基于红外成像技术的锌电解极板故障检测系统
2023-09-19 05:42周永欢
有色冶金设计与研究 2023年4期
周永欢
(湖南株冶有色金属有限公司,湖南衡阳 421001)
电解过程是精炼许多有色金属的重要步骤,直接影响成品金属的生产率和质量[1]。 在锌、铜等金属的电解过程中,阴极和阳极板平行排列在电解槽中[2],各极板通过母线均匀导电。随着电解的进行,由于极板变形以及受到电磁力的作用,阳极和阴极板可能会相互接触而发生短路[3-4],不仅会消耗大量电能,而且会降低金属的产量,因此故障极板的快速准确检测对锌电解具有重要意义。
目前,短路故障检测方法是间接检测法,主要有喷淋槽和配套的磁场检测仪表,通过温度或磁场用来反映短路情况[5]。虽然该方法原理简单、操作方便、成本低,但灵敏度、准确度和实时性都难以满足要求。 利用红外成像技术进行短路检测是一种免接触的实时快速检测方法。 在短路时,极板的温度会升高,利用红外成像技术可以获得电解槽表面全天候、无接触、实时的温度[6]。 红外图像可以直接反映电解槽的温度,但由于酸雾、水汽扩散、极板受热不均匀、母线局部受热等复杂因素,很难准确、全面地检测出故障极板。 传统的方法是基于滑动窗口的区域选择和手动设计特征提取规则。 Ojala 等人[7]提出了局部二进制模式(Local Binary Pattern, LBP)。LBP 以局部区域中心的像素点作为阈值,与周围的像素值进行比较,形成二值LBP 码。 对原始图像的每个像素进行运算,得到LBP 地图。 将地图划分成小区域,对小区域的直方图进行计数,使其成为特征向量并进行分类。Ke 等人[8]在尺度不变特征变换的基础上,利用主成分分析计算特征描述子,使其特征更加突出。这些方法在锌电解特殊环境以及干扰因素较多等原因,导致基于红外图像的检测效果较差、泛化能力弱,容易造成误检和漏检,影响了系统的应用效果。
为此,本文结合锌电解车间的实际情况和环境特点,搭建基于红外热像仪的电解槽极板故障检测系统。该系统可以实时监控槽面极板的工作情况,通过小目标检测算法实现对故障极板的准确定位,提高了故障检测的精度, 也给提高工人处理短路故障的工作效率创造了条件。
1 系统关键技术
由于电解车间的酸雾、水蒸气扩散、电极板受热不均匀、母线局部受热等复杂的环境因素会影响红外图像的检测结果,同时红外摄像仪器拍摄的红外图像存在的畸变也会导致目标检测存在很大的难度。针对上述问题,本文采用一种基于直线分群筛选灭点提取的透视畸变矫正方法以及小目标检测算法,对基于红外热像仪的锌电解极板故障检测系统的算法进行优化。
1.1 畸变矫正算法
本节拟介绍一种基于直线分群筛选灭点提取的透视畸变矫正方法, 用于实现不同视角和成像条件下电解槽红外热图像透视畸变的自动矫正, 其透视畸变自动矫正方法流程,如图1 所示。

图1 透视畸变自动矫正方法流程
首先, 利用Hough 变换提取极板和母排方向的一系列方向直线;其次,针对提取到的直线中出现的不同程度偏差现象,参考最小二乘回归方法,提出了一种直线分群筛选算法来筛除干扰直线, 并根据剩余直线分别估计出极板和母排方向的灭点坐标;最后,利用估计的两个方向灭点坐标,构造出变换前后的四组点对,基于逆透视变换,实现透视畸变的自动矫正。
1.2 小目标检测算法
针对现场实际情况,结合电极板故障的具体特点,提出了一种基于Mask R-CNN 的故障检测方法(见图2)。该算法主要工作有:1)基于ResNet50[9]和特征金字塔网络[10](FPN)得到简化的多尺度特征层,然后根据电极板的长宽比自适应修改提案的预设尺寸。 2)改进非最大抑制算法[11],降低连续故障板的漏检率。3)提出了一种全局广义借条损失函数,用于调整边界盒的回归参数。 该损失函数在计算损失时对目标区域与预测区域之间的尺度和距离关系更加敏感,可以根据两个区域的重合状态、相对位置和尺度关系来进行计算。
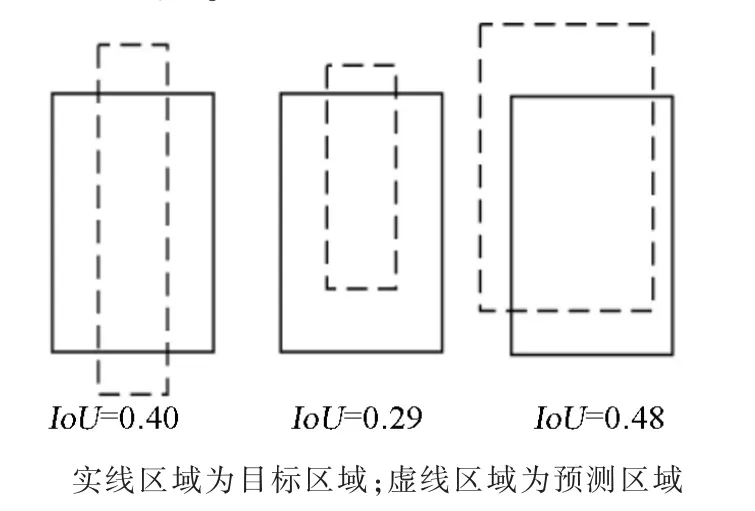
图2 基于Mask R-CNN 的故障检测方法
2 系统软件设计与实现
2.1 数据库概要设计
数据库概要设计是在系统需求分析的基础上,将电解槽这一具体的研究对象抽象为一种数据模型,厘清数据的组织架构及数据之间的内在关系。通过前期调研及分析,设计了E-R 图(见图3),反映了主要对象之间的联系以及各实体与属性之间的关系。 当用户登录系统时, 系统判断并提供相应的权限, 通过选定对应的电解槽查看各实时状态信息及报警日志, 也可通过历史查询查看特定时间内的对应数据。
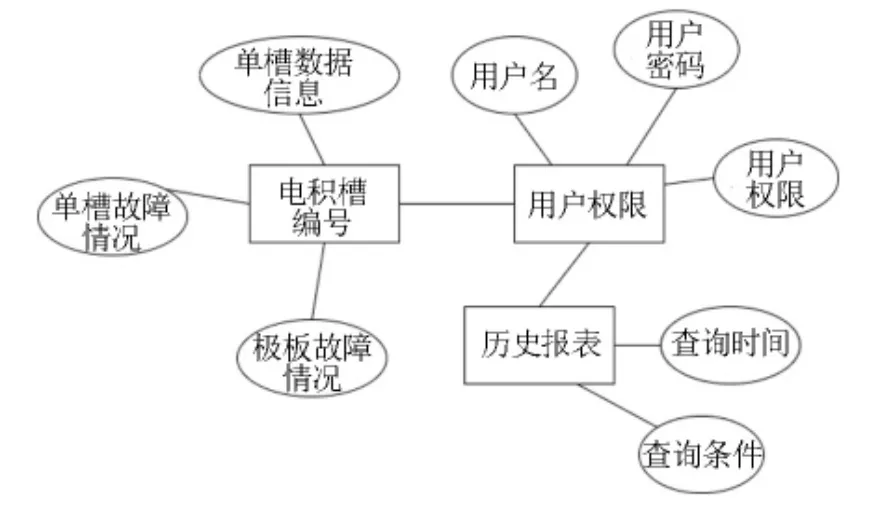
图3 数据库结构E-R 图
2.2 数据读写
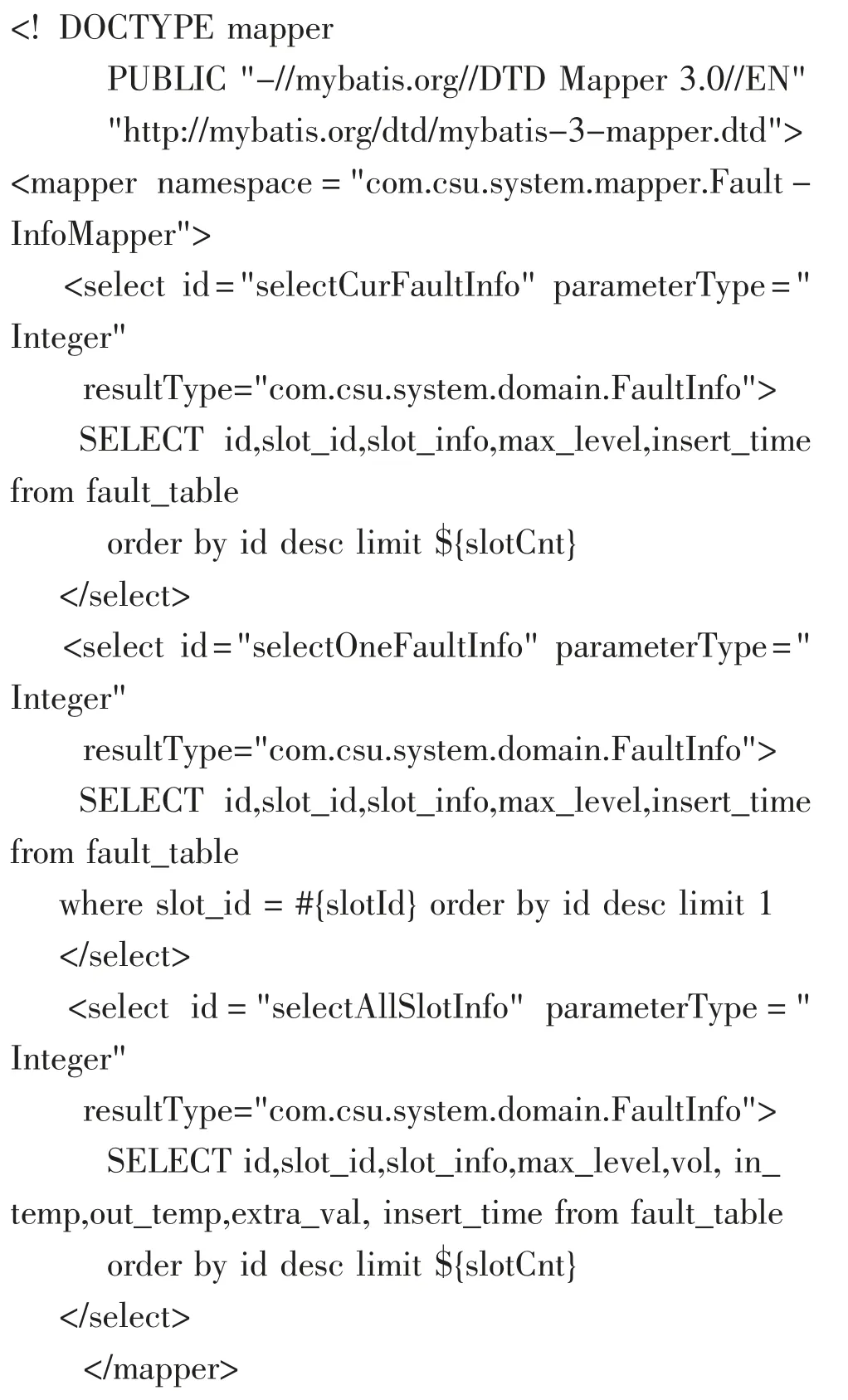
设备互联依赖通信网络,本文所设计的锌电解极板故障监测系统采用分层设计,包括现场总线网络、控制系统网络以及车间管理网络。 PROFIBUSDP 通信连接控制站和从站, 工业以太网连接控制站和红外摄像仪,并使用PROFINET 通信协议。 控制站和中控室上位机则通过工业以太网通信,可以根据监控管理和工业控制的不同需求配置网络速度和传输可靠性,并且控制系统的故障检测频率,确保监控数据的可靠性以及故障检测的准确性。
数据读写的部分程序代码如下:
2.3 系统功能设计
系统软件设计采用模块化设计思想, 根据电解槽的实际工况需求设计了主界面、单槽详细信息、报警处置列表、历史查询、故障筛选以及系统设置等模块。每个模块下又分设多个子模块,通过这些子模块可以实现故障极板的可视化检测、参数设置、数据查询与分析等功能。 设计的系统功能结构,如图4 所示。

图4 系统功能结构
1)系统主界面。 系统主界面是整个系统的核心部分,具体如图5 所示。主界面主要负责电解槽极板故障的显示,单击每个槽还将显示该槽的具体信息(红色表示严重故障,橙色表示一般故障,黄色表示疑似故障,无色表示没有故障);报警处置列表对电解槽内所有的故障极板进行统计和分类, 同时可以按照列号、槽号以及故障级别对故障极板进行筛选,并将所有的数据保存至数据库。此外,控制台部分可以实现系统的手动检测功能。
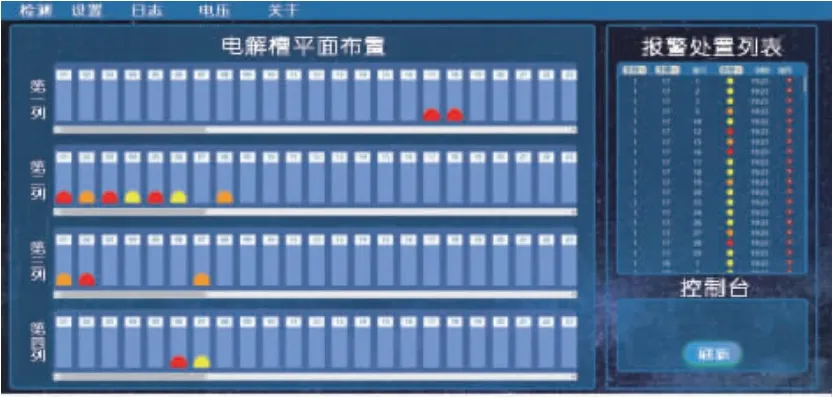
图5 系统主界面
2)系统设置界面。 在此界面可以进行网络连接设置、自动截图设置、检测频率设置以及参数阈值设置,主要实现各个参数的查询以及修改功能,便于对系统检测的频率以及检测参数的设置, 具体如图6所示。作为极板故障检测系统,重点在于能实现实时地检测极板故障, 并且及时提供故障位置以及严重程度,方便工人及时进行处理,保障电解槽的正常工作。通过建立完善的故障库,并对重要的故障进行保存,系统可以进行事后分析原因,并进行相应改进,从而可以减少故障的发生并保障作业的安全。

图6 参数设置界面
3)系统现场应用效果。 锌电解极板故障检测系统在现场获得了很好的应用,运行稳定,操作简便,取得了很好的应用效果。 具体的效果可以描述为以下两方面:(1)故障检测准确性高。 该系统可以快速检测出锌电解极板是否存在故障,并且可以针对不同严重程度的故障进行正确的判断和处理。 在现场应用中,该系统的检测准确性得到了验证,故障极板的检测准确率达到了92.2%,除部分极板由于故障不严重并且有现场酸雾遮挡的情况下导致了小概率的误检以及漏检, 正常情况下可以为企业提供可靠的技术支持。 (2)操作简便性强。 该系统的操作简单明了, 不需要专业技术人员进行操作。 在现场应用中,工作人员仅需按照系统提示进行操作,在短时间内即可完成故障检测和维护工作。因此,该系统的操作简便性强,可以减轻企业的人力成本和工作压力。
综上所述,锌电解极板故障检测系统在现场应用中体现出了高准确性和简便性强的优势,已经取得了良好的效果。
3 结语
本文设计了红外图像畸变矫正算法与小目标检测算法,开发了基于红外成像技术的电解槽极板故障检测系统,实现了极板故障检测的准确性以及高效性,提高了电解车间的电流效率,并实现了生产数据信息的统计分析,为生产调度和管理提供了便利。
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
石油管材与仪器(2020年5期)2020-11-05
江西建材(2018年1期)2018-04-04
摄影之友(影像视觉)(2017年10期)2017-11-07
中学生数理化·高二版(2016年10期)2016-12-24
锻压装备与制造技术(2016年3期)2016-06-05
电源技术(2015年9期)2015-06-05
癌变·畸变·突变(2014年2期)2014-03-01
中国氯碱(2014年12期)2014-02-28
河南科技(2014年16期)2014-02-27