某型事故飞机机翼损伤修理研究
2024-01-10 02:10彭宏伟胡聪杨盼航空工业长沙五七一二飞机工业有限责任公司
航空维修与工程 2023年12期
彭宏伟 胡聪 杨盼/航空工业长沙五七一二飞机工业有限责任公司
1 事件描述
一架飞机在起飞过程中右机轮爆胎,紧急减速后飞机仍冲出跑道,飞机右机翼、右轮毂及副油箱受损,事故未造成人员伤亡。飞机起飞时挂装副油箱,起飞重量接近12t。
2 飞机损伤情况
损伤集中在右机翼下翼面,有两个较大损伤区域:右机翼下翼面第1 肋中段损伤,肋边向内撕裂,损伤面积约为5cm×23cm;前下壁板肋边向内撕裂,损伤面积约为5cm×23cm(见图1)。
右机翼下翼面油箱舱后下壁板有一处面积约为16cm×13.4cm 的损伤,损伤处距离第1 肋14cm,距离主梁46cm,距离后梁47cm。拆开机翼上翼面油箱口盖,发现中隔板与后下壁板在损伤处存在裂纹,裂纹止于螺栓孔,长度约为70mm(见图2)。
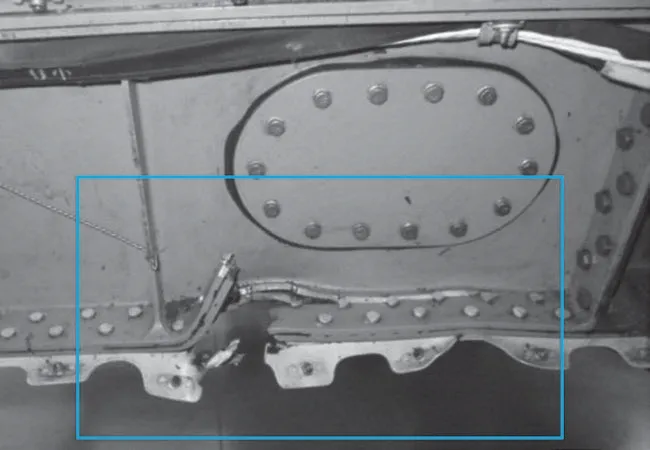
图1 机翼第1肋中段损伤图
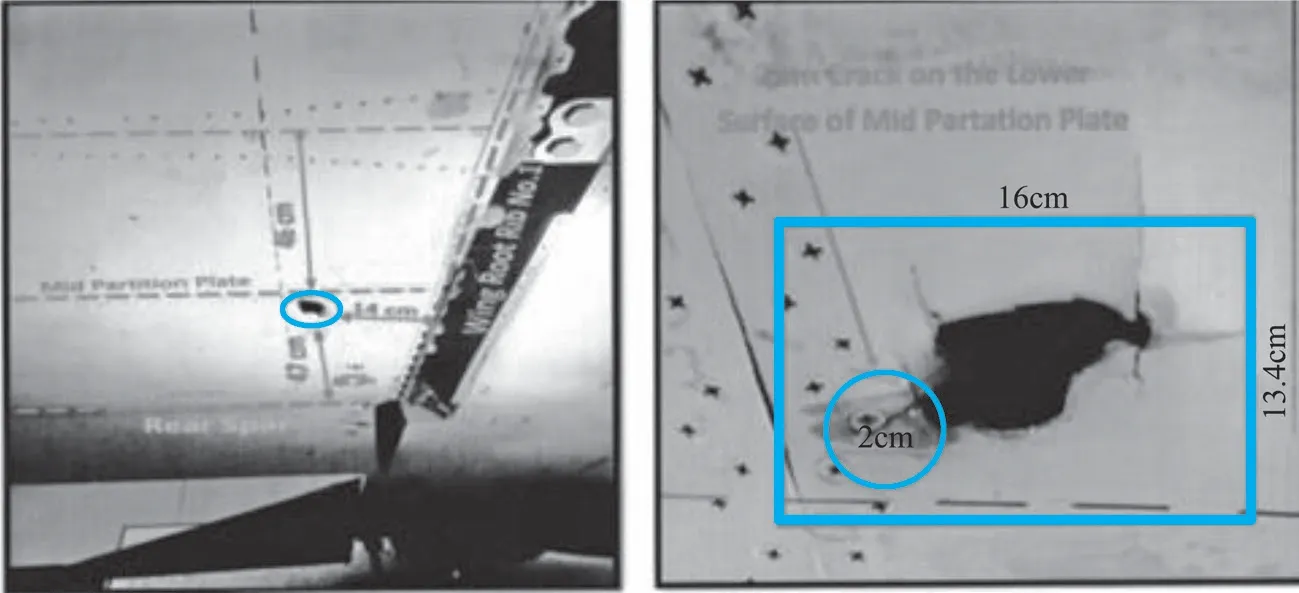
图2 下翼面油箱舱后下壁板损伤图
3 修理原则的制定
3.1 修理原则
1)结构补强按等强度原则。结构修复要保证强度、刚度、疲劳要求;可拆卸的损伤零件应更换为满足该架飞机技术状态的新零件;飞机原位修复和局部补强,修复后的结构及连接强度不低于原结构。
2)修理后满足相关技术条件关于对缝间隙、阶差的要求;修理不影响飞机气动外形。
3)结构修理中对蒙皮对缝阶差、间隙、对接、搭接处进行防腐蚀处理,铆接完成后对各舱涂底漆,机加件、钣金件的制造需符合技术条件要求。
4)与修理工作相关的结构零部件、相关系统管路、线缆或设备在分解后开始进行结构修理,所有分解的零件和非标紧固件应悬挂标识、分类存放,经检修合格后应原位安装,避免串用,不得随意丢弃。
5)机翼安装后需结合进行全机水平测量以验证机翼外形。
3.2 修理要求
1)修理采用等强度原则,使修好的部位保持原来的强度和刚度以及气动外形,并尽可能控制飞机重量的增加。
2)所有铝零件均应进行阳极化处理,阳极化处理后涂锌黄底漆。
3)紧固件的直径、边距、排距、铆距和墩头尺寸等均应符合强度标准及工艺要求。
4)修理完成后需要进行气密、油密试验以及结构强度试验。
3.3 强度计算
3.3.1 右机翼下翼面第1 肋中段修理处强度计算
如图3 所示,根据损伤大小和结构情况,切除机翼下翼面约190mm×85mm 的受损区域。对蒙皮修理部位进行等强度计算,基本数据包括:σb为修理部位材料的抗拉强度,483MPa;B1为修理部位损伤挖去的宽度,85mm;B2为修理部位损伤挖去的长度,190mm;T为修理部位厚度,2.5mm;Q为30CrMnSiA 材料M5 螺栓破坏剪力,13400N;对缝接合埋头螺钉单边个数n=BTσb/Q,代入上述数值宽n1≈7;长n2≈18。
根据切割区域大小,通过强度计算公式n=BTσb/Q得出选用30CrMnSiA 材料M5 螺栓能满足静强度要求,按紧固件排列公式对螺钉进行排布,确定修复方案。确定方案后,对该区域修复后机翼损伤部位结构的变形、应力、钉载情况进行数值模拟(见图4)。
据美方官方统计,2017年中国对美国出口金额为5056亿美元,而美国对中国的逆差金额为3752亿美元,导致许多持零和博弈观点的美国政界人士强烈不满,近年来从倡导“自由贸易”调整为仅维护本国利益的“贸易保护主义”,这对中国经济社会发展产生诸多不利影响。
如图5 所示,该区域最大钉载6078N,最小厚度2.5mm,孔挤压系数1.4,最 小 净 边 距11mm,σb为 下壁板所用2124-T851 铝合金极限强度440MPa,计算得到孔挤压安全裕度为0.27,孔剪切安全裕度为1.39。损伤部位结构的应力与钉载均低于设计许用值,钉孔挤压与剪切裕度均大于0,满足静强度设计要求。

图3 第1肋中段前下壁板损伤切割图
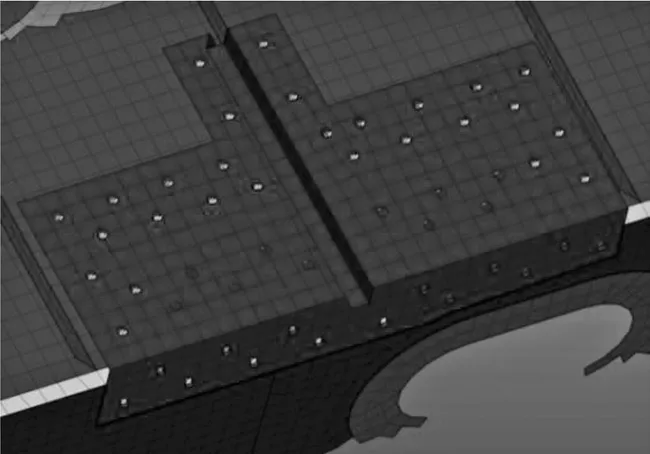
图4 第1肋中段前下壁板损伤区域数值模拟图
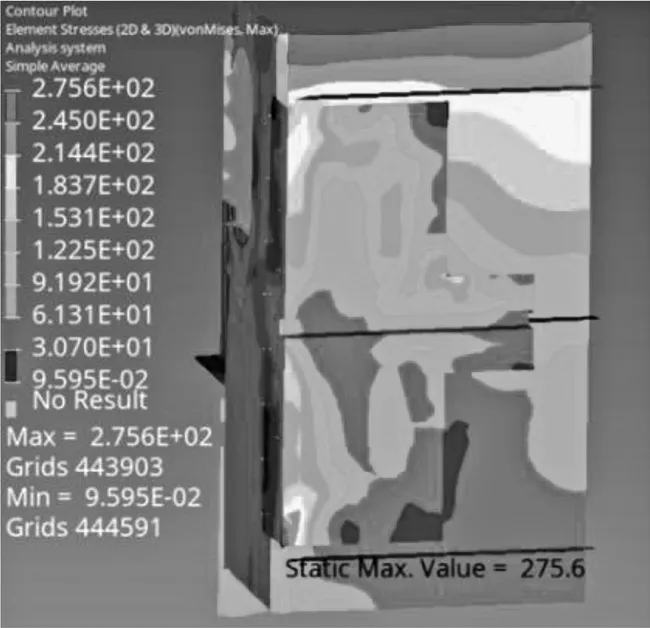
图5 第1肋中段前下壁板损伤区域数值模拟
3.3.2 右机翼下翼面油箱舱后下壁板修理处强度计算
根据损伤大小和结构情况,切割右机翼下翼面油箱舱后下壁板与中隔板,如图6 所示,确定后下壁板损伤区域,按标记切割损伤区域,面积约为200mm×340mm。
对蒙皮修理部位进行等强度计算,基本数据包括:σb为修理部位材料的抗拉强度,483MPa;B为修理部位损伤挖去的宽度,240mm;T为修理部位厚度,2.5mm;Q为30CrMnSiA 材料M5 螺栓破坏剪力,13400N;对缝接合埋头螺钉单边个数n=BTσb/Q,代入上述数值n≈22。
根据切割区域大小,通过计算得出选用30CrMnSiA 材料M5 螺栓能满足静强度要求,按紧固件排列公式对螺钉进行排布。确定排布后,对该区域修复后机翼损伤部位结构的变形、应力、钉载情况进行数值模拟(见图7)。
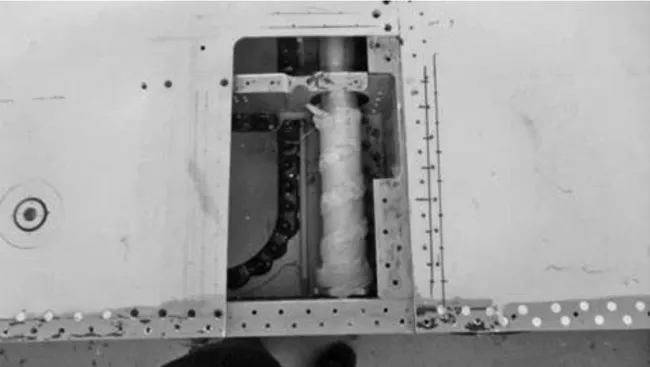
图6 右机翼后下壁板损伤切割图
如图8 所示,最大钉载9058.3N,最小厚度2.5mm,孔挤压系数1.8,最小净边距11mm,σb为蒙皮所用2124-T851 铝合金极限强度440MPa,计算得到孔挤压安全裕度为0.1,孔剪切安全裕度为0.6。损伤部位结构的应力与钉载均低于设计许用值,钉孔挤压与剪切裕度均大于0,满足静强度设计要求。
4 修理实施
4.1 结构修复
1)根据损伤大小和结构情况,切割已损伤的蒙皮,以便进一步检查损伤情况。

图7 后下壁板损伤区域数值模拟图

图8 后下壁板损伤区域模拟结果图

图9 右机翼下翼面第1肋中段损伤修复完成图
3)根据损伤蒙皮形状和大小,采用原机蒙皮材料2124-T851 新制补板,采用30CrMnSiA-δ1.5 制作加强件,机上配装加强件和补板。
4)配装完成后,对30CrMnSiA加 强 件 进 行 热 处 理 至σb=(1176±100)MPa,表面处理镀锌。
5)安装螺栓HB1-130-5×L 连接垫板与加强板、加强板与前下壁板。该区域属于油箱区域,需要进行密封处理,螺栓紧固时需采用湿装配。在机翼修理过程中,油箱区修理所有紧固件必须湿装配,油箱密封应先涂增粘底涂NJD-1,对修理区域采用XM-22B 胶进行密封处理,右机翼下翼面第1 肋中段损伤修复见图9,右机翼后下壁板修复见图10。
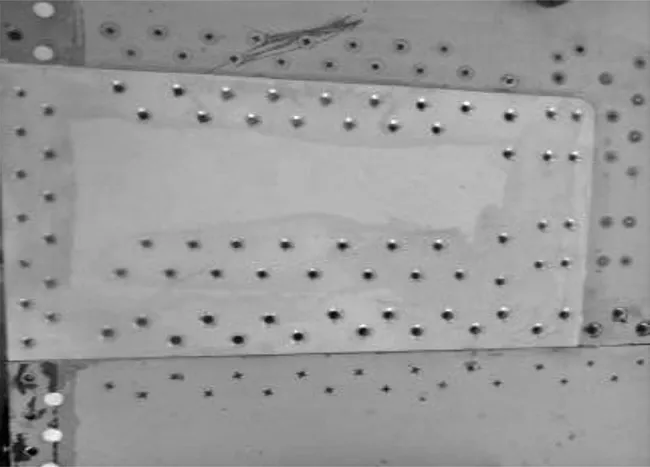
图10 右机翼后下壁板修复完成图
4.2 油箱试验
1)常温气密检查:常温下通压力,保持20min,压力不下降,试验合格。
2)无压充油停放试验:将油箱置于停机状态,充油80%停放24h,不渗漏,试验合格。
3)有压充油停放试验:将油箱置于停机状态,充油80%,充压停放2h,不渗漏、压力不下降,试验合格。
4)强度试验:油箱在常温下,充油80%,充压,保持5min,不渗漏、压力不下降,试验合格。
5 结论
该事故飞机机翼损伤严重,涉及整体油箱等关键部位,修复风险和修复难度大。经过对事故飞机机翼的损伤分析、评估,开展强度计算,实施对应的修理措施,实现了机翼整体修复的目标,保证了飞行安全。该机修复后,经机翼气密、油密试验以及结构强度试验,整机装机后进行水平测量,各项指标均满足技术要求,投入使用后工作正常。本次事故机机翼修复可为同类损伤的修理提供参考。
猜你喜欢
兵器装备工程学报(2021年12期)2022-01-11
重型机械(2020年3期)2020-08-24
民用飞机设计与研究(2020年1期)2020-05-21
贵州农机化(2019年1期)2019-01-08
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
探测与控制学报(2018年3期)2018-07-09
纤维复合材料(2018年3期)2018-04-25
中国军转民(2017年9期)2017-12-19