三苯基氧化膦对锂离子电池电化学性能的影响
2023-09-02 07:05熊楚安
黑龙江科技大学学报 2023年4期
熊楚安, 封 迈,2, 王 楠
(1.黑龙江科技大学 环境与化工学院, 哈尔滨 150022; 2.北京理工大学 前沿技术研究院, 济南 250300)
0 引 言
传统的煤炭、石油等化石燃料的使用正在造成世界各地的能源短缺、污染和全球变暖,严重威胁着社会发展和人类健康。因此,发展可再生和清洁能源已成为国际共识。其中,锂离子电池以其卓越的能量密度、长久的循环寿命和对环境的友好性等独特优势,在电动汽车、智能电网、电子产品等领域得到了广泛应用。为了满足现代社会对电子设备的急剧增长的需求,人们一直致力于开发高压正极材料,特别是层状富镍三元金属氧化物(LiNixCoyMnzO2,x≥0.5,NCM),其具有较大的可逆比容量和相对较低的成本。其中,NCM811作为一种能量密度较高的材料,已经成为高压锂离子电池的首选正极材料[1-5]。然而,NCM811受到传统的以LiPF6为锂盐的电解液的限制,工作电压很难超过4.2 V。迄今为止,已经评估了各种功能添加剂,如硝酸锂(LiNO3)、双氟草酸硼酸锂(LiODFB)等,通过加入高压添加剂提高电解液的抗氧化能力,去匹配富镍正极材料,以此来提高电池在高压下的容量[6-7]。
笔者提出了一种以TPPO为添加剂的新型电解液,以构建稳定的CEI膜,使NCM811可以在高电压下稳定运行。通过电化学测量表明,加入1%TPPO的电解液,可以使电池具有较好的高压性能。对循环前后的正极片进行扫描电镜表征以及EDS能谱分析表明,TPPO的加入有助于形成稳定的CEI膜,这种独特的CEI膜为设计新的电解液奠定了基础。
1 实 验
1.1 试剂与材料
文中所需试剂有:N-甲基吡咯烷酮(NMP)、三苯基氧化膦(TPPO)(阿拉丁试剂(上海)有限公司),隔膜、金属锂片、导电剂(Super P)、聚偏氟乙烯(PVDF)、单晶NCM811、铝箔、CR2016电池壳(科路得)。
1.2 实验设备与仪器
所需实验设备与仪器有:恒温试验箱、手套箱、新威电池测试仪、多通道电化学工作站、真空干燥箱、数控超声波清洗器、球磨机、磁力搅拌器、小型液压纽扣电池封口机、手动切片机、扫描电子显微镜(SEM)。
1.3 样品制备
1.3.1 电解液的制备
由于电解液的组分在配制过程中对水和氧气比较敏感,因此,配液过程在充满惰性气体氩气的手套箱中进行,其中氧含量<0.01×10-6,水分含量<0.01×10-6,称取4瓶基础电解液(记为0TPPO),每瓶质量为1 g,然后将TPPO按1 g的0.5%、1%、2%加入其中,配制成含0.5%、1%、2%TPPO的电解液。配制好后使用封口胶封口,在手套箱中保存,贴好标签,等待装电池时使用。
1.3.2 NCM811正极材料的制备
按质量比为80∶10∶10称取正极材料(NCM811)0.72 g、导电剂(Super P)0.09 g和黏结剂(PVDF)1.6 mL,于球磨机中搅拌30 min后,使用刮刀在干净的Al集流体上进行均匀涂布,将涂好的极片放入80 ℃真空干燥箱中,烘干后,使用裁片机进行裁片,并称重做好标记。
1.3.3 电池的组装
在充满惰性环境的手套箱中组装电池,先将经过干燥的极片、隔膜和胶头滴管放入手套箱真空舱中,抽充3次,进入手套箱中,把负极壳在平面上倒放,在负极壳上放置垫片,将锂片置于垫片的中心位置,然后在正极壳的正中央放置一片NCM811极片,接着再放置一层裁好的隔膜,滴加适量的电解液,注意过程中要使极片保持在电池壳的正中间;再将负极壳平稳的扣在正极壳上面,轻压负极;最后把电池放到辊压机上,将压力调至500~1 000 MPa之间,保持几秒后拿下电池装入自封袋中,待所有电池组装完成,从手套箱中取出,进行测试即可。
2 结果与分析
2.1 循环伏安测试
图1中展示出了加入不同含量TPPO添加剂电池的循环伏安曲线(CV)。扫描低电位为2.6 V,高电位为4.5 V,扫描速率为0.5 mV/s。由图1可知,所有曲线都在3.6~4.2 V处呈现氧化还原峰,据文献考证,该区间对应着Ni2+-Ni3+-Ni4+的价态变化[8]。通过计算得出了该区间内的电势分布和电子转移速率,在此区间内,当氧化还原峰位电压趋近于一定程度时,表示电池中的镍离子在不同价态下的转变更加稳定[9],这也意味着电池的稳定性得到了进一步提升[10]。可以看出,w=0的电池与w=1%的电池的循环伏安曲线在第一圈之后有比较高的重合度,几乎完全重叠,而w=0.5%的电池和w=2%的电池,其循环伏安曲线的重合度没有另外两种电解液的高。通过此数据可以预测,加入TPPO可以影响到电池的循环性能,微量及过量都会使电池的稳定性有所下降。

图1 不同含量TPPO添加剂的循环伏安曲线 Fig.1 Cyclic voltammetry curves of TPPO additives with different contents
图2为不同TPPO添加剂含量的电池的第三圈CV曲线。很明显,使用w=1%电解液的电池比其他电池具有较小的氧化还原电位差,可以预测到,本实验中,使用w=1%电解液电池的循环性能最稳定。

图2 不同TPPO添加剂含量的电池的第三圈CV曲线Fig.2 Third CV curve of batteries with different TPPO additive content
2.2 电池循环性能测试
图3为常温(30 ℃)时,在不同截止电压下,电流密度为1 C时,使用几种电解液进行50次充放电后,电池的循环-放电比容量曲线。表1展示了电池初始的放电比容量及50次充放电后的放电比容量与容量保持率。

表1 不同含量TPPO添加剂在不同电压下的放电比容量

图3 不同含量TPPO添加剂在不同电压下的循环-放电比容量关系Fig.3 Cycling-discharge specific capacity relationship of TPPO additives with different contents under different voltages
从图3及表1可以看出,当截止电压为4.3 V时,使用TPPO添加剂的电池有着同样的趋势,相对于未改性过的电池,具有较高的容量保持率,而随着截止电压的升高,使用w=0.5%与w=2%的电解液的电池容量衰减较大,尤其是w=2%的电解液,当截止电压为4.6 V时,容量衰减超过了未改性过的电解液,这表明TPPO过量加入对电池性能有副作用。通过数据可以看出,本实验中,使用w=1%的电解液时,电池的容量保持率最高,这表明适量TPPO的加入可以改善NCM811电池的高压循环性能。
根据上述对锂离子电池电化学性能的研究,可以得出结论,TPPO可以作为高压添加剂来改善NCM811电池的性能。此外,不能排除TPPO对NCM811阴极整体性能的积极影响,特别是过量的TPPO对电池的影响。为了进一步阐明TPPO作为电解质添加剂在Li||NMC811电池中的作用机理,文中进行了进一步的电化学和电镜研究。
2.3 电池倍率性能测试
研究了在不同截止电压下,使用了不同TPPO含量电解液的Li||NCM811电池的倍率循环性能,测试结果如图4所示,图4a测试电压为2.7~4.3 V,图4b测试电压为2.7~4.4 V,每5个循环为同一倍率,倍率依次为0.2、0.5、1、2、5 C,最后回到0.2 C。

图4 不同含量TPPO添加剂在不同电压下的倍率性能Fig.4 Rate performance of TPPO additives with different contents under different voltages
从图4中可以看出,添加适量的TPPO后,电池的倍率性能明显有所提高。但是,当持续加入添加剂时,电池的倍率性能将开始下降,尤其是在5 C的大电流密度下,容量降低更快。从图4a可以看出,在4.3 V的电压下,使用添加剂TPPO含量电解液的电池在不同的电流密度下的放电比容量不同,但没有很明显的差异。在4.4 V较大的电压下,具有不同TPPO含量的电池在不同电流密度下的放电比容量差异比较明显明显(图4b)。在5 C的大电流密度下,使用w=0的电解液的电池在不同倍率下的放电容量与使用w=1%的电解液的电池的放电容量有很大差异。
另外,从图4中还可以看出,在使用5 C的大电流密度充电和放电之后,再以0.2 C小倍率进行充电和放电,添加TPPO的电池显示出更高的容量值,表明添加了TPPO还可以提高大倍率充电和放电后电池的容量恢复能力。例如,在4.4 V下以5 C的大电流密度进行充放电测试后,使用w为0、0.5%、1%、2%的电解液的电池表现出了183.21、157.78、191.44和189.96 mA·h/g的放电比容量。在恢复0.2 C的小电流密度进行充放电测试后,比容量分别为215.59、190.94、223.35和223.21 mA·h/g。
由NCM811电池的倍率性能测试结果可知,在加入TPPO之后,大电流密度充放电后电池的容量恢复地更好,在加入1%TPPO时效果最明显。从不同电压及不同电流密度测试下的结果可以发现,TPPO可以明显提高Li||NCM811电池的倍率循环稳定性,并且可以减小大电流密度充放电对电池的损伤。
2.4 电池循环后表面形貌分析
2.4.1 SEM分析
从以上电池的电化学性能测试可以得出,实验条件下,使用添加了1%TPPO后的电解液的Li||NCM811电池,在高压下的电化学性能是最好的。电池使用不同的电解液会有不同的电化学性能,为了探究不同电解液对NCM811材料的作用影响[11],对原始NCM811极片和w=0、w=1%电解液在4.4 V下进行5次充放电之后的Li||NCM811电池的正极片进行表征和分析,如图5~7所示。由图5可知,对于原始的NCM811极片,可以比较清晰地看到高镍正极材料的典型颗粒[12],并且其表面呈现出光滑整洁的状态,没有任何其他附着物。

图5 原始NCM811极片的SEM图像Fig.5 SEM image of original NCM811 pole piece
对于使用w=0的电解液在4.4 V下进行5次充放电后的正极片,可以清楚地看到阴极颗粒包裹在一层不均匀的CEI膜中。在正极材料表面覆盖一层蓬松的、不致密的薄膜,这样可以清晰地看到NCM811阴极颗粒表面的颗粒。不均匀的CEI膜不能有效地保护正极颗粒。(图6)。

图6 w=0时电解液循环5次后NCM811极片的SEM图像Fig.6 SEM image of NCM811 pole piece after 5 cycles using w=0 electrolyte
对于使用w=1%的电解液在4.4 V下进行5次充放电后的正极片的SEM图像中可以看出,NCM811活性颗粒表面被一层致密的CEI膜覆盖,因此NCM811阴极颗粒表面被完全覆盖,导致看不到NCM811的初级颗粒。结果表明,TPPO的加入可以明显改善CEI膜的形成,使膜均匀致密,从而有效地保护了正极(图7)。

图7 w=1%时电解液循环5次后NCM811极片的SEM图像Fig.7 SEM image of NCM811 pole piece after 5 cycles using w=1% electrolyte
终上所述,通过观察原始NCM811极片和使用w=0与w=1%电解液进行5次充放电之后的正极的SEM图像发现,使用含有不同量添加剂的电解液,在进行充放电测试后在正极颗粒表面形成的CEI膜的厚度与均匀性存在差异,这是影响电池电化学性能的关键因素。
2.4.2 EDS能谱分析
为了进一步确认电池在充放电过程中形成的CEI膜,测试了w=0和w=1%两种电解液循环过的NCM811正极的EDS能谱。如图8和表2所示,对于没有循环过的原始NCM811极片(样品1),正极颗粒的表面光滑,没有沉积物附着(图8a),其EDS能谱结果表示,元素C、O 、F和P的百分比含量分别为52.98%、19.54%、6.96%和0(表2)。而使用w=0的电解液进行5次充放电后的电池(样品2)的正极颗粒表面明显附着在沉积物上(图8b),EDS测试结果表明,其中元素C、O 、F 和P的质量百分比分别为40.30%、19.95%、9.67%和0.55%(表2),显然,极片表面的元素含量发生了变化,尤其F元素的增加,表明LiF成分的增多,这说明了在充放电过程中,NCM811表面有CEI膜生成。在使用w=1%的电解液进行5次充放电后的NCM811(样品3)表面上生成了更明显的CEI膜(图8c),并且从各元素的百分比含量也可以看出,CEI膜的组成也有所不同(表2),由EDS能谱可以看出元素C、O 、F和P的质量百分比分别为36.97%、21.31%、12.39%和0.86%,其中C元素和O元素的含量减少,表明了CEI膜中的碳酸锂减少,而元素F的增加,证明了LiF成分增多,这些都表明使用w=1%的电解液更容易使电池正极材料形成CEI膜。
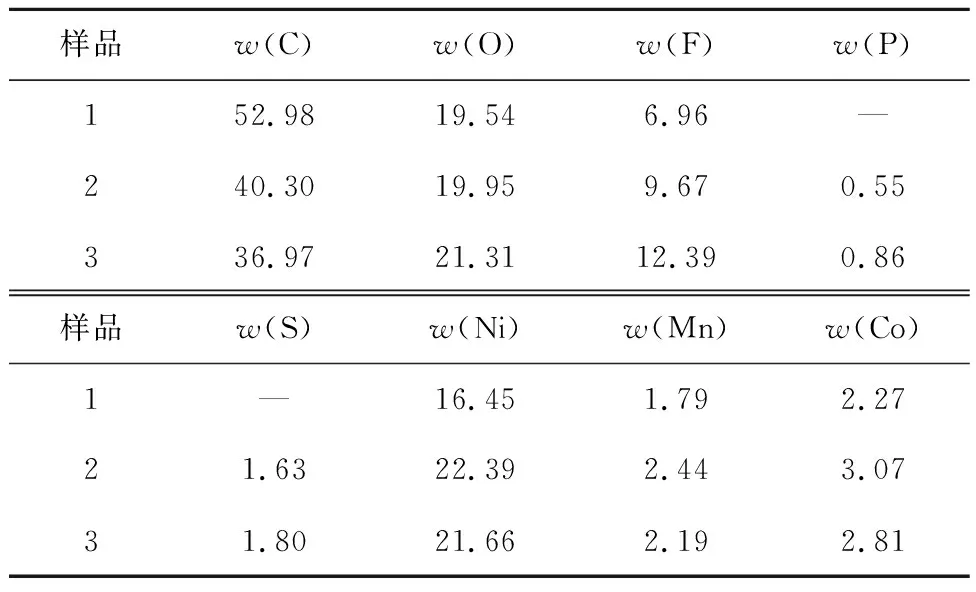
表2 极片元素含量

图8 NCM811极片的EDS分层图像Fig.8 EDS layered image of NCM811 electrode
3 结 论
(1)通过循环伏安法证明了当加入添加剂的含量为1%时,电池的循环稳定性更好。
(2)通过在不同的截止电压下对电池进行测试,证明电解液优异的高压性能,在2.7~4.6 V电压窗口内,1 C循环50次后,TPPO含量为1%的电池容量保持率可以达到100.79%,而未改性电池的容量保持率仅为58%,此外,加入TPPO后,电池的倍率性能也显著增强。
(3)通过对循环后的NCM811极片进行表征发现,加入添加剂TPPO后,其对CEI膜的形成有着重要的作用。由于加入TPPO,导致电池在充放电过程中,更容易在正极表面形成CEI膜,可以抑制高电压对正极表面的损害,从而提高电池高压下的电化学性能。
猜你喜欢
机电产品开发与创新(2023年5期)2023-10-23
再生资源与循环经济(2022年9期)2022-11-20
化学工程师(2022年1期)2022-02-23
山东冶金(2019年5期)2019-11-16
安徽电子信息职业技术学院学报(2019年2期)2019-04-26
中国铸造装备与技术(2017年6期)2018-01-22
制造业自动化(2017年2期)2017-03-20
焊接(2016年9期)2016-02-27
电源技术(2016年2期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03