋的有无和位置状况。压力传感器检测气动系统的负压,以保证吸盘吸附的稳定性。接近传感器可以不与被检测对象相接触,用来代替限位开关,判断在伺服电机驱动下的机械运转是否到位。
3.2 控制系统软件设计
系统控制流程如图11所示。
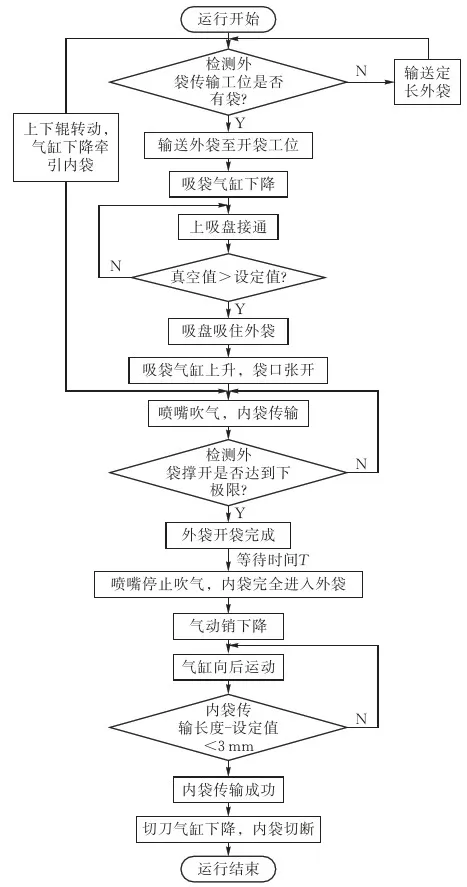
图11 系统控制流程
3.3 套装装置现场调试结果
现场调试完成的套装装置如图12所示。外袋在气流作用下稳定张开,外袋表面基本没有褶皱,内袋在气流作用下稳定快速地进入到外袋中,并通过内袋调整机构拉动一定距离。

图12 现场调试完成的套装装置
现场仅需要工作人员1名。通过人机交换界面监测到纸塑复合袋套装效率为1546条/h;原有的人工套装方式需要套装人员8名,套装效率为360 条/h。该套装装置套装效率是人工套装方式的34.4倍。
4 结束语
基于气流传输技术的纸塑复合袋套装工艺通过吸盘将外袋袋口张开,喷嘴吹气形成的气流场使外袋完全撑开,驱动内袋非接触式快速传输进入外袋,并采用PLC对套装装置进行控制。调试后的套装装置实现了套装过程全自动化,套装效率为1546条/h,是人工套装方式的的34.4倍,可以满足工业生产需求。但不同尺寸的纸塑复合袋所需气压大小不同,故需要确定袋子参数与气压间的关系,实现系统气压大小的自适应,因此该装置仍有进一步改进空间。
猜你喜欢
今日农业(2022年15期)2022-09-20
小哥白尼(军事科学)(2022年4期)2022-07-08
中国果业信息(2021年6期)2021-12-02
建材发展导向(2021年18期)2021-11-05
发明与创新(2021年39期)2021-11-05
中国传媒大学学报(自然科学版)(2021年1期)2021-06-09
中国传媒大学学报(自然科学版)(2021年1期)2021-06-09
家庭影院技术(2020年12期)2021-01-18
电脑迷(2020年5期)2020-06-09
Coco薇(2017年10期)2017-10-12