LNG储罐用钢06Ni9DR焊接接头弯曲试验断裂失效分析
2023-11-07 04:27李冬毓王嘉睿孙万田
压力容器 2023年8期
李冬毓,王嘉睿,孙万田
(1.中石化 第五建设有限公司,南京 210048;2.兰州理工大学,兰州 730050)
0 引言
近年来,随着我国能源工业的快速发展,液化天然气(简称LNG)基础设施建设也得到迅猛发展,一些钢厂研发的06Ni9DR钢被用于LNG贮罐的内壁,该材料最低使用温度可达到-196 ℃,具有良好的耐低温韧性[1-4]。在对某LNG贮罐的06Ni9DR钢板进行焊接工艺评定时,按照相关标准及技术文件规定厚度10 mm以下规格的弯曲试验是进行横向弯曲,而10 mm以上规格进行侧向弯曲。在工艺评定试验时,发现厚度10 mm以下规格的横向弯曲试样易出现开裂,而这种情况在进行侧向弯曲试验时很少出现。为了查找失效的原因,本文研究不同热输入对厚度5,10 mm两种规格的06Ni9DR钢板焊接接头综合力学性能及微观组织的影响,从中查找横向弯曲试样失效的原因,为保障LNG储罐的焊接质量提供参考。
1 试验情况
1.1 试验材料
试验材料为厚度5 mm和10 mm的06Ni9DR钢板,供货状态为淬火(770~830 ℃)+回火(550~600 ℃)。母材显微组织为回火马氏体(见图1),其主要化学成分及力学性能分别如表1、表2所示。

表1 06Ni9DR钢板化学成分
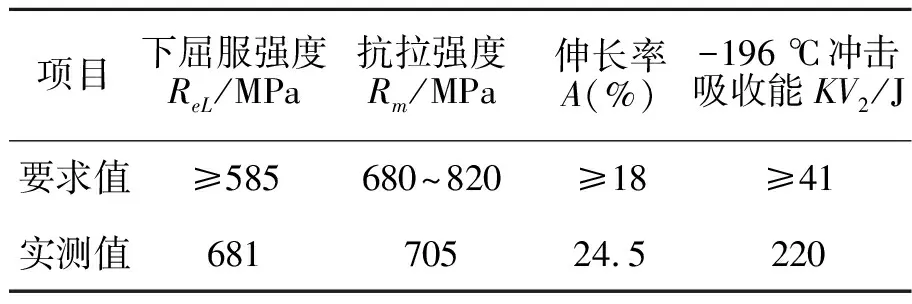
表2 06Ni9DR钢板力学性能
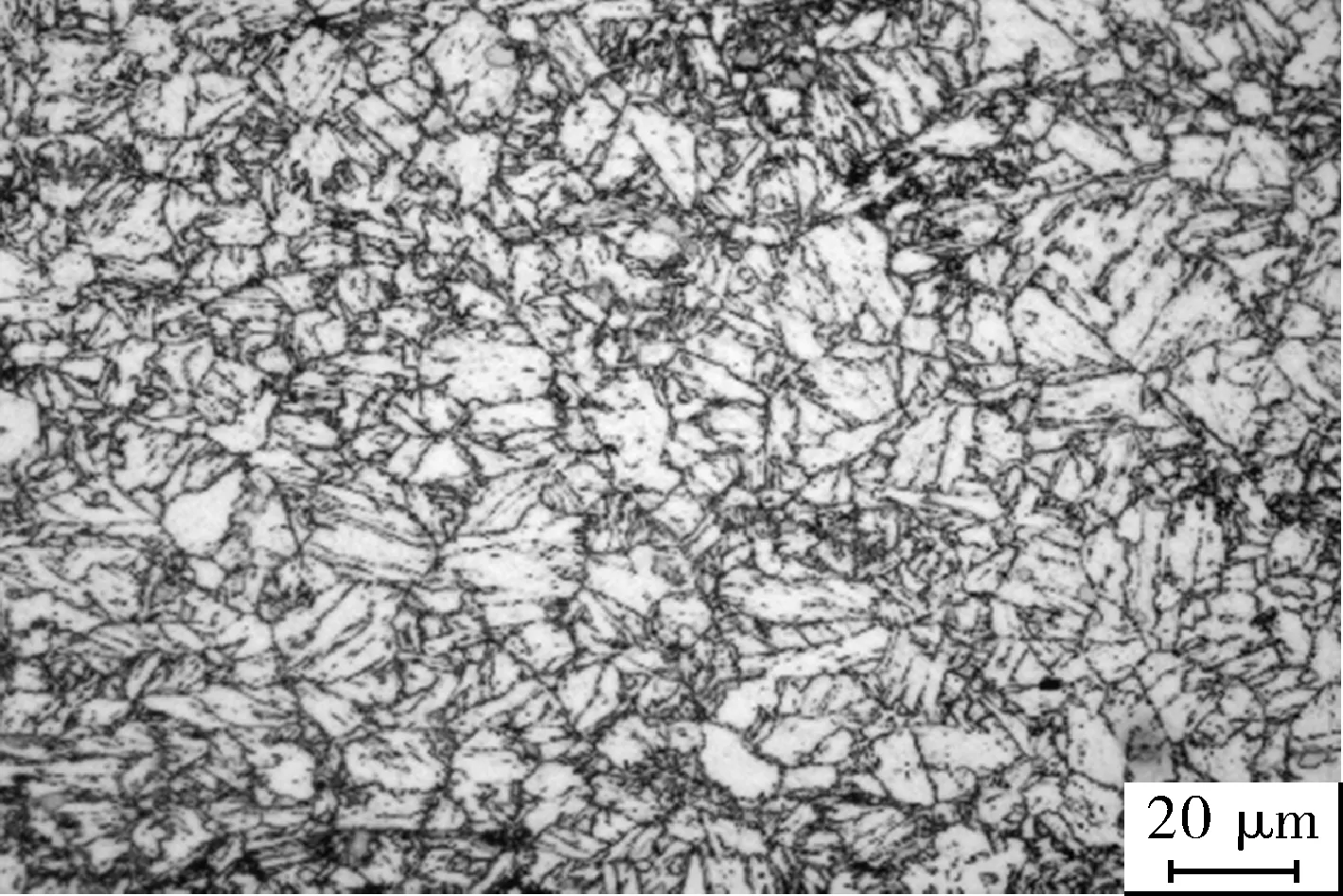
图1 06Ni9DR钢试板母材金相组织
1.2 试验方案
制定的试验方案如表3所示。采用手工焊条电弧焊接方法,焊接材料为镍基焊条ENiCrMo-6,规格为∅3.2 mm,其化学成分见表4。坡口形式为45°单V形。热输入分为4组进行焊接。
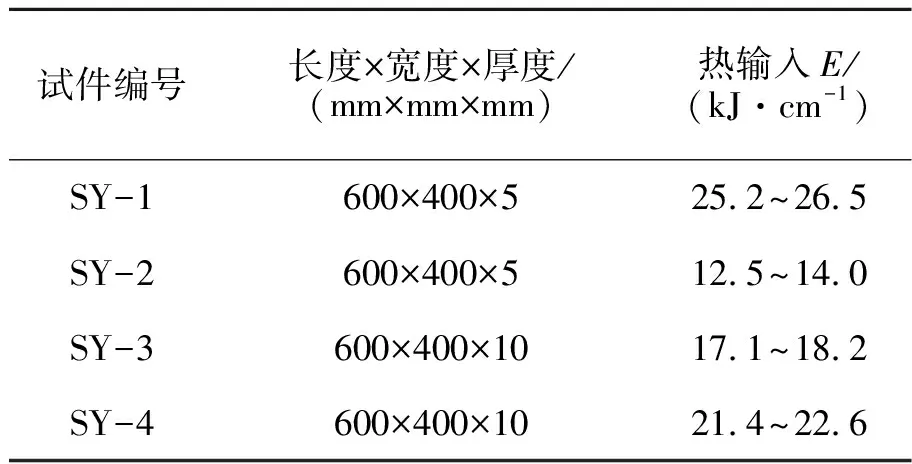
表3 制定的试验方案
依据GB/T 228—2021《金属材料 室温拉伸试验方法》规定,采用CMT5305微机控制电子万能试验机,对试样进行室温拉伸性能测定。
依据GB/T 2653—2008《焊接接头弯曲及压扁试验》规定,采用WAW-500C微机控制电液伺服万能试验机,对试件进行180°弯曲试验。
依据GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》,采用NI500C摆锤式冲击试验机,对焊缝和热影响区进行-196 ℃夏比V形缺口冲击试验,冲击试样尺寸可根据壁厚加工成55 mm×10 mm×2.5 mm和55 mm×10 mm×7.5 mm两种。
2 试验结果与讨论
2.1 拉伸试验
拉伸检测结果如表5所示。可以看出,试样SY-2-1,SY-2-2抗拉强度没有达到母材标准要求的最低值(680 MPa),其他试样均合格。

表5 拉伸检测结果
2.2 弯曲试验
弯曲试验结果如表6所示。可以看出,多数试样弯曲到180°后未出现任何尺寸的裂纹,焊接接头表现出了极好的塑性,但开裂的2个试件宏观看属于失塑性脆断(见图2),焊接接头瞬间失去塑性会给LNG储罐带来安全隐患。观察WQ-2-2弯曲试样断口,发现里面有肉眼可见的较大孔洞,直径几乎可达到1 mm;而WQ-3-2是沿着熔合线的焊趾处开裂,仔细观察会发现焊趾处有轻微的咬边,初步分析断裂应该是与这些缺陷有关。

图2 断裂弯曲试样
2.3 冲击试验
冲击试验结果如表7所示。可以看出,热输入控制在12.5~26.6 kJ/cm范围内试件焊缝及热影响区的冲击韧性比较接近,转化成标准试样(55 mm×10 mm×10 mm)冲击吸收能量进行对比,均大于41 J,符合对LNG储罐低温韧性的技术要求。
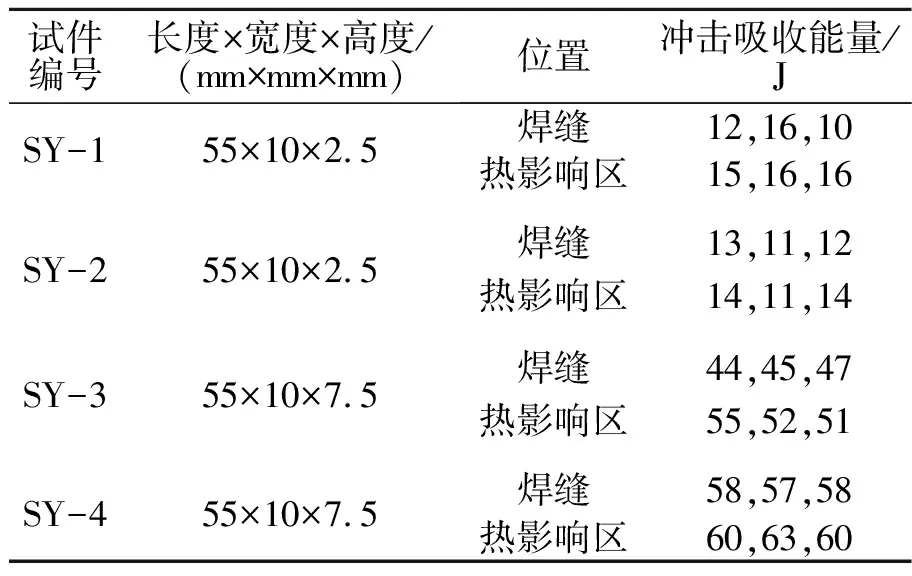
表7 冲击试验结果
2.4 金相分析
制备了SY-1,SY-2,SY-3三个焊接接头试样进行金相分析,查找引起开裂的原因。低倍下观察,3个焊缝组织内分布较多白色夹杂物,较小夹杂物星状遍布焊缝,有些较大夹杂物呈不规则颗粒状,如图3所示。
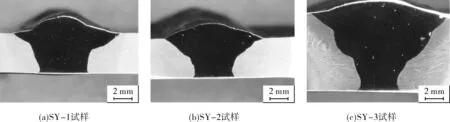
图3 焊接接头宏观金相组织
微观下观察焊缝区组织,可清晰看到焊缝组织为奥氏体柱状晶结构,且组织中为胞状晶和胞状树枝晶[5-6],但在SY-2组织中观察到有较大夹杂物,如图4所示。观察热影响区为板条马氏体组织(见图5),结构均匀未粗化,不同热输入焊接接头热影响区组织无明显差别。说明并不是热输入导致了组织结构恶化引起的断裂。
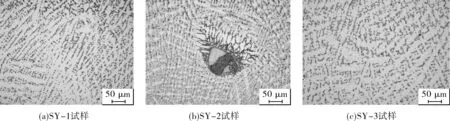
图4 焊缝微观金相组织

图5 热影响区微观金相组织
2.5 SEM及EDS分析
对断裂弯曲试样断口进行扫描电镜SEM组织分析及能谱EDS分析,分别如图6、图7所示。

图7 夹杂物电子照片及EDS分析
在低倍显微镜下观察,断口属于脆性断裂,上面有较大孔洞和较多夹杂物。选择典型夹杂物进行EDS分析,发现杂夹物富含Ca,F,O。ENiCrMo-6属于碱性焊条,焊条主要相为CaCO3,CaF2,SiO2[7],说明夹杂物来源于焊条的药皮。高倍数显微镜下观察,断口有较多细小的韧窝,韧窝中有不规则的颗粒状第二相析出物,由于9Ni钢材为高镍基型,碳元素可以通过固溶强化作用和析出碳化物作为第二相强化的方式来有效提高奥氏体焊缝的强度和低温韧性[8-9]。
通过此次试验,对该镍基合金焊条有了进一步了解。与碳钢、奥氏体不锈钢等焊条相比,镍基焊条熔化后,黏稠度高、流动性差、脱渣性能也较差[10-11],更易产生夹渣、未熔合以及咬边等缺陷。如果焊层间清理不彻底,或者焊工对镍基合金焊材焊接操作特点掌握不熟练,每层熔池填充形状不利于焊渣的清理时,都易产生夹渣缺陷,建议焊接前应筛选操作技能水平较高、有镍基合金焊材焊接经验的焊工,且应进行岗前培训与实操技能考试。通过试验,发现采用较小的热输入焊接时,夹渣缺陷产生的机率会更高,这些较小夹渣对焊缝组织的抗拉强度、塑性,以及低温冲击性能影响并不明显,但较大夹渣会严重恶化焊接接头的塑性。为了保障LNG贮罐焊接质量,须采用较大的坡口角度,以便于焊条的摆动,适当延长坡口两边缘的停留时间,以避免咬边缺陷的产生;采用合理的热输入范围,更有利于熔渣上浮,而不宜过度强调采用较小热输入进行焊接;控制熔沲形状呈平缓的凹形,防止产生夹沟,且层间打磨清理应彻底等。按照NB/T 47014—2011《承压设备焊接工艺评定》进行弯曲试验时,当试样母材与焊缝金属之间的弯曲有显著差别时,可采用纵向弯曲代替横向弯曲,通过与设计方沟通确认,改为用纵向弯曲代替横向弯曲,后续纵向弯曲试验均合格。这种断裂情况很少在侧向弯曲和纵向弯曲时出现的原因,与侧向和纵向弯曲不存在轻微咬边有关。可见,对于LNG贮罐焊接外观质量检查,应严格控制不得出现咬边缺陷。
3 结论
(1)采用ENiCrMo-6焊条焊接06Ni9DR钢板,热输入控制在12.5~26.6 kJ/cm范围内,焊接接头的焊缝、热影响区组织结构相似,组织均具有较好的强度、塑性以及低温冲击韧性。但采用较小热输入焊接,更易产生夹渣、咬边等缺陷。
(2)在工程中,当采用镍基合金焊条焊接时,应选择脱渣性能优良的焊材,采用合理的热输入范围,不可过度强调以较小热输入进行焊接,严格进行层间清理,不得出现咬边缺陷,才能保障LNG储罐的焊接质量。
猜你喜欢
新疆有色金属(2023年4期)2023-06-26
国外核新闻(2022年9期)2022-12-16
天津冶金(2021年3期)2021-06-28
设备管理与维修(2020年5期)2020-05-01
石油和化工设备(2020年1期)2020-02-07
中国医学装备(2016年3期)2016-04-21
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年2期)2015-07-18