激光清洗Q345钢表面氧化层的数值模拟
2024-02-05 01:32赵子康杨文光宋春霄申俊伟彭珍珍汪殿龙
激光与红外 2024年1期
赵子康,杨文光,宋春霄,申俊伟,彭珍珍,汪殿龙
(河北科技大学材料科学与工程学院,河北省材料近净成形技术重点实验室,河北 石家庄 050018)
1 引 言
钢材在人们日常生产生活中是一种必不可少的材料,且在日常的使用和保存中会产生锈蚀,造成大量的浪费。因此,钢材表面氧化层的清洗是整个清洗行业的一大课题。相对于传统的清洗方式,激光清洗的出现是对清洗技术的一次革命[1]。激光清洗有着精度高、可控性好、适用范围广和绿色无污染等优点[2]。激光清洗过程相对复杂,扫描速度、光斑搭接率、功率等参数都会对氧化层去除的结果产生影响。为了研究激光参数对清洗质量的影响规律,观测清洗过程中氧化层和基体在激光清洗过程中的温度场和烧蚀深度成为了关键,但在现实中,温度场的分布不易通过实验直接获得[3]。因此,使用软件进行模拟成为了一种有效的方法。
近年来,已经有不少学者使用有限元模拟的方法对激光清洗过程展开了研究。刘彩飞等人[4]采用有限元方法建立模型,模拟了喷有漆膜的不锈钢样品表面在移动脉冲激光作用下的温度场分布,证明了温度场的累积会提高清洗效率,为实际激光清洗过程选取参数提供了参考。胡少武等人[5]建立2219铝合金板表面环氧聚酰胺底漆有限元模型,研究了能量密度和横向搭接率的变化对漆层温度场、不同漆层厚度清洗效果及烧蚀深度的影响,为激光清洗高强度铝合金漆层提供了理论与实验基础。万磊等人[6]建立脉冲激光清洗铝合金表面漆层的有限元模型,探究激光功率和搭接率对铝合金表面漆层的温度场分布以及清洗深度的影响,得到完全去除漆层材料且不损伤基体的清洗参数。
以往的激光烧蚀有限元模拟主要研究工艺参数对单脉冲烧蚀的影响,而忽略了激光脉冲之间的相互作用。此外,大多数已建立的模型都是二维的,因此更难直接显示工艺参数和表面形貌之间的关系。为了实现对激光清洗过程的精确控制,需要进一步分析温度场和表面形貌。通过数值模拟的方法,可以为优化工艺参数和光束路径规划制定指导方针。
本文采用COMSOL Multiphysics仿真软件建立移动纳秒脉冲激光清洗的三维模型,研究激光光斑搭接率、平均功率等参数对Q345钢表面氧化层清洗过程中温度场的分布和对表面清洗效果的影响,并且用相关的激光除锈实验来对比,验证模拟结果的准确性,从而得出最佳的参数组合及清洗规律,为现实清洗过程提供理论依据。
2 激光清洗原理及理论模型
激光清除金属表面氧化物或涂层的去除机理主要为烧蚀、热应力膨胀及振动效应等。一般当激光能量密度比较低时,主要清洗机理为热应力膨胀效应。脉冲激光束产生的热输入传递给氧化层,氧化层受热膨胀并持续积累,从而产生足够大的膨胀力,此时热膨胀力大于范德瓦尔斯力,因而能够有效脱落表面氧化层[7]。当激光能量密度比较高时,主要清洗机理为烧蚀效应,高能量的脉冲激光束在光斑焦点处产生几百上千摄氏度的高温,瞬间将附着物燃烧、气化、蒸发或分解[8]。朱明等人[9]研究结果表明,激光清洗采用“小激光功率+低速扫描”方式(激光功率30 W,扫描速度3000 mm/s)时Q345C碳钢表面的锈蚀层的去除机理为烧蚀机制。脉冲激光作用在机体表面的氧化层上时还可能产生振动效应。激光与锈蚀发生作用时会产生超声波,该超声波使锈蚀产生力学共振,进而被击碎而脱离机体表面[10]。本研究主要针对激光功率为10~50 W和扫描速度为2000~4000 mm/s的脉冲激光对Q345钢氧化层的清洗,因此仅考虑烧蚀效应对表面氧化层的去除,而忽略热应力膨胀及振动效应对氧化层的去除。
光纤脉冲激光清洗Q345钢表面氧化层的示意图如图1所示。激光经过光路后辐照于试样表面,除少量激光能量因热对流和热辐射而产生损失外,大部分激光能量瞬间被氧化层吸收,在极短的时间内氧化层温度快速升高至气化温度,氧化层从基体去除。实际的激光清洗氧化层的物理过程十分复杂,影响因素众多。因此在模拟过程中做出如下假设:(1)Q345钢和其表面氧化层连续接触没有空隙并且各向同性;(2)实验材料对激光能量的吸收不随温度、时间等变化;(3)实验材料的物理化学参数不会发生改变;(4)忽略激光清洗过程中产生的等离子体对入射脉冲激光能量的屏蔽和周围环境对激光能量的吸收;(5)热传导是氧化层与Q345材料之间唯一的传热形式,忽略热量传递的弛豫时间。激光清洗过程中的热传导过程遵循基于傅里叶定律和能量守恒的热传导方程[11]。
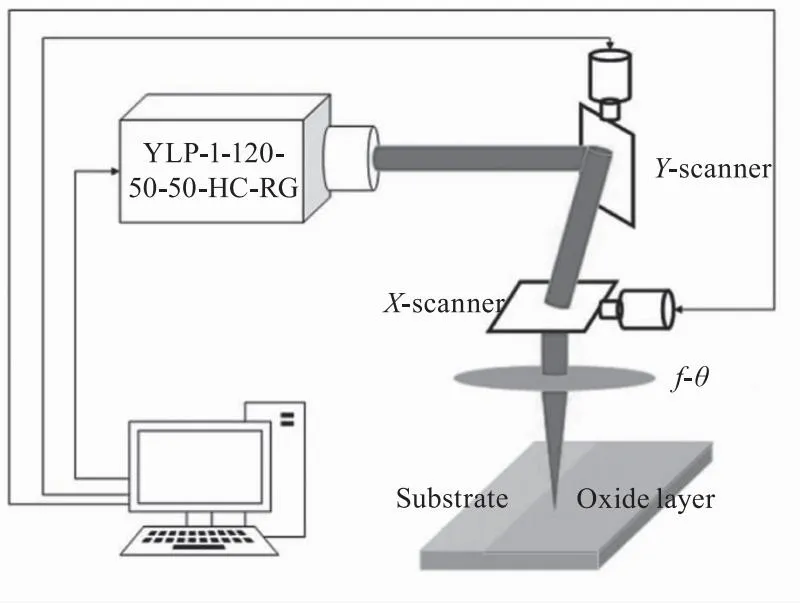
图1 激光清洗实验示意图
2.1 建立移动脉冲激光清洗热源
利用扫描振镜的运动,将脉冲激光搭接连成扫描线,从而在需要清洗的金属表面形成清洗的激光线,以点(x0,y0)为圆心的单个激光脉冲在空间和时间上的功率密度分布函数用公式(1)[12]表示为:
(1)
式中,P表示激光的平均功率;f表示脉冲激光的频率;ts表示激光的脉冲宽度;r表示聚焦后的激光光斑半径;一个脉冲的周期时间为T=1/f。激光载荷简化为空间分布中的点热源和时间分布中的脉冲载荷。
在激光清洗过程中,高速移动的脉冲激光沿x轴正向单道单次扫描实验,那么建立移动的脉冲激光热源的坐标公式为:
(2)
式中,v为激光沿x方向的扫描速度;t为时间。
由于金属的趋肤深度非常小,因此将激光作为高斯面热源,激光光斑直径50 μm,形状为圆形,脉冲能量高斯分布,即中心能量最高,边缘处能量最低。在激光清洗过程中,激光在金属表面的光斑搭接率是一个重要的工艺参数,光斑搭接率的大小直接影响到材料表面的清洗质量,因此需要合理控制光斑之间的搭接率。相邻两个激光光斑之间的光斑搭接率计算公式如下:
(3)
式中,聚焦后的光斑直径用D表示;f表示脉冲激光的重复频率;v表示扫描速度;η表示光斑的搭接率。
2.2 建立边界条件
仿真模拟过程中,初始温度Tf=20 ℃,即环境温度,此时t=0。设置模型与外界空气之间的边界条件,对流换热表示如下[13-14]:
(4)
热辐射表示如下:
(5)
在公式(4)和(5)中,κ为材料的热传导系数;T为激光清洗模型的边界温度;n为模型边界的法线方向;h为模型与周围环境的对流换热系数;σ为玻尔兹曼常数,ε为表面辐射系数,取值0.8。
针对Q345钢氧化层激光清洗过程中发生的物质气化现象,采用一组边界条件用于氧化层因气化引起的热损耗,热通量形式是一种特殊的对流热通量,即烧蚀热通量表示如下:
(6)
式中,qv表示材料烧蚀气化吸收的热通量;Tv为金属材料表面氧化层的烧蚀气化温度;hv为与烧蚀温度有关的传热系数。为了保证材料温度不会明显超过蒸发温度,设定T≤Tv时,hv=0;T>Tv时,hv取极大数。
将激光热源外加的热通量、对流换热、表面热辐射和烧蚀热通量都考虑进去后,模型表面的净吸收的热通量表示为:
(7)
式中,α表示材料对激光能量的吸收率,模拟过程中取0.5。
3 数值模拟
3.1 有限元模型的建立
激光清洗试样的有限元模型和网格划分如图2所示,模型包括尺寸为0.2 mm×0.2 mm×0.05 mm的Q345钢基材和厚度为20 μm的氧化层。氧化层材料在激光清洗过程中直接吸收激光能量,热量通过热传导到达Q345钢基体表面。采用COMSOL Multiphysics软件中的固体传热模块和数学中的变形几何模块,选用三维模型,添加瞬态研究,进行仿真模拟。由于纳秒脉冲激光器的能量密度较高,导致氧化层内的温度梯度较大,钢板基材温度梯度较小。并且由于模型的网格的划分质量是影响数值计算精度的关键因素,因此使用扫略方法将氧化层细化成多层网格,最大的网格单元大小为0.01 mm。使用自由四面体划分方法对Q345钢板基材区域适当划分,最大的网格单元大小为0.03 mm。此种网格的划分在保证准确性的同时,可以最大程度上地节约计算资源,提高计算机的处理效率。

图2 激光清洗试样的有限元模型和网格划分
在有限元模拟实验的过程中,实验钢材和表面氧化物的材料属性是重要的参数,其物理参数数值和化学性质的不同将直接影响实验最后的结果。在现实生活中,Q345钢在环境的作用下大部分发生的为电化学腐蚀,其表面氧化物可以近似认为Fe2O3为主要成分。本文采用的Q345钢和表面Fe2O3的热物性参数见表1。

表1 Q345基材与Fe2O3氧化层的热物性参数
3.2 求解和后处理
在实验中,对网格进行了划分和扫描速率确定后,要按照模型的大小来设置相应的负载步长,若步长太大,则数据不收敛,温度场分布不均,结果不准确。若步长太短,将会占用大量的内存来计算,加大计算量,造成不必要的资源消耗。在瞬态研究中,将时间步长设定为100 ns,总时长为5个周期,并通过物理场来控制容差。后处理中如果需要显示清洗过程中的模型表面的温度变化情况,可以在定义中添加探针,选择域探针,记录清洗过程各层材料的最大温度值。为了更直观地记录激光清洗中光斑的移动和材料烧蚀深度的变化,可以在后处理模块温度中添加播放器绘制动画,显示脉冲激光清洗基体表面氧化物的动态过程,
3.3 Q345钢有限元模拟结果分析
3.3.1 光斑搭接率对模拟结果的影响
激光光斑的搭接率由激光f、扫描速度v共同确定,光斑的搭接率过高,激光清洗速度会降低,光斑之间也会发生严重的热积累效应,将导致金属钢板材料的表层被过度氧化。激光光斑的搭接率过低,材料表面的氧化层不能够被光斑完全覆盖,则需要更多次数的激光清洗,从而导致清洗效率降低。因此,设置合适的光斑搭接率,将有效地提高激光清洗的效率和质量。根据实际的实验条件,在激光平均功率为40 W,脉冲宽度为100 ns,重复频率为100 kHz的条件下,通过改变扫描速度,模拟了20 %、30 %、40 %、50 %和60 %五组不同光斑搭接率下的激光清洗材料的温度变化和烧蚀深度。
图3为20 %光斑搭接率时的五个脉冲周期时间内的氧化层最高温度随时间变化的曲线。从图中可以看出在每个脉冲周期内,温度曲线均是先急剧上升后再急剧下降,然后再缓慢下降。产生这种现象的原因是在激光脉冲作用时间内(100 ns脉宽时间内),氧化层持续吸收热量,温度曲线迅速升高到最高温度(6000 K左右,该温度远超于氧化层烧蚀温度2700 K)。而在激光脉冲结束后的剩余脉冲周期内,氧化层由于没有激光热输入和继续发生气化烧蚀,其温度迅速下降。当氧化层温度下降到氧化层气化温度以下后,表面氧化层通过热传导、对流和辐射散热等形式损失能量,使温度下降变得缓慢直至最低温度。在第一个脉冲周期结束后,氧化层表面温度下降至1432 K,后四个脉冲周期结束后,温度都稳定下降到了2000 K,这是因为第一个脉冲周期结束后温度没有下降到室温,而第二个脉冲开始作用,存在热积累现象。

图3 20 %光斑搭接率时的五个脉冲周期时间内的
图4为不同搭接率下的氧化层表面温度曲线。图4(a)中展示了光斑搭接率为20 %、30 %、40 %、50 %和60 %时氧化层表面的峰值温度在五个脉冲周期内随时间的变化曲线。由图4(a)可知,在五种搭接率下,氧化层表面温度呈现相同的变化规律。在第一个脉冲结束后,后续升降温呈周期性变化。图4(b)和4(c)分别为图4(a)中“B”和“C”所示方框所示区域的放大,分别对应不同搭接率时氧化层表面的最高温度和热积累温度。对图4(b)和4(c)和图4(a)中其他温度最高和最低处进行分析,发现随光斑搭接率的升高,表面最高温度和表面热积累温度并没有逐渐升高,而是没有明显规律的变化。这说明氧化层温度场最高温度和热积累温度受搭接率的影响不大。而且,随着搭接率改变,温度的波动范围也不大。搭接率从20 %到50 %,氧化层表面最高温度在5900~5998 K之间波动,表面热积累温度在1663~1724 K之间波动。

图4 不同搭接率下的氧化层表面温度曲线
图5为20 %、30 %、40 %、50 %和60 %五种光斑搭接率下五个脉冲周期内氧化层表面的温度场分布。20 %光斑搭接率下,氧化层表面的二维温度场两个光斑之间的搭接现象清晰可见。随着光斑搭接率增大,氧化层热积累现象明显增强,光斑扫掠的路径逐渐呈现“彗星拖尾”的形状,这种现象是上个脉冲周期的激光遗留的温度叠加形成的。
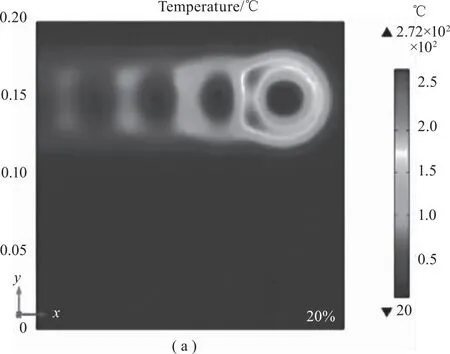
图5 不同光斑搭接率下五个脉冲周期内氧化层表面的温度场分布
图6为不同搭接率氧化层烧蚀三维形貌和烧蚀深度。从图中可以看出氧化层烧蚀深度随光斑搭接率的增加有不同幅度的提高。其中20 %与30 %的光斑搭接率产生的烧蚀深度差别不大,40 %的光斑搭接率烧蚀深度为4.75 μm,50 %的光斑搭接率产生的烧蚀深度增加到了5.5 μm,60 %的光斑搭接率的烧蚀深度最大,为7 μm。光斑搭接率越低,光斑之间的距离明显增加,热积累因此减弱,导致光斑之间氧化层材料温度降低,烧蚀深度下降。

图6 不同搭接率氧化层烧蚀三维形貌和烧蚀深度
3.3.2 激光平均功率对温度和烧蚀深度的影响
在激光清洗技术中,激光平均功率是一个很重要的指标,其决定了激光作用在金属材料表面氧化层的能量密度,进而影响热通量及烧蚀深度和表面形貌。当激光的脉冲宽度为100 ns、重复频率为100 kHz、光斑直径和光斑搭接率分别为50 μm和20 %时,模拟结果如图7、8所示。

图7 不同激光平均功率下的氧化层表面温度曲线
图7为不同激光平均功率下的氧化层表面温度曲线。图7(a)中展示了不同激光平均功率氧化层表面的峰值温度在五个脉冲周期内随时间的变化曲线。由图7(a)可知,在五种平均功率下,氧化层表面温度呈现相同的变化规律。图7(b)和7(c)分别为图7(a)中“B”和“C”所示方框所示区域的放大,分别对应不同功率下氧化层表面的最高温度和热积累温度。在激光脉冲作用时间内,温度曲线迅速升高到最高温度;激光脉冲作用时间结束后,通过烧蚀热通量、热传导、对流换热、热辐射等损失热量,温度先迅速下降到氧化层气化温度;随后,通过热传导、对流换热、热辐射等损失热量,温度缓慢下降到最低温度。随着激光平均功率的增加,温度曲线最高温度和热积累温度都呈增长趋势。当激光功率从10 W增加到50 W,氧化层表面最高温度从6020~6280 K,热积累温度从1604~1999 K。
图8(a)为不同功率氧化层的烧蚀深度随时间的变化。可知,在同一个激光功率下,烧蚀深度的变化为先逐渐增加最终趋于稳定,10 W功率下烧蚀深度更容易达到稳态,但烧蚀深度仅有0.69 μm,清洗厚氧化层能力相对较弱。随着激光平均功率由10 W增加到50 W,最终烧蚀深度逐渐由0.69 μm增加到5.67 μm。这是由于激光功率的增加进一步加大了激光能量对氧化层的温度分布,促使氧化层材料强烈烧蚀,提高了表面氧化层的去除率。图8b为不同功率下的氧化层的烧蚀深度曲线,氧化层烧蚀深度随激光平均功率的增加几乎呈线性增加,所以,适当提高激光的平均功率有助于金属材料表面清洗。
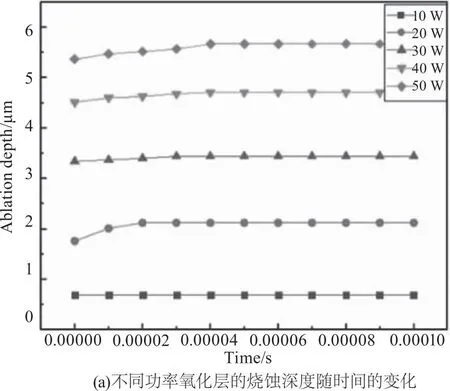
图8 不同功率氧化层的烧蚀深度随时间
3.3.3 实验验证
为了验证模拟结果的准确性,使用IPG的YLP-1-120-50-50-HC-RG脉冲光纤激光器进行激光清洗实验。激光特性如下:波长1064 nm、脉冲宽度100 ns、脉冲频率20 kHz~200 kHz、最大扫描速度10000 mm/s。使用f-θ透镜聚焦激光束,产生直径约50 μm的高斯光束。功率可达50W,对应的最大单脉冲能量为1 mJ。实验中使用的基材是Q345钢,表面氧化层厚度为20 μm,使用线切割机切割成10 mm×10 mm×4 mm的样品。激光清洗前,用无水乙醇清洗试件表面尘土和油污并用吹风机吹干。Q345钢表面烧蚀坑的深度通过COOLPIX-4500型光学显微镜观察制备的截面样品得到。
图9为平均功率为40 W、重复频率为100 kHz和光斑搭接率为20 %的激光参数下清洗的模拟结果和同样参数下的清洗的试验结果对比。模拟实验中氧化层的厚度为20 μm,激光清洗后试样表面产生烧蚀坑,并且烧蚀坑的深度约为5 μm,如图9(a)所示。而实际激光清洗试验的表面也产生规律的烧蚀坑,并且烧蚀坑的深度也为5 μm左右,如图9(b)所示。这说明模拟和实验结果基本吻合,验证了有限元模型的合理性。

图9 激光模拟结果与实验对比图
4 结 论
本文通过COMSOL Multiphysics仿真软件,模拟了激光清洗Q345钢表面氧化层的过程,探究了五个脉冲周期内不同光斑搭接率和激光功率对表面氧化层温度场和烧蚀深度的影响规律。研究成果如下:
(1)在每个激光脉冲周期内,温度曲线均是先急剧上升后再急剧下降,然后再缓慢下降。温度变化的快慢与激光是否作用以及氧化层是否发生热烧蚀有关。
(2)光斑搭接率与扫描速度成反比,随着光斑搭接率从20 %增大到60 %,氧化层峰值温度和热积累温度没有明显的变化规律。氧化层峰值温度在5900~5998 K之间波动,表面热积累温度在1663~1724 K之间波动,温度的波动范围不大,说明搭接率对温度场的影响并不大。随光斑搭接率的增加,氧化层烧蚀深度从4.75 μm增大7.00 μm。
(3)激光的平均功率决定激光作用在金属材料表面氧化层的能量密度,影响着金属材料表面的热通量。当激光平均功率从10 W增加到50 W时,氧化层温度场峰值温度从6020 K增加到6280 K,热积累温度从1604 K增加到1999 K。氧化层烧蚀坑深度随着激光平均功率的增加几乎呈线性增加,从0.69 μm增加到5.67 μm。
猜你喜欢
都市(2023年6期)2023-12-28
诗歌月刊(2023年1期)2023-03-22
舰船科学技术(2021年12期)2021-03-29
锻压装备与制造技术(2020年2期)2020-12-05
阅读(高年级)(2019年9期)2019-11-15
阅读与作文(小学高年级版)(2019年8期)2019-10-16
测控技术(2018年4期)2018-11-25
建筑科技(2018年6期)2018-08-30
中学物理·高中(2016年5期)2016-11-25
新高考·高一物理(2015年4期)2015-08-20