
Anti-wrinkle Finishing of Cotton Fabrics with Pyromellitic Acid Enhanced by Polyol Extenders
2023-01-11 03:14QIHuanMENGLujie孟露杰LINXiaofang林晓芳XUWanwan许婉婉CHENYangyi陈杨轶ZHANGChuyang张初阳QIUYiping邱夷平
QI Huan(齐 欢), MENG Lujie(孟露杰), LIN Xiaofang(林晓芳), XU Wanwan(许婉婉), CHEN Yangyi(陈杨轶), 2, ZHANG Chuyang(张初阳), 2, QIU Yiping(邱夷平)
1 College of Textiles and Apparel, Quanzhou Normal University, Quanzhou 362002, China2 Key Laboratory of Clothing Materials of Universities in Fujian (Quanzhou Normal University), Quanzhou 362002, China3 School of Textile Science and Engineering, Tiangong University, Tianjin 300387, China
Abstract: Pyromellitic acid (PMA) has been employed for formaldehyde-free anti-wrinkle finishing on cotton fabrics for its low damage to fibers and absence of phosphorus-containing catalysts. However, the wrinkle resistance performance of fabrics failed to meet the application expectation. In this work, the polyol extenders were introduced into PMA cross-linked cellulose for further improving fabric resilience by a two-step dipping-squeezing-curing method. Eleven polyols were employed as the chain extenders for PMA anti-wrinkle finishing on fabrics, among which sorbitol presented the best chain-spreading effect on wrinkle resistance. After screening the process parameters, the optimum process was obtained as follows. The dosage ratio of PMA to sorbitol was 1∶1, the curing condition was 150-160 ℃ for 2-3 min. Scanning electron microscopy(SEM), thermogravimetric analysis(TGA) and Fourier transform infrared(FTIR) spectroscopy were employed to characterize the fiber changes during the process. The results showed that the sorbitol incorporation could facilitate the remelting and redissolution of PMA on fiber surface. During the curing process, sorbitol could form ester linkages between PMA molecules and improve the fiber resilience. The treated samples presented excellent washing durability, and the wrinkle recovery angle Aw was still 265.1° after 10 washes, which was close to that of 1, 2, 3, 4-butane tetracarboxylic acid (BTCA) but with lower tearing load loss. The results provide new insights for the application of PMA in formaldehyde-free anti-wrinkle finishing on cotton fabrics.
Key words: pyromellitic acid; polyol extender; anti-wrinkle finishing; esterification; extended crosslinking
Introduction
Cotton fabrics tend to wrinkle after home laundering and require ironing. Chemical treatments on fabrics are needed to reduce the creases and improve resilience properties. Urea-formaldehyde (UF) resin and its derivatives have been used on cotton fabrics for wrinkle resistance. Until now, dimethylol dihydroxy ethylene urea (2D resin) is still widely used in many products. However, when UF-treated fabrics are subjected to laundering, unstable hemiacetal linkages gradually hydrolyze to N-methylol groups and release free formaldehyde[1-3]. Formaldehyde is an identified carcinogen and considered to be hazardous to public health[4-5].
In recent years, extensive research has been conducted on the use of poly-carboxylic acid (PCA) as a formaldehyde-free cross-linking agent for anti-wrinkle finishing on cellulose. The carboxyl in PCA esterified with hydroxyl in cellulose glucose, thus formed bonding connections between the fiber macromolecular chains, and improved fiber[2-3]. However, the carboxyl in aliphatic acids and aromatic acids exhibited different characteristics in the esterification. Aliphatic carboxylic acids, such as 1, 2, 3, 4-butane tetracarboxylic acid (BTCA)[6], citric acid (CA)[7-9], 1, 2, 3, 4-cycopentanetetracarboxylic acid (CPTA)[10], melic acid (MA)[11], itaconic acid (ITA)[12], and acryloyl malic acid[13], showed excellent water solubility and satisfied resilience on fabrics. Yet there were some limitations such as phosphorus catalyst consumption, fabric yellowing, and fabric strength loss.
Aromatic carboxylic acids, such as 3′, 3, 4′, 4-benzophenone tetracarboxylic acid (BPTCA)[14-17]and 5-(carbonyloxy succinic)-benzene-1,2,4-tricarboxylic acid (BSTA)[18-19], were also applied for crosslinking cellulose for higher reactivity and less damage on fibers. Pyromellitic acid (PMA) dissolved in ethanol solution with a mass fraction of 30% was adopted for anti-wrinkle finishing with no catalyst[20]. The mixed solvent system could significantly improve the dissolution performance of aromatic carboxylic acid, but its anti-wrinkle performance failed to meet the expectation. In the anti-wrinkle finishing of cotton fabrics with N, N-dimethylethyl urea resins, hydroxymethyl groups could etherify with cellulose hydroxyl groups catalyzed by Lewis acid to form linkages between cellulose macromolecules, and thus limited the relative slip of macromolecular chains. In addition, the molecules of urea-formaldehyde resin could also undergo a dehydration coupling reaction between molecules, thus formed a network cross-linking between the macromolecules, and improved the anti-wrinkle efficiency[3]. In anti-wrinkle finishing with PMA, PMA is capable of esterifying with cellulose hydroxyl and forming linkages between macromolecular chains, thereby limiting their slippage and imparting resilient properties to the fabric. However, the molecule was difficult to rotate for its benzene ring structure and could only form single-molecular linkages between cellulose macromolecules[20]. Therefore, it is necessary to study how to improve the cross-linking efficiency of PMA within cotton fibers.
In this work, extenders are introduced into the PMA cross-linked cellulose for improving the fabric resilience by a two-step dipping-squeezing-curing process. By the addition of chain extenders, the secondary links are formed in the crosslinked PMA intermolecules, thus improving the crosslinking efficiency. The fabric resilience performance treated with 11 polyol extenders are compared in terms of molecular sizes, flexibilities, and reaction sites. The single-factor experimental method is adopted to optimize the extender dosage, curing temperature, and holding time in the process. Scanning electron microscopy (SEM), thermogravimetric analysis (TGA), and Fourier transform infrared (FTIR) spectroscopy are employed to analyze the fiber changes during the procedures, based on which an expanded crosslinking mechanism of PMA is proposed. The treated fabrics are subjected to comparative tests for home laundering durability.
1 Experiments
1.1 Materials
Plain weave cotton fabrics (48/2 tex×48/2 tex, area density of 120 g/m2) supplied by Nantong Yihao Textile, China, were desized, scoured, and bleached without any other processes. PMA, BTCA, CA, lactose, galactose, acetic acid (HAc), magnesium chloride (MgCl2), sodium hydroxide, and ethanol were all purchased from Shanghai Sinopharm Chemical Reagent Co., China. Ethylene glycol, propanetriol, fructose, glucose, L-ascorbic acid, diethylene glycol (DEG), sorbitol, xylitol, and urea were supplied by Guangdong Xilong Scientific Co., Ltd., China. 2D resin was supplied by Shanghai Emerald Performance Materials, LLC., China. All reagents were used as received without further purification.
1.2 Fabric treatment
Fabric samples were first immersed in PMA or extender solution. The bath pH was adjusted with 10 mol/L NaOH and acetic acid as reference[20]. Dipped fabrics were squeezed through a two-roll laboratory padder to reach a wet pickup of 90% (on mass of fabric). Then impregnated fabrics were dried at 100 ℃ for 3.0 min and cured at 150oC for 1.5 min in an oven (Quanzhou Meibang Instrument Ltd., China). After that, the cured fabric was subjected to one home laundering and prepared for the performance test. The designed anti-wrinkle finishing process for cotton fabrics based on PMA/extender is presented in Fig. 1.

Fig. 1 Two-step dipping-squeezing-curing process
1.3 Performance testing
1.3.1WrinklerecoveryangleAw
Samples were conditioned for 4 h at relative humidity of (65±2)% and temperature of (25±1)oC before measurements. Twenty specimens (ten for warp and ten for weft) were tested according to GB/T 3819—1997 on the smart fabric recovery angle tester (YG541E, Meibang Instrument Ltd., China).
1.3.2Tearingloadretention
Tearing load retention of fabrics was measured according to GB/T 3817.1—2009 on a drop hammer tearing machine (YG033A, Meibang Instrument Ltd., China). All measurements of mechanical properties were carried out on the weft direction[9,17]. The tearing load retentionRtwas calculated by
(1)
whereTtis the average tearing load of the treated sample, andTuis the average tearing load of the untreated sample.
1.3.3Launderingdurability
The fabric laundering durability was tested according to AATCC 124-2011 on the washing machine (Whirlpool Co., USA) with a standard detergent.AwandRtof treated fabrics by BTCA, CA, PMA, PMA/sorbitol, and 2D resin were tested and compared after 1 wash and 10 washes[19-20].
1.4 Characterization
1.4.1Morphology
The treated fabrics went through the process of dipping, squeezing, drying, curing, and laundering. Each process had an effect on the fiber morphology. The fiber morphology changes in the process were recorded by SEM (Thermo scientific Apreo 2C, USA). Before characterization, the samples were coated with platinum sputtering for 100 s.
1.4.2TGA
The fabrics impregnated with PMA and sorbitol were dried at 100 ℃ for 3.0 min and prepared for TGA. Samples were carried on a TGA-60 system (Shimadzu Science, USA) at the heating rate of 10 ℃/min from room temperature to 450 ℃ under nitrogen atmosphere. The weight loss rate was analyzed by the differential thermogravimetric(DTG).
1.4.3FTIR
FTIR was used for analyzing the group changes on cellulose during the process. The treated fabric was grounded into fiber fragments. The grounded fiber powder (2.0 mg) was mixed with KBr (200.0 mg) to prepare a pellet for test. The FTIR spectra were recorded on NICOLETiS10 (Thermo Fisher, USA) in an absorbance mode in a range of 4 000-400 cm-1and at a resolution of 8 cm-1.
2 Results and Discussion
2.1 Screening of extender
Eleven commonly available polyols (amines) were selected as chain extenders, and connolly solvent excluded volume (CSEV) was chosen as the molecular size evaluation index supplied by Chem3D 20.0[19]. The differences in the wrinkle recovery angle, the tearing load retention, and the whiteness index of treated fabrics were compared by changing the chain extender types under the same pretreatment and post-treatment conditions. The results are presented in Table 1. Since polyamines tended to yellow the cotton fabrics at high temperature, only urea was selected among the polyamines for comparison.

Table 1 Effect of polyol extenders on fabric performance
From the results, it can be seen thatAwimproves to different degrees after the extender addition. In urea, the fabric white index decreases significantly to 67.32. This is attributed to the fact that the amine will be oxidized during the curing process to form biuret compound[2]. After adding urea,Awreaches 266.3°, which is higher than that of ethyl glycol and DEG. Besides acting as a chain extender, urea is also a swelling agent for cotton fibers, which helps PMA and urea molecules to diffuse into fibers and thus improves the crosslinking efficiency[3]. Cyclic polyols are difficult to diffuse into the fibers due to the large size of the cyclic structure, and thusAwpromotion is not obvious. Although the number of hydroxyl groups increases in lactose, the molecule become even large and hard to enter the interior and react with PMA. In addition, the saccharine (glucose, galactose, and lactose) declines the fabric whiteness due to the caramelization reaction with high temperature, which causes the fabric yellowish and hard[21].
Among 11 extenders, the fatty polyol sorbitol showed excellent anti-wrinkle performance with PMA and caused less effect onRtand the white index. The sorbitol raisedAwfrom 253.7° to 279.1°. The straight chain molecules of polyols had better rotatability than the cyclic ones, which were more flexible in reacting with PMA and forming linkages. Suitable molecular size, flexible molecular structure, and more reactive sites are the key factors for the extenders in forming linkages between PMA and cellulose. In summary, sorbitol is the optimal extender for PMA anti-wrinkle finishing of cotton fabrics. In the following, the finishing process parameters with PMA/sorbitol are screened and optimized, and the extended crosslinking mechanism are discussed.
2.2 Process optimization
2.2.1Sorbitoldosage
Under the same pretreatment and post-treatment conditions, the sorbitol dosage was controlled to evaluate its anti-wrinkle performance on fabrics. The results are summarized in Fig. 2. In a certain concentration range,Awincreased with the increase of the sorbitol dosage, and reached the maximum value of 283.0° at a dosage of 0.2 mol/L whileRtdecreased to 52.10%. The fabric exhibited favorable recovery performance. However, with further increase of the dosage,Awshowed a decreasing trend. This is attributed to the fact that as the concentration of sorbitol increases, the probability of being able to form a linkage between two molecules of PMA decreases, resulting in a decline ofAw. Meanwhile, the increase of surface hydroxyl amount decelerated the damage of acid and hot air oxidation on fibers, and the strength retention rate tended to increase instead[22-23]. In summary, the optimum sorbitol dosage for PMA anti-wrinkle finishing is 0.2 mol/L (the dosage ratio of PMA to sorbitol is 1∶1).

Fig. 2 Effect of sorbitol dosage on Aw and Rt
2.2.2Curingcondition
AwandRtare two important indicators for assessing the wrinkle resistance performance of cotton fabrics. Temperature and curing time in curing process are the decisive factors for these two indicators. Therefore, the curing conditions with PMA/sorbitol on fabrics were analyzed. 2D contour color filling plots were drawn as shown in Fig. 3.

Fig. 3 Effect of curing conditions on (a) wrinkle recovery angle; (b) tearing load retention
From the results,AwandRtof the fabric changed less with curing time at 140 ℃, remaining at above 250.8° and 60.50%, respectively. With the rise of temperature and time,Awincreased and accompanied with the decrease ofRt. When the temperature reached 170 ℃,Rtdecreased more obviously as the extending time, butAwdropped instead of increasing. This is due to the destruction of fiber structures at high temperature, resulting in a significant drop in fabric resilience[6-7]. When cotton fibers were treated with aromatic carboxylic acids, the temperature tolerance onRtwas higher than that onAw. This is attributed to the fact that the aromatic carboxylic acids follows the Fisher esterification mechanism, which does not require high temperature to promote esterification[18]. On the contrary, high temperature accelerates the degradation of carboxylic acids on cellulose[15,17]. Therefore, the suitable curing conditions for PMA/sorbitol for anti-wrinkle finishing are 150-160 ℃ for 2-3 min,Awis in the range of 265.0o-280.0°, andRtis in the range of 50.00%-60.00%.
2.3 Characterization of fabric
2.3.1SEManalysis
The fiber surface changes during the anti-wrinkle finishing process. The morphology variations in the process are recorded by SEM. The results are listed in Fig. 4. From Figs. 4(a) and 4(b), a few of white crystals appear on fiber surface, which is due to the deposition of PMA crystals in the drying process. After curing at 150 ℃ for 1.5 min, PMA crystals appear to remelt and redissolve on the fibers, and the surface particles are significantly reduced (Fig. 4(c)). After impregnated with sorbitol (Fig. 4(d)), there is no obvious particle residue on the surface. Sorbitol is a polyol compound that plays as a chain expanding role in the anti-wrinkle finishing. Meanwhile, it is also a polar swelling agent, which helps dissolution and diffusion of PMA on fibers[23-24]. After the second curing and washing (Figs. 4(e) and 4(f)), the fiber surface becomes smooth and free of crystal particles.
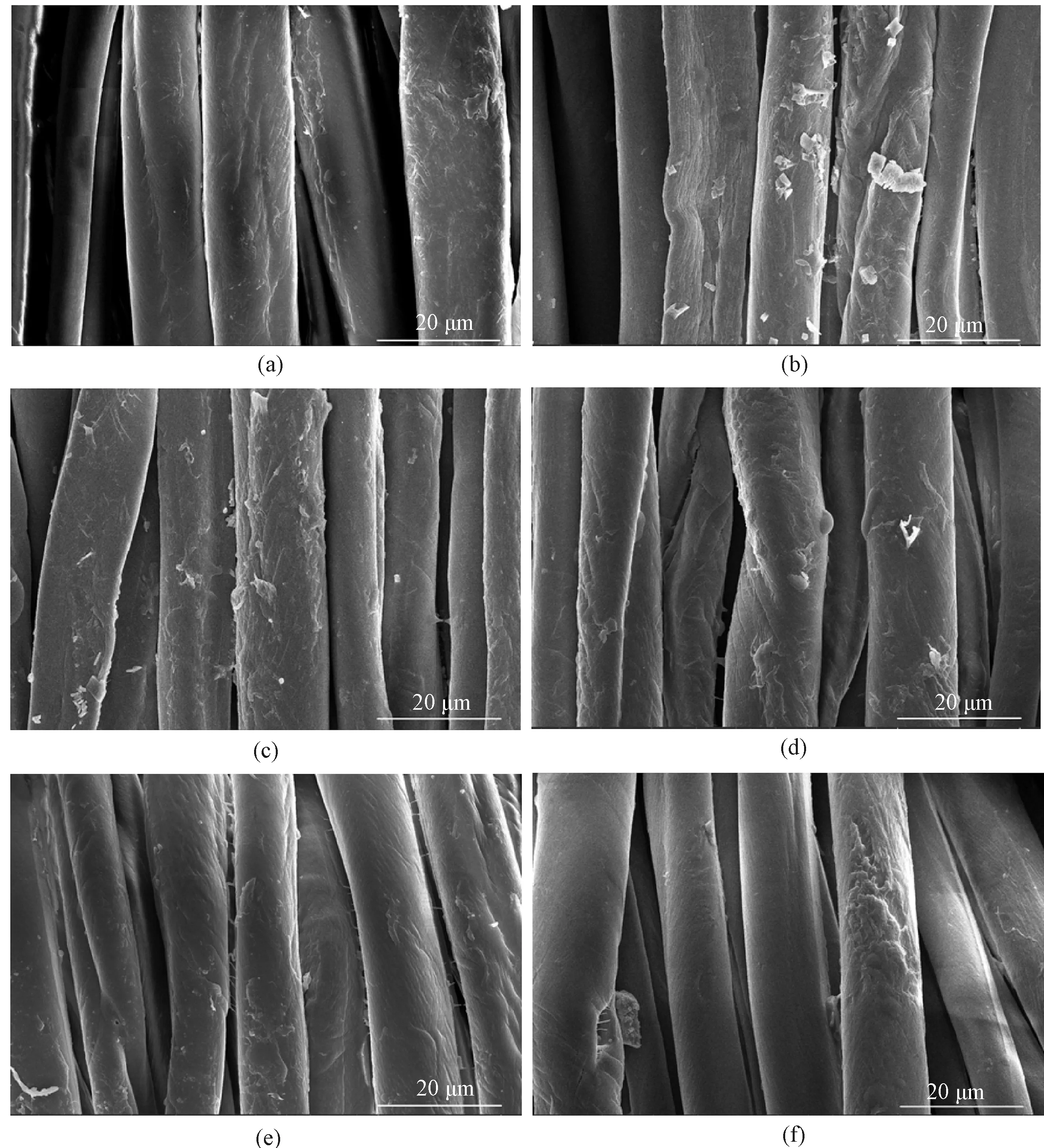
Fig. 4 SEM images of cotton fibers in the finishing process: (a) raw cotton fibers; (b) PMA impregnated fibers; (c) cured fibers after 150 ℃ for 1.5 min; (d) sorbitol impregnated fibers; (e) cured fibers after another 150oC for 1.5 min; (f) treated fibers after 1 wash
2.3.2TGAresult
In the anti-wrinkle finishing process, chemicals diffused into fibers by dipping, squeezing, and drying, then reacted with cellulose, and formed cross-linkages between macromolecules at high temperature, and the fabric weight changed accordingly. TGA was performed on fabrics impregnated with PMA and PMA/sorbitol, respectively. The results are presented in Fig. 5. From the results, there are three stages of weight loss. (1) From room temperature to 100 ℃, the weight loss was due to the free water evaporation in the fabric. (2) From 100 ℃ to 230 ℃, the weight loss mainly came from the dehydration of esterification[8, 25-26]. The esterification reaction mainly occurred in this phase. (3) From 230 ℃ to 450 ℃, the weight dropped dramatically due to the carbon segment fracture and the cross-linkage broken, and then the macromolecular chains decomposed into small volatile substances[3, 27]. The peak temperature of decomposition was around 325.4 ℃ with the PMA saturated fabric. After the second curing, the peak temperature decreased to 315.5 ℃. This was caused by two aspects. The prolongation heat process causes damage to fibers, and the macromolecular movement is limited by the increased cross-linking degree in fibers, both of which could accelerate the heat decomposition of fibers.

Fig. 5 TGA of cotton fabric impregnated with PMA/sorbitol
2.3.3FTIRanalysis


Fig. 6 FTIR of cotton fabrics during the process: (a) raw cotton fibers; (b) PMA impregnated fibers; (c) cured fibers after 150 ℃ for 1.5 min; (d) sorbitol impregnated fibers; (e) cured fibers after another 150 ℃ for 1.5 min; (f) treated fibers after 1 washing and drying
The results of FTIR and TGA indicated that sorbitol could esterify with the remaining PMA carboxyl groups and form linkages between the PMA molecules. The extended crosslinking range could further limit the relative slippage of molecular chains, resulting in increased fabric wrinkle resistance[20]. The suggested extended crosslinking mechanism for PMA/sorbitol on cellulose is summarized in Fig. 7.

Fig. 7 Extended crosslinking mechanism for PMA/sorbitol on cellulose
2.4 Laundering performance
The polyol addition for the anti-wrinkle finishing with PMA significantly enhanced the recovery performance of fabrics. The PMA/sorbitol treated fabrics were tested for laundering durability and compared with those treated by the polycarboxylic acid and 2D resin in previous works[19-20]. The results are listed in Table 2. For PMA alone,Awof treated fabrics reached 265.8° and 256.6° after 1 wash and 10 washes, respectively, and the tearing load retention were above 50%.Awof PMA/sorbitol treated fabrics after 1 wash and 10 washes were 277.8° and 265.1°, respectively, and the durable press (DP) grade reached 3.0 after 10 washes. This result is close to the wrinkle effect of BTCA, but the tearing load retention of PMA-treated fabrics is higher than that of aliphatic carboxylic acids (BTCA and CA) as reported in Refs. [7, 18]. The acid in the esterification reaction between aromatic carboxylic acid and cellulose caused less damaging to fibers[19-20].

Table 2 Laundering durability of treated fabrics
3 Conclusions
Eleven polyols were employed as the chain extenders for PMA anti-wrinkle finishing on cotton fabrics, among which sorbitol presented the best chain-spreading effect on wrinkle resistance. Molecular size, molecular flexibility, and reaction sites of the extenders influenced the final resilience performance on fabrics. The optimum process was obtained. The dosage ratio of PMA to sorbitol was 1∶1, and the curing condition was 150°-160° for 2-3 min. SEM, FTIR, and TGA results showed that the sorbitol incorporation could facilitate remelting and redissolution of PMA on fiber surface. During the curing process, sorbitol could form ester linkages between PMA molecules and improve the fiber resilience. The treated samples presented excellent washing durability, andAwwas still 265.1° after 10 washes, which was close to BTCA but with lower tearing load loss. The results provide new insights for the application of PMA in formaldehyde-free anti-wrinkle finishing on cotton fabrics.
 Journal of Donghua University(English Edition)2022年6期
Journal of Donghua University(English Edition)2022年6期
- Journal of Donghua University(English Edition)的其它文章
- Conductive Polyacrylonitrile Fiber Prepared by Copper Plating with L-Ascorbic Acid as Reducing Agent
- Fabrication and Characterization of Yarn-Based Temperature Sensor for Respiratory Monitoring
- Preparation and Characterization of Sepiolite Microfibers with High Aspect Ratio
- Solution Blowing of Palygorskite-Based Nanofibers for Methylene Blue Adsorption
- Active Absorption of Perforated Plate Based on Airflow
- Customer Churn Prediction Model Based on User Behavior Sequences