
铝硅镀层热成形钢拼焊板箔材填充激光焊的组织与性能研究
2023-07-21 12:59林文虎李芳华学明
焊接学报 2023年6期
林文虎,李芳,华学明
(1.上海科技大学创意与艺术学院智造系统工程中心,上海 201210;2.上海交通大学材料科学与工程学院上海市激光制造与材料改性重点实验室,上海 200240)
0 序言
随着汽车轻量化发展,铝硅镀层热成形钢成为越来越重要的汽车用先进高强钢,广泛用于汽车A 柱、防撞梁等安全结构零部件[1].铝硅镀层一方面可以抑制热成形过程中氧化皮和脱碳的形成,另一方面受富铝析出相(主要是金属间化合物和高温铁素体)的影响,热成形后拼焊板接头强度和塑性均大幅降低[2–4].目前工业生产中普遍采用激光烧蚀的方法预先去除拼焊板边缘的铝硅镀层[5],降低焊缝铝含量,减少高温铁素体,但受限于专利垄断和设备成本,急需提出一种替代解决方案.
Wang 等人[6]提出通过不改变基材组织形貌的情况下,预先通过热处理或激光改变镀层结构,由铝硅共晶组织转变为Fe-Al 金属间化合物,可以有效提高焊接接头的强度.Sun 等人[7]提出通过脉冲激光增加熔池流动性,减少元素偏析,可以提高焊接接头性能.类似的现象,Lin 等人[8]认为改变匙孔的穿透状态可以抑制下表面镀层进入熔池,降低焊缝局部铝含量,改变焊接接头的组织和性能.Khan 等人[9]通过表面预涂覆碳膜,促进飞溅的产生,移除部分上表面铝镀层,降低熔池铝含量,并适当地过渡碳元素进入焊缝,提高高温奥氏体的稳定性,抑制δ 铁素体的生成.
填充材料也是一种常见的焊接冶金方法,通过丝材或箔材改变焊缝的成分.Lin 等人[10]选择了不同的低碳高强钢焊丝ER70S/ER90S/ER110S 三种焊丝,通过调控填丝速度和焊接速度,可以有效减少焊缝δ 铁素体,促进块状δ 铁素体转变成细小弥散的δ 铁素体,焊接接头抗拉强度提高至1500 MPa.韩国现代汽车公司研究了高碳钢焊丝对铝硅镀层热成形钢拼焊板的组织和性能的改善,碳含量从0.2 %提高至0.6 %可以使形成δ 铁素体的临界铝含量(质量分数)从1.25 %提高至3.7 %[11].Wang等人[12-13]对比了填充不同厚度Ni 箔对铝硅镀层热成形钢焊接接头组织和性能的影响,Ni 元素可以抑制δ 铁素体的形成,填充0.03~ 0.06 mm 厚度的Ni 箔可以获得1 600 MPa 的抗拉强度.Shehryar 等人开展了电火花沉积WC 和In625 的方式改善铝硅镀层22MnB5 焊接接头组织和性能的研究,也获得了1.5 GPa 的接头强度.
除了Ni 和C 元素外,Mn 元素、Cu 元素、N 元素也是常见的奥氏体化元素.文中拟探讨其他箔材(Fe 箔、Ni 箔和Cu 箔)对铝硅镀层拼焊板的组织的影响,阐明箔材的稀释和元素调控的作用,提升不预去除镀层激光焊接头的强度.
1 试验方法
试验采用的激光器为IPG 10000YLS,光斑直径0.7 mm,选择的激光功率为3 kW,焊接速度为5.8 m/min,无保护气,离焦量为0 mm.铝硅镀层22MnB5 板材厚度为1.5 mm,抗拉强度达到1 550 MPa,断后伸长率为4 %.箔材尺寸与板材长度和厚度一致,箔材预先置于两块板材对接间隙,用夹具固定加紧.表1 列出了试验所选择的箔材,箔材厚度大约50 μm.为了减少保护气气流对固定箔材的影响,所有试验均在空气氛围中进行,对照试验组为无填充材料拼焊板焊接.拼焊板放入热处理炉中950 °C 加热保温5 min,然后水冷至室温.拉伸试样尺寸、拉伸试验测试条件与文献[10]相同.维式硬度测试条件为100 g 加载15 s,硬度点间距60 μm.

表1 试验所用的材料及箔材Table 1 Foils used in this experiment
2 试验结果
2.1 焊接接头组织
图1 显示了不同箔材填充铝硅镀层热成形钢激光焊的焊接接头横截面,显示对接板厚度方向的错边量在10%的范围,填充箔材完全熔化,并混入焊接熔池.图2 显示了热成形后不同箔材填充铝硅镀层热成形钢激光焊的接头横截面,结果显示无论是否填充箔材,所有焊接接头的热影响区组织差异消失,呈现与母材一致的板条马氏体组织,但焊缝组织仍存在不均匀组织,且与箔材种类有关.图3显示了箔材种类对焊缝微观组织的影响,依据ImageJ 测量δ 铁素体比例分别为19%,12%,0%和0%.无填充材料时,焊缝组织为板条马氏体和δ 铁素体的两相组织;填充Fe 箔时,焊缝组织也是由板条马氏体和δ 铁素体组成,但δ 铁素体的尺寸更细小,所占比例更低,说明Fe 箔起到了稀释焊缝的作用;填充Ni 箔时,焊缝组织几乎完全转变为板条马氏体,说明Ni 箔的影响更显著,能减少焊缝δ 铁素体;填充Cu 箔时,焊缝组织为板条马氏体和贝氏体的混和组织.
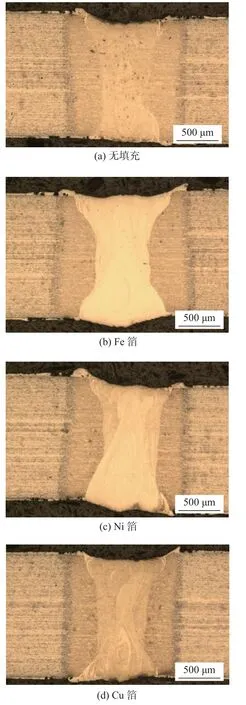
图1 不同填充箔材铝硅镀层热成形钢激光焊接头横截面Fig.1 Welded joints of Al-Si coated hot stamping steel with different foils before hot working.(a) no foil;(b) Fe foil;(c) Ni foil;(d) Cu foil

图2 热成形后不同填充箔材铝硅镀层热成形钢激光焊接头横截面Fig.2 Weld joints of Al-Si coated hot stamping steel with different foils after hot working.(a) no foil;(b)Fe foil;(c) Ni foil;(d) Cu foil

图3 箔材对热成形后填充激光焊焊缝组织形貌的影响Fig.3 Fusion zone microstructure of Al-Si coated hot stamping steel with different foils after hot working.(a) no foil;(b) Fe foil;(c) Ni foil;(d) Cu foil
2.2 力学性能
表2 列出了热成形后不同箔材填充激光焊接接头的力学性能.无填充材料的焊接接头抗拉强度为1 239 MPa,与文献[8]中有Ar 气保护的强度(1 219 MPa)接近,说明氧化性气氛(空气)对深熔焊焊缝的力学性能的影响有限;填充Fe 或Ni 箔后,焊接接头强度分别提高至1 349 MPa 和1 355 MPa,仍低于母材热成形态的强度,提高的幅度相近,与文献[12]填充Ni 箔的试验结果存在差距,可能原因是Ni 箔厚度不同;填充Cu 箔时,焊接接头的强度仅为909 MPa.图4 所示为不同箔材填充激光焊接头的拉伸曲线,所有接头的塑性变形量很小,载荷达到材料屈服阶段后迅速断裂,没有加工硬化过程,说明裂纹萌生后快速扩展,发生断裂.图5 显示了不同箔材填充激光焊接头拉伸试验后的断口形貌.无箔材填充时,断口形貌以解理面和撕裂棱混和组成,是准解理断裂;填充Fe 箔和Ni 箔时,断口由韧窝组成,其中Ni 箔填充的韧窝更大更深,具有更大的塑性变形,是韧性断裂;填充Cu 箔时,断口有树枝晶形貌特征和微裂纹,是沿晶断裂的脆性断口.

图4 热成形后箔材填充激光焊接头的力学性能Fig.4 Tensile stress-strain curves of welded joints of Al-Si coated hot stamping steel with different foils after hot working

图5 不同箔材填充激光焊接头拉伸断口形貌Fig.5 Fractography of welded joints of Al-Si coated hot stamping steel with different foils after hot working.(a) no foil;(b) Fe foil;(c) Ni foil;(d) Cu foil

表2 热成形后箔材填充激光焊接头的力学性能Table 2 Tensile properties of welded joints after hot working using different foils
图6 为不同箔材填充激光焊接头的硬度分布曲线,填充Ni 箔和Cu 箔后硬度均提高至与母材接近的水平(550 HV0.1),填充Fe 箔的焊缝区硬度不均匀,部分区域硬度达到500 HV0.1,部分低于400 HV0.1,而不填充箔材的焊缝区硬度焊缝区硬度最低.

图6 不同箔材填充激光焊接头的硬度分布曲线Fig.6 Micro hardness distribution of welded joints of Al-Si coated hot stamping steel with different foils after hot working
3 结论
(1)使用3 种50 μm 厚度规格的箔材(Fe 箔、Ni 箔和Cu 箔)对1.5 mm 厚度的铝硅镀层热成形钢进行焊接,当激光功率为3 kW,焊接速度为5.8 m/min 焊接以及950 ℃保温5 min 水冷的条件下热成形处理,结果表明无填充材料的焊接接头强度为1239 MPa,而填充Fe 和Ni 箔均提高了焊接接头强度,分别为1349 MPa 和1355 MPa,但是塑性提高有限,从1.32%分别提升至1.51%和1.77%.但是,添加奥氏体化元素Cu 箔的效果较差,导致焊接接头强度降低至909 MPa,断后伸长率仅0.68%.
(2)填充箔材均有稀释焊缝铝含量的作用,抑制δ 铁素体的生成,促进焊缝板条马氏体比例的增加.填充Ni 箔的效果更佳,具有增强增韧基体的作用;Cu 箔最差,虽然Cu 元素促进焊缝板条马氏体的增加,但Cu 箔使接头脆化,强度和塑性最低,断口呈沿晶断裂.
(3)填充箔材尚未完全解决铝硅镀层热成形钢拼焊板塑性差的问题,需要进一步的组织调控.
猜你喜欢
金属热处理(2022年8期)2022-09-05
山东冶金(2022年3期)2022-07-19
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
四川冶金(2018年1期)2018-09-25
激光与红外(2018年3期)2018-03-23
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
上海金属(2014年5期)2014-12-20
河南科技(2014年12期)2014-02-27
