
LA103W镁锂合金TIG焊接接头组织与性能研究
2024-01-02 06:53夏聪聪马立彩鲁传洋唐佳奇
航天制造技术 2023年5期
夏聪聪 马立彩 鲁传洋 王 锋 唐佳奇
(北京新风航天装备有限公司,北京 100080)
1 引言
随着航天技术的发展,航天材料向着轻量化、高效、低成本等方向发展[1]。镁锂合金的密度一般为1.35~1.65g/cm3,比普通镁合金轻1/4~1/3,比铝合金轻1/3~1/2,是最轻的金属结构材料之一,具有较高的比强度和比刚度,较好的减震性和电磁屏蔽性,且易回收再利用,在航空航天、兵器工业中具有潜在的应用价值,也是未来运动设备及便携设备的主要材料,发展前途极为广阔[2~4]。根据Mg-Li 二元相图[5]可知,当锂的质量分数高于5.7%且低于10.3%时,镁锂合金组织中同时存在密排六方结构的α-Mg 相和体心立方结构的β-Li 相,LA103W 镁锂合金作为典型的双相结构解决了镁及镁合金在室温下滑移系较少、塑性较差的问题,兼顾了α-Mg 相的高强度和β-Li 相的延展性,是航天领域中代替铝和钢的理想结构材料[6]。镁锂合金虽然因优良的力学性能在航天领域具有广阔的应用前景,但在材料自身的加工性方面还需要克服大量的技术难题,尤其是镁锂合金的焊接性[7,8]。焊接成形是镁锂合金结构件必不可少的加工成形手段[1],目前关于镁锂合金焊接工艺的研究报道[9~11]大多集中在钨极氩弧焊、搅拌摩擦焊、激光焊方面,并且采用正确的焊接工艺可以获得无缺陷、高质量的焊接接头。LA103W 作为一种新型的镁锂合金材料,对标同系列国标牌号,LA103W 密度更低,强度大幅提高,可制备目前国内最大规格镁锂合金舱体结构件,实现在新一代空天装备上的工程化应用。但目前尚没有LA103W 合金焊接性能的研究,因此本文采用操作灵活、焊接适应性强的钨极氩弧焊(TIG)方式,以LA103W 镁锂合金作为研究对象,研究LA103W 镁锂合金的焊缝成形性、焊接接头的显微组织及力学性能。
2 试验材料及方法
2.1 试验材料
试验选用LA103W 镁锂合金板材作为母材,试件尺寸为300mm×100mm×5mm,供货状态为轧制-T5态,化学成分见表1。所选用焊丝与母材为同一材质,即在母材上直接截取细条作为焊丝,规格为500mm×5mm×3mm。
2.2 试验方法
试验采用钨极氩弧焊(TIG)方法焊接镁锂合金试件,接头形式为对接接头。焊前将3 对试件加工成V 形坡口,用丙酮清洗镁锂合金试件表面距离焊缝50mm 范围内的油污,吹干后用不锈钢抛光轮打磨去除试件表面距离焊缝30mm 范围内的氧化膜,去除氧化膜后、焊接前再次进行丙酮清理。由于试件壁厚较大,为减小热输入量、减少变形和缺陷,焊接采用填丝、单面双层焊工艺,焊接时使用自制夹具将试件固定,保护气体选用纯度为99.99%的高纯氩气,焊接工艺参数见表2。

表2 焊接工艺参数
首先检查焊接接头表面质量,用X 射线探测焊接接头的内部质量;用金相显微镜观察焊接试验件接头处的显微组织,分析不同区域的焊接接头显微组织形貌。在CMT5105 微机控制电子材料试验机上进行拉伸试验,取3 个拉伸试样,试验后取平均值,拉伸试样的尺寸与形状如图1所示;用显微硬度计(FM-700)测量焊接接头的硬度;并用GeminSEM 300 扫描电子显微镜观察拉伸试样的断口形貌。
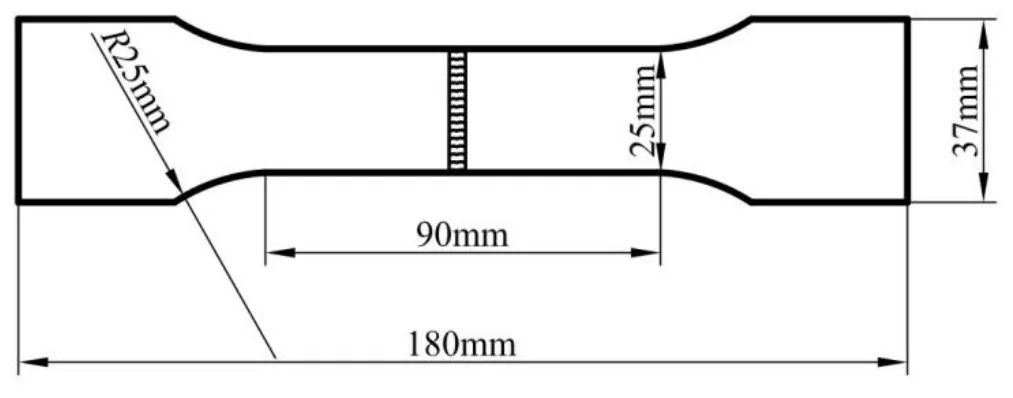
图1 拉伸试样的形状与尺寸
3 试验结果与分析
3.1 焊接接头显微组织形貌
图2 为LA103W 焊接接头金相组织,分为母材区、热影响区、熔合区和焊缝区4 部分。LA103W 焊接接头母材区如图2a所示,由α-Mg 相和β-Li 相组成,α-Mg相为白色颗粒状和少量板条状晶粒,且分布于β-Li 相界;β-Li 晶粒呈等轴状,晶粒尺寸在30~50μm 之间。与母材相比,如图2b所示,热影响区内的α-Mg 相含量明显减少但尺寸无明显变化,呈颗粒状,且有少量α-Mg 相分布于β-Li 相晶粒内;热影响区内的β-Li 相晶粒长大,尺寸达到50~150μm,β-Li 晶界明显。这是由于热影响区组织受焊接热量和残余应力的影响发生了回复再结晶。

图2 焊接接头不同区域的显微组织
焊接过程中,如图2c所示,熔合区处于固、液态的半熔化区,有大量颗粒状和细针状的α-Mg 相在β-Li晶粒内析出。与熔合区相同,如图2d所示,焊缝区亦有大量细小的颗粒状和细针状α-Mg 相,但此时β-Li相晶界消失。这是由于焊接时焊缝区组织完全熔化,温度高,冷却速度快,焊缝处形成过饱和固溶体,随后过饱和固溶体发生沉淀析出反应,析出细小颗粒状和细针状的α-Mg 相。观察发现LA103W 镁锂合金焊接接头表面成型良好,无裂纹、错边、未焊透、未熔合等缺陷。如图3所示,X 射线检测结果表明焊缝内部质量良好,无超标气孔、裂纹等缺陷。
图3 LA103W 镁锂合金焊接接头探伤结果
3.2 焊接接头的力学性能
利用显微硬度计(FM-700)分别测量焊接试件上母材区、热影响区、熔合区、焊缝区的硬度,每个区域至少测试3 个硬度值,最后取平均值,具体结果见表3,焊接接头母材区硬度最大,为68.5HV,熔合区的硬度与母材区硬度相差无几,其次为焊缝区,热影响区的硬度最低。热影响区受焊接热量影响,α-Mg 相会溶入β-Li 相基体,同时塑性较好的β-Li 晶粒快速长大,导致硬度值最低。焊缝区硬度稍高于热影响区,这是因为焊缝区有大量硬度较高的α-Mg 相,使硬度升高。母材区为轧制-T5 态,晶粒细化,组织均匀,力学性能良好;熔合区经历半熔化过程,有大量颗粒状和细针状的α-Mg 相在β-Li 晶粒内析出,α-Mg 相硬度较高,因此焊接接头的母材区和熔合区硬度较大。

表3 焊接接头各区域的硬度平均值HV
LA103W 镁锂合金母材和焊接接头拉伸性能的平均值见表4。由表4 可知,焊接接头的抗拉强度、屈服强度和延伸率均略低于母材,分别为175MPa、169MPa 和13.5%,达到母材的92.1%、94.4%和90%。

表4 LA103W 镁锂合金的拉伸性能
3.3 拉伸断口分析
焊接接头拉伸断口的宏观照片见图4,可以看出拉伸试样断裂于母材区。熔合区和焊缝区有大量细小弥散的α-Mg 相阻碍了位错运动,提高了熔合区和焊缝区的强度。热影响区β-Li 相晶粒内析出的α-Mg 相粒子会起到第二相强化作用,因此拉伸断裂在母材区。如图4b、图4c所示,焊接接头拉伸试样的断口平齐,断口与截面约呈45°。
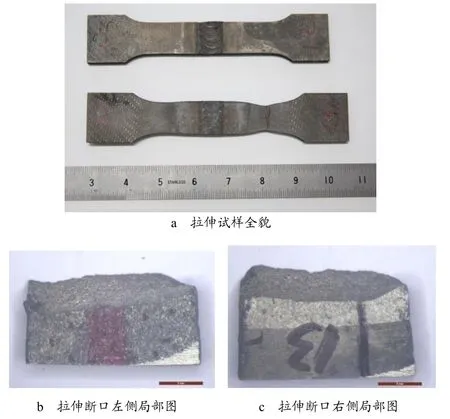
图4 焊接接头的拉伸断口宏观照片
不同放大倍数的焊接接头拉伸断口SEM 形貌见图5。断裂在母材的拉伸断口微观形貌主要以水流花样及解理台阶为主,并可观察到少量韧窝存在,属于韧性-解理混合断裂。
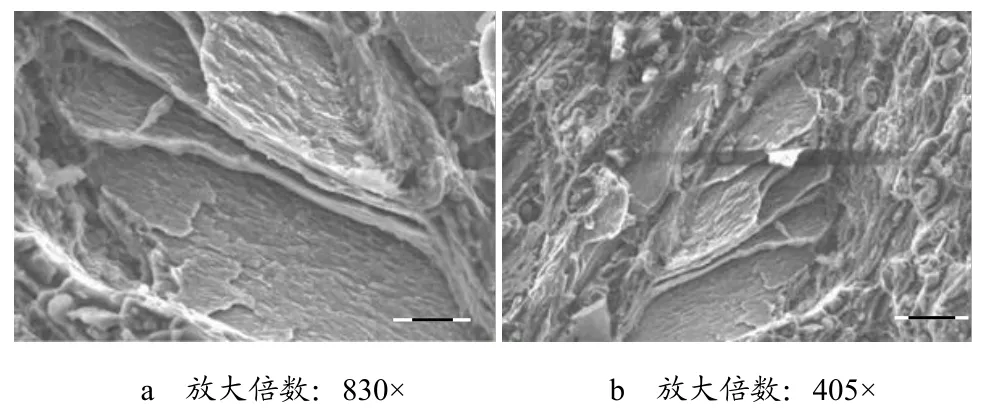
图5 焊接接头的拉伸断口SEM 形貌
4 结束语
a.对LA103W 镁锂合金进行TIG 焊,得到的焊接接头表面成型良好,焊缝中也无超标气孔和裂纹等缺陷。焊接接头的组织由α-Mg 相和β-Li 相组成,母材区的β-Li 相晶粒为等轴状,热影响区的β-Li 相晶粒尺寸较大,焊缝区和熔合区中含大量颗粒状和细针状的α-Mg 相,且焊缝区的β-Li 相晶界消失;焊缝区与热影响区之间的熔合区组织均匀,熔合良好,不易发生断裂。
b.LA103W 镁锂合金焊接接头的抗拉强度、屈服强度和延伸率均略低于母材,分别为175MPa、169MPa和13.5%,达到母材的92.1%、94.4%和90%。焊接接头的母材区与熔合区硬度最大,其次为焊缝区,热影响区的硬度最低。
c.焊接接头的断裂方式为韧性-解理混合断裂,拉伸试样断裂在母材区。
猜你喜欢
草堂(2023年8期)2023-12-20
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
贵金属(2021年1期)2021-07-26
科技创新导报(2020年16期)2020-08-13
水土保持通报(2018年6期)2018-02-13
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
食品工业科技(2014年13期)2014-03-11
