响应面耦合遗传算法优化超声辅助酶法提取红枣多酚工艺
2024-01-15 08:07李哲斌
包装与食品机械 2023年6期
李哲斌
(商丘职业技术学院 食品工程学院,河南商丘 476100)
0 引言
红枣是枣属植物枣树(Ziziphus jujuba Mill.)的成熟果实,已有4 000 多年的种植历史。红枣具有多种活性成分如多糖、多酚、膳食纤维和三萜酸等。红枣多酚(Polyphenols from Jujube,PPJ)作为红枣中主要的活性组分[1],具有抗氧化、抗肿瘤、抗炎和保护心脑血管等功效[2]。因此,关于PPJ 的研究越来越受到学者们的广泛关注。
利用高效环保的工艺提取活性成分是当前研究的热点。目前,红枣中活性成分的提取分离主要依靠传统工艺,如溶剂提取,该技术存在提取周期长、污染严重等诸多弊端[3],很难满足当前红枣加工行业可持续发展的需求。超声辅助技术是一种新型的绿色提取技术,基于超声波的空化效应、机械效应和热效应,能够有效地促进植物细胞壁的破坏,加速活性成分的扩散,提升活性成分得率[4-5]。该项技术已经在植物多酚、黄酮和多糖等活性成分提取中得到广泛的应用[6-8]。细胞壁中绝大多数成分是纤维素和果胶,纤维素酶和果胶酶处理植物细胞壁,可以使植物细胞壁破裂降解,显著加速细胞中的活性成分由内向外扩散,提高活性成分的提取效率。然而,超声辅助酶法提取工艺在PPJ 提取领域未见报道。除提取技术外,PPJ 提取率还取决于许多其他因素(溶剂性质、温度、时间和超声强度等)。因此,优化PPJ 的提取工艺是提高PPJ 的提取效率,加速红枣产业发展的关键。响应面法(Response Surface Method,RSM)是一种重要的数学统计工具,常被应用于优化活性物质的提取工艺,但RSM 的缺陷在于对试验点的选择有很高的要求。将RSM 与遗传算法(Genetic Algorithm,GA)结合,即响应面耦合遗传算法(Response Surface Method Coupled Genetic Algorithm,RSMCGA),能在优化提取工艺方面取得较好的预测值和试验优化效果。
因此,本文采用超声辅助酶法提取技术对PPJ 进行提取,探究超声功率、提取温度、乙醇浓度、果胶酶剂量和时间对PPJ 提取率的影响,并利用RSM 耦合GA 优化PPJ 的提取工艺。
1 材料与方法
1.1 材料与试剂
红枣产自新疆和田;没食子酸购于上海阿拉丁生化科技股份有限公司;乙醇、石油醚、碳酸钠、福林酚试剂购于重庆川东化工(集团)有限公司。
1.2 仪器与设备
Scientz-T 型超声波提取机(宁波新芝生物);FD-1A-50 型真空冷冻干燥机(江苏天翎仪器);DF-8 型真空抽滤机(上海保玲仪器);TGL-16.5M 型台式高速冷冻离心机(上海卢湘仪);DK-98-II 型电热恒温水浴锅(天津泰斯特仪器);UV1800 型准双光束紫外/可见分光光度计(上海让奇仪器)。
1.3 试验方法
1.3.1 样品前处理
将新鲜的红枣清净后剔除枣核,切成均匀的小块,放在60 ℃烘干机中干燥,以除去多余水分;然后将干燥的红枣块用粉碎机粉碎,过40 目筛,将获得的红枣粉末置于自封袋中密封,在4 ℃环境下保存备用。
1.3.2 超声辅助酶法提取PPJ
准确称取5.0 g 红枣粉末,添加到具塞烧瓶中,按照料液比1:30 g/mL 加入不同浓度的乙醇,与样品充分混合;然后再按照不同剂量加入果胶酶,用超声波提取仪处理混合体系并完成提取过程,于7 000 r/min 转速下离心作用15 min。抽滤后获得滤液,并在旋转蒸发仪中对滤液进行浓缩,温度控制在40 ℃,浓缩液冻干后得到PPJ 粉末。
1.3.3 PPJ 提取率测定
参考HUANG 等[9]的测定方法,计算不同提取条件下PPJ 的提取率。取1 mL 提取所得PPJ于25 mL 具塞试管中,分别加入2 mL 10%福林酚试剂和10 mL 10%碳酸钠溶液,加入纯水定容到25 mL,混合均匀;然后置于50 ℃水浴锅中避光反应1 h,以蒸馏水作对照,在波长为766 nm 处测定样品吸光值,并通过下式计算PPJ 的提取率(β):
式中 C——PPJ 浓度,g/mL;
V——PPJ 体积,mL;
m——干燥的红枣固体粉末重量,g。
1.3.4 单因素试验
选择超声辅助酶法作为提取PPJ 的方法,在超声功率、提取温度、乙醇浓度、果胶酶剂量和提取时间5 个因素条件下开展单因素试验,讨论各个试验因素对样品多酚提取率的影响。超声功率分别为100,200,300*,400,500 W;提取温度分别为30,35,40*,45,50 ℃;乙醇浓度分别为40%,50%,60%*,70%,80%;果胶酶剂量分别为0.10%,0.15%,0.20%*,0.25%,0.30%;提取时间分别为10,20,30*,40,50 min。其中“*”代表在研究其他试验因素对PPJ 提取率影响时,保持不变的试验因素。
1.3.5 响应面法试验
基于单因素试验结果,以超声功率(α1)、提取温度(α2)、乙醇浓度(α3)和果胶酶剂量(α4)为自变量,以β为响应值。根据响应面试验原理设计并开展组合试验。
利用响应面分析法得到二次回归模型,如下式所示:
式中 b0,bi——分别为截距、线性回归系数;
bii,bij——分别为二次项、交互项的回归系数;
αi,αj——自变量。
1.3.6 遗传算法设计遗传算法依据达尔文进化论演变而来,具有全局寻优的功能,可以经过无数次迭代逼近最优结果,适用于优化不同参数下获得目标成分的最大提取率[10];可以避免试验因素水平选择不当,得不到理想的优化结果。具体优化参数程序:根据单因素试验所得的结果,设置α1,α2,α3,α4试验因素作为决策变量,即:
在这四层阅读层次的介绍中,作者重点介绍了分析阅读与主题阅读的方法,这两种层级的阅读更具技巧性,也更让我们获益,我们具体来回顾一下这两个层级的阅读的方法和收获。
选择各试验因素水平的取值范围,PPJ 提取率最佳的约束条件:200 W ≤α1≤400 W;30 ℃≤α2≤40 ℃;50%≤α3≤70%;0.15%≤α4≤0.25%。
1.4 数据处理
每组试验重复3 次,以平均值±标准差(mean±SD)来表示试验结果;采用SPSS8.0 软件对每组试验数据进行方差分析和试验结果的显著性差异分析;利用Origin9.0 软件进行绘图。
2 结果与分析
2.1 单因素对PPJ 提取率的影响
各因素对PPJ 提取率的影响见图1。当α1在100~300 W 时,随着α1的增加,PPJ 提取率显著提升(P<0.05)。当α1为300 W 时,PPJ 提取率达到最大值(0.66%±0.005%)。主要原因在于α1的增加会增强超声空化效应,PPJ 易由内向外扩散,能够有效促进PPJ 的提取[11]。当α1>300 W 时,α1的增加会显著降低PPJ 提取率(P<0.05)。归因在较大的α1条件下,PPJ 的化学结构可能会被破坏,并且杂质溶解较多,导致PPJ提取率下降[12]。这与曹艳华等[13]研究超声提取洋葱多酚结果类似。因此,后续试验在α1为200,300,400 W 下进行。
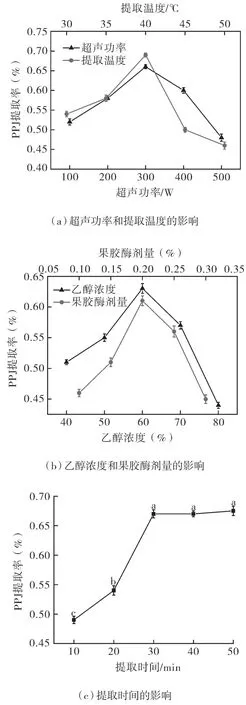
图1 不同试验因素对PPJ 提取率的影响Fig.1 Effect of different experimental factors on jujube polyphenol extraction rate
随着α2的升高,PPJ 提取率先显著增加后显著降低(P<0.05),当α2为40 ℃时,PPJ 提取率达到最高值(0.69%±0.004%)。其原因是随着α2的升高,一方面增加PPJ 在溶剂中的溶解度,降低传质阻力,促进PPJ 的扩散;另一方面有利于提高果胶酶催化活力,加速植物细胞壁的破坏,促进多酚从细胞内溶出,提高多酚提取率[14]。但当α2过高时,可能降低果胶酶活性甚至使其完全失活,还可能破坏多酚结构,从而降低PPJ 的提取率[15]。因此,后续试验在α2为30,35,40 ℃下进行。
随着α3的增加,PPJ 的提取率先显著增加后显著降低(P<0.05),当α3为60%时,PPJ 提取率取得最大值(0.68%±0.008%)。其原因是当α3为60%时,PPJ 极性与乙醇极性相似,此时PPJ 溶解性最强,能够达到最大的提取率[16]。当α3超过60%,高浓度的乙醇会促使其他醇溶性杂质或色素等被溶进反应体系。此外,α3越高,越容易破坏细胞膜的完整性,阻碍PPJ 的溶出,导致PPJ提取率下降[17]。因此,后续试验在α3为50%,60%,70%下进行。
当α4在0.10%~0.15%时,PPJ 提取率随α4增加显著增加(P<0.05)。其原因是随着α4增加,果胶酶催化能力增强,使植物细胞壁发生降解,有利于PPJ 的扩散,使PPJ 的提取率提升[18]。但当α4超过0.15%时,随着α4的增加,PPJ 提取率显著降低(P<0.05)。该结果与TAN 等[19]采用超声辅助酶法提取葡萄皮花色苷结果一致。因此,后续试验在α4为0.15%,0.20%,0.25%下进行。
当α5在10~30 min 时,PPJ 提取率随α5延长显著增加(P<0.05)。这是由于在提取的初期,空化效应会诱导细胞内多酚逐渐向外扩散,使得PPJ 提取率不断提高[20]。但当α5超过30 min 时,由于细胞内大多数PPJ 已经溶出,再延长时间对PPJ 提取率的变化无显著影响(P<0.05)。因此,后续试验将α5设置为30 min。
2.2 响应曲面法试验结果
2.2.1 模型建立与显著性检验
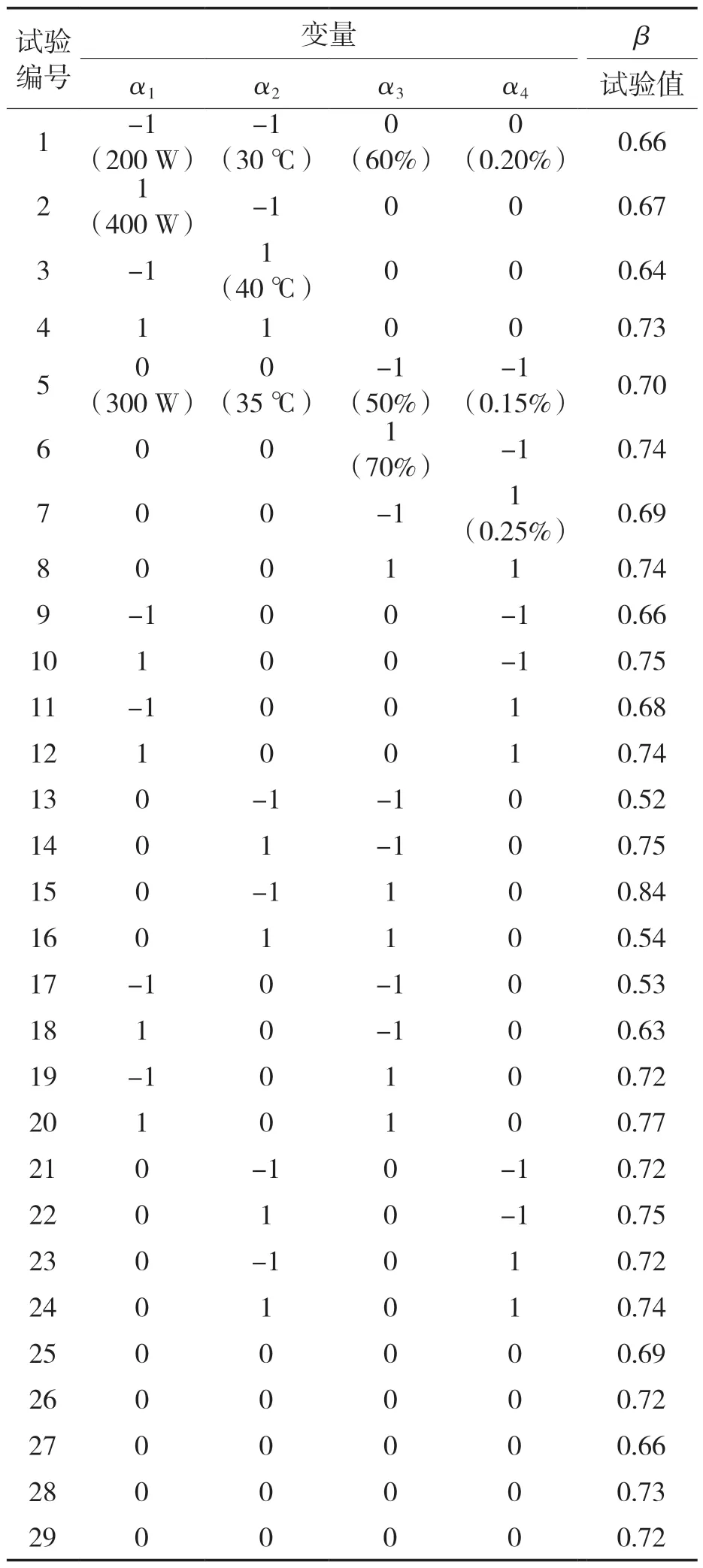
表1 响应曲面法试验设计及结果Tab.1 Experimental design and results of response surface method
对回归方程系数进行显著性检验,其结果见表2。由表2 可知,回归系数R2=0.890 7,F=8.15,P=0.000 2。由于失拟项P=0.374 6>0.05,说明模型的失拟项不显著,表明通过RSM 方法建立的数学模型能够较好地拟合试验数据。
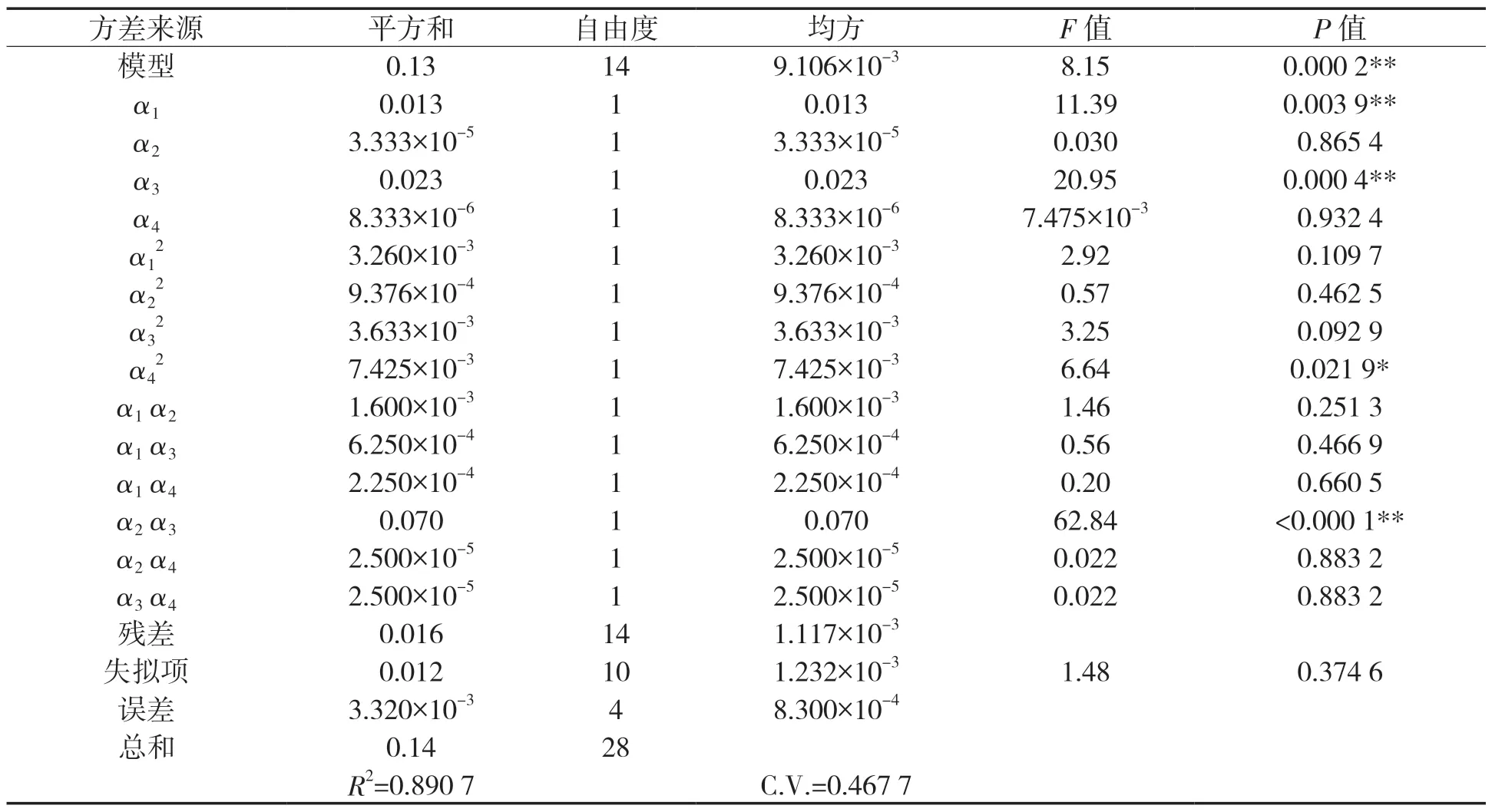
表2 PPJ 工艺优化回归模型系数的显著性检验报告Tab.2 Significance test report of regression model coefficient of jujube polyphenol process optimization
F 值是判断试验因素对响应值影响是否显著的有利工具。F(α1)=11.39,F(α2)=0.030,F(α3)=20.95,F(α4)=7.475×10-3,即各试验因素对PPJ提取率的影响顺序为α3>α1>α2>α4。
对RSM 模型进行充分性检验。由图2(a)可知,试验得到的PPJ 提取率的真实值与预测值基本一致。说明RSM 模型可以用来测算各提取工艺条件下的PPJ 提取率。图2(b)显示,PPJ 提取率均满足正态分布,且未出现偏离方差。由图2(c)可看出,各个试验点的学生化外残差范围均控制在±3 范围内。图2(d)显示,简化多项式模型的Cook’s 距离均分布在1.0 以内。充分性检验可以进一步验证采用GA 法优化超声辅助酶法提取PPJ 的可行性。
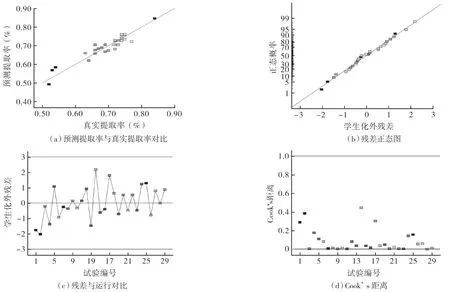
图2 RSM 模型充分性检验图Fig.2 RSM model adequacy test diagram
2.2.2 交互项分析
各因素交互作用的响应面和等高线图如图3所示。结合图3 和表2 的结果可知,α1α2,α1α3,α1α4,α2α4,α3α4的两两交互作用均对β无明显影响(P>0.05),故不进行深入分析。由图3(a)可知,β存在极值点;图3(b)的等高线图呈椭圆形,表明α2α3的交互作用会显著影响β(P>0.05)。由此可知,各因素对β的影响顺序为α3>α1>α2>α4,与方差分析的结果相符。

图3 各试验因素交互作用的响应面和等高线Fig.3 Response surface and contour plots of interaction of experimental factors
2.2.3 PPJ 提取工艺参数优化
利用Matlab R2018b 软件中的GA 优化工具箱分析优化试验数据,迭代143 次,PPJ 提取率达到最高值,此时α1,α2,α3,α4水平编码分别为1,-1,1,-1,对应的试验水平分别为400 W,30 ℃,70%,0.15%,在此条件下,所得β的理论值为0.94%。
2.2.4 试验验证
为验证GA 法的可靠性,在以上试验所得到的各试验因素水平上进行3 次重复试验,所得PPJ 提取率为0.90%±0.01%,试验数值和理论数值之间的相对误差为4.26%。说明GA 可较好地测算PPJ 提取率,同时也证明采用RSMCGA 优化PPJ 提取的技术工艺可行。
3 结语
本文通过RSMCGA 优化超声辅助酶法提取PPJ 工艺,在超声功率为400 W,提取温度为30 ℃,乙醇浓度为70%,果胶酶剂量为0.15%,提取时间为30 min 的工艺参数条件下,具有最佳的提取效果,PPJ 的提取率达到0.90%±0.01%。表明RSMCGA 可较好地测算PPJ 提取率,通过RSMCGA 优化PPJ 的提取工艺参数可行。研究结果将会为PPJ 的提取和相关产品的开发提供一种绿色高效的解决方案。
猜你喜欢
趣味(作文与阅读)(2021年12期)2021-04-19
学生天地(2019年35期)2019-08-25
今日农业(2019年10期)2019-06-26
中成药(2018年7期)2018-08-04
国外医药(抗生素分册)(2016年3期)2016-07-12
小猕猴学习画刊(2016年6期)2016-05-14
中国酿造(2016年12期)2016-03-01
中国粮油学报(2016年5期)2016-01-23
中国果菜(2015年2期)2015-03-11
中国酿造(2014年9期)2014-03-11