
探讨金属熔炼转运过程的耐火方法
2023-05-20 04:29卫飞龙
铸造设备与工艺 2023年2期
卫飞龙,常 涛
(共享智能铸造产业创新中心有限公司,宁夏 银川 750021)
铸造行业的金属熔炼和转运过程都需要用到熔炼炉和转运包来盛装和转运高温金属液,熔炼炉和转运包需要做耐火层,传统的耐火层都由耐火砂粒和黏结剂混合而成。本文介绍的新型耐火方法是把耐火材料熔化后再重新浇注成耐火层,能克服传统耐火层在金属熔炼转运过程中使用时间短,危险性高,修补专业性强,劳动强度大,环境污染等问题。
所介绍的耐火方法是把耐火材料熔化,根据炉包形状铸造成需要的耐火层形状,再把冷却后的耐火层安装到熔炼炉和转运包本体上,用于隔绝金属液和炉包本体,采用这种方法耐火层使用时间长、车间可连续生产、不需要配备维修人员、没有修炉包工序、无修炉包排废造成的环境污染等。
1 传统耐火方法
铸造行业的金属熔炼和转运过程都需要用到熔炼炉和转运包,熔炼炉的作用是把常温的固态金属熔炼成高温的液态金属,转运包的作用是转运高温的液态金属,由于熔炼炉和转运包的本体所用材料不能承受高温,所以熔炼炉和转运包都需要在本体上做耐火层,耐火层在高温金属液和本体之间起隔热作用,传统的耐火层都是把耐火砂粒和黏结剂混合后,涂抹到熔炼炉或者转运包本体上,黏结剂逐渐凝固后把耐火砂粒粘到本体上,在本体和液态金属之间形成一定厚度的耐火砂粒,起到隔热目的。
然而,采用耐火砂粒和黏结剂做的耐火层存在很多缺点:首先是影响车间正常生产,熔炼炉每3~6个月就需要修炉,重新做一遍耐火层,转运包每1~3个月就需要修包,做一遍耐火层,修炉修包过程中不能熔炼和转运金属液,影响车间正常生产;其次是危险性高,耐火砂粒和黏结剂组成的耐火层,强度不高,金属加入过程中对耐火层有不可避免的损坏,时常出现熔炼过程中金属液烧穿炉壳的情况,往往会造成重大事故;第三是维修工序专业性强,从业愿望差,修炉修包过程为重体力劳动,没有专业的维修设备,全靠维修人员手动修理,为了保证耐火层的质量,维修人员需手工把砂粒涂抹到熔炼炉和转运包的内壁上,劳动强度高,对维修人员专业技能要求强;第四是造成环境污染,近些年国家对环保要求越来越严格,耐火砂粒和黏结剂的使用和排废,造成了严重的环境污染。
图1 为熔炼炉和转运包的结构示意图,其中炉包本体表示熔炼炉和转运包的主体部分,金属液表示需要熔炼和转运的固态金属熔化后的液体,耐火层表示由耐火砂粒和黏结剂组成的耐火层,在金属液和炉包本体之间起到隔热的作用,防止金属液的高温破坏炉包本体。
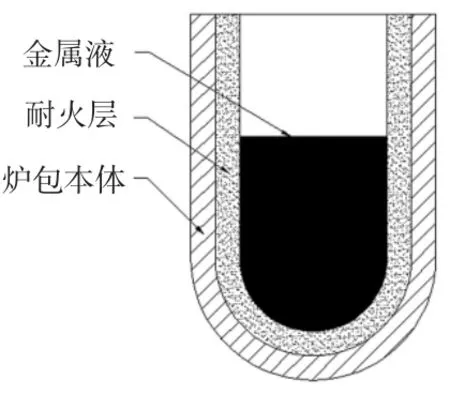
图1 熔炼炉和转运包的结构示意图
砂粒和黏结剂组成的耐火层在高温的作用下,使用时间短,需要经常性的修补(熔炼炉3~6 个月,转运包1~3 个月),影响车间正常生产,危险性高,修补专业性强,劳动强度大,环境污染等问题严重制约行业发展。
2 新型耐火方法
2.1 技术方案
本文所探讨的耐火层是把耐火材料用熔炼炉熔炼为液体,再利用传统铸造的方法浇注到型腔中,待液体冷却为固体后,就形成耐火层的形状,再把耐火层安装到炉包本体上,此想法主要是受现有玻璃熔炼炉的启发,现有玻璃熔炼炉的耐火层就是使用铝矾土(Al2O3))加热熔化后重新浇注而成。
2.2 具体效果
采用这种耐火层,首先是车间的正常生产得到保证,产量增加,这种耐火层由耐火材料熔炼浇注后整体成形,根据玻璃熔炼过程的耐火层可使用8年类比,普通金属的熔点都比玻璃低,所以这种耐火层使用时长至少可达8 年以上,不存在修炉修包的情况,可保证车间连续生产;其次是安全性高,耐火材料整体浇注成形后不需要黏结剂,耐火温度可达2 000 ℃以上,大大减低了烧穿炉体的可能,安全事故大大减低;第三是取消修炉修包工序,不需要配备维修人员,节省人力物力;第四是没有环境污染,耐火层一次成形使用时间长,不存在间断性的修炉包排废,对环境友好。
2.3 技术特点
图2 是根据熔炼炉和转运包确定耐火层形状,企业根据产量和效率等可以确定炉包本体的大小和形状,再根据炉包本体确定耐火层的形状。

图2 耐火层
图3 是根据耐火层形状确定的浇注型腔的形状,根据耐火层形状,制作浇注铸型,中间空腔为浇注型腔,型腔的形状与耐火层形状相同,耐火材料熔化后的液体从浇注口注入,气体从排气口排出,液体充满型腔后停止浇注,待冷却后安装到炉包本体上,形成耐火层。
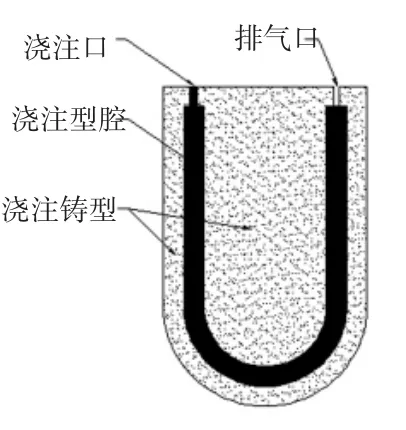
图3 浇注型腔
2.4 局限性
传统耐火层所用的材料一般是天然砂子,主要成分是二氧化硅SiO2,也有要求高的场合使用铝矾土(主要成分是Al2O3)及其他材料,这些耐火材料经过多年的验证,在耐高温性能、强度、稳定性等方面都完全满足使用要求。
但是有些方面还需要进一步研究,比如铸造工艺性方面,主要难点在于浇注成形过程,从实际考察调研情况看,类似二氧化硅、三氧化二铝这种高熔点的材料在高温液态情况下流动性没有金属液体好,而且冷却凝固过程非常迅速,一般金属的冷却过程都是几十分钟到几十个小时不等,而耐火材料的冷却时间只有几分钟到十几分钟,稍微复杂形状结构的耐火件很难浇注成功,比较成熟的是正方形、长方形、梯形、圆形等简单形状,而一般的熔炼炉和转运包使用的都是U 形的耐火层,这就对铸造工艺性要求较高,需要采用铸型加热、增大浇道冒口等方法才能铸造出来。
3 结论
铸造行业经过多年的发展,在各个细分领域也都积累的一定的经验,需要对全行业的全流程工序进行进一步的研究和提升,就要从这些难以突破的分支工序进行讨论,可以呼吁熔炼炉厂家直接进行出厂匹配性研究,把耐火层的制作工序从铸造厂转移到设备厂。
猜你喜欢
中国有色冶金(2021年6期)2021-04-04
济南大学学报(自然科学版)(2021年2期)2021-03-04
轻合金加工技术(2021年11期)2021-01-02
新少年(2020年10期)2020-10-30
上海航天(2018年3期)2018-06-25
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
机电信息(2015年3期)2015-02-27
有色金属设计(2014年4期)2014-03-11
河南科技(2014年23期)2014-02-27
