负压间歇精馏装置的操作及优化
2024-02-29 09:35王利民白争辉
山西化工 2024年1期
王利民,白争辉
(1.天津大学,天津 300450;2.天津大学滨海工业研究院有限公司,天津 300450)
0 引言
间歇精馏是化工生产中主要的分离提纯方式之一,具有灵活性高、应用广泛[1]的优点。负压间歇精馏是在间歇精馏操作中,降低操作压力至负压,从而降低精馏过程中对热量的需求。给高沸点[2]、易结焦[3]、热敏性[4]这些正压下不利于分离的物质,提供了高效的分离手段。同时也降低了原料中活性组分的损失[5]和提高物质间的相对挥发度,实现对高纯度的要求。在实际生产中对于多组分物质的分离也具有明显的优势[6]。
本装置是一套用于中试试验的负压间歇精馏装置[7],流程简图见图1,设计年生产能力200 t。负压间歇精馏一般操作流程为:进料后,塔顶进行全回流操作,使轻组分在塔顶不断富积,全回流时间越长,轻组分浓度越高。轻组分到达一定浓度后,即可根据产品控制要求逐步采出。采出过程中,通过采出量的变化来调节产品浓度。试验和模拟计算[8]结果均表明,全回流操作比恒回流比操作缩短操作时间40%。
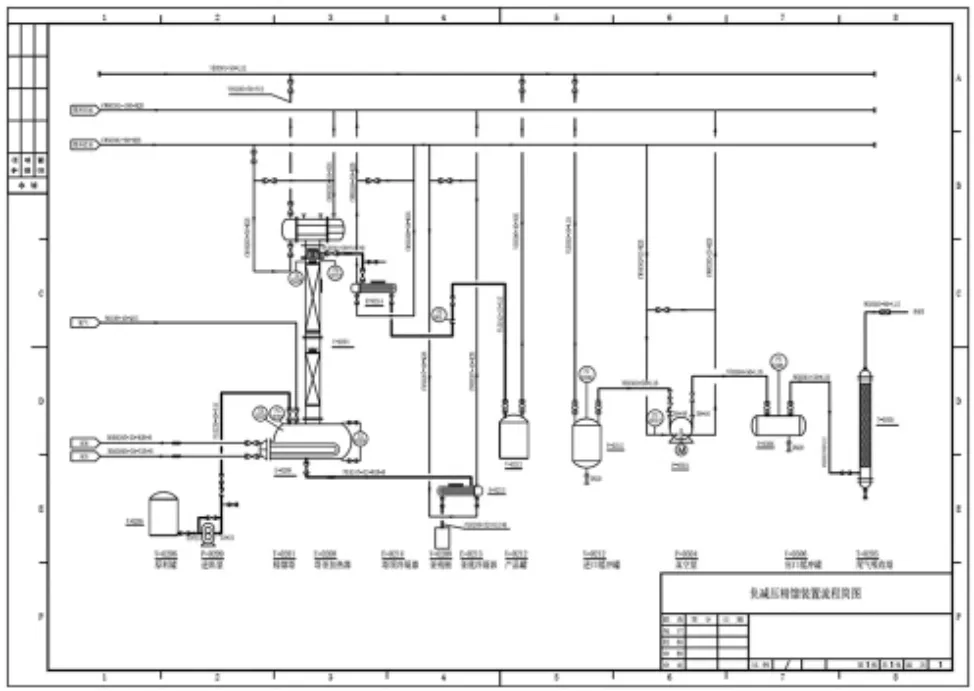
图1 负压间歇精馏装置流程简图
1 操作中存在的问题及优化
1.1 系统压力波动大
精馏原料中含水量或易挥发组分含量高时,容易造成釜内压力偏高,真空度上不去,压力波动较大。引起暴沸、冲塔、淹塔的异常工况。而塔釜温度过高,塔顶冷却量不够时,导致回流量减少,则会出现气相组分增加,液相组分减少,从而导致气相组分不能冷凝为液相组分。采出流量不稳定,出现气液夹带。
对于水含量高的原料先进行静置后,去除底部水分后再进行精馏。对于轻组分较多的原料,可以进行分阶段精馏,先进行常压精馏,后再逐渐降低压力,进行减压精馏,注意压力调节时,要先降低塔釜温度,再缓慢降低塔压后,再进行升温操作。
1.2 采出管线堵
全氢苊精馏过程中,前期采出比较正常,精馏后期,发现采出流量降低,采出转子流量计中有冰渣状固体出现,最后凝固成固体。研究发现温度低于10 ℃时,全氢苊同分异构体中,沸点最高的一个组分含量>78%时,就会出现凝固现象,并且该组分含量越高,凝固点越高。而温度高于10 ℃则不会出现凝固,所以对采出管线增加了部分伴热使采出管线内温度保持在20 ℃左右,保证全氢苊不会凝固,从而保证正常采出。
对于高凝固点或高黏度物质,要增加伴热,使采出管线温度保持在凝固点以上,防止在管线中凝固,同时降低物质黏度,增加流动性。
1.3 物料混合增加分离难度
生产中为了尽量多地得到原料中最后一个组分双环丙烷(含量较低),就给原料中加入了更高沸点的THTCPD。实际精馏中,并未得到纯度高的双环丙烷,反而使双环丙烷中增加了THTCPD,给分离增加了困难。最优的操作就是蒸馏完前面的组分后,将塔釜剩余物料放出,选择合适的小精馏塔精馏。这样既可以得到符合要求的双环丙烷,又能尽量多地蒸出目标物。
物料组分的种类组成,直接影响物料精馏的难易程度。单一组分,最易精馏。相应的每增加一个组分,即会增加一个两组分混合的过渡不合格阶段,降低分离效率的同时,也增加了采出时间。因此对于间歇塔来说,虽然可以一塔多用,单次可以分离出多组分物料,但是不要增加其他组分给分离增加困难的同时,也导致需要组分的损失。
1.4 真空排气出口未开
开工前检查不到位,未将真空泵排气管线排至吸收塔T0205 入口阀门打开,导致真空泵尾气排不出去,引起相连的原料罐压力增加,原料从放空口溢出。发现泄漏后,及时查找原因,关闭真空泵,打开吸收塔入口阀。
开工前检查确认精馏各系统,每次启动真空泵前,要检查确认真空泵进出口连通各阀门是不是处于正确状态,并填写确认单,确认后再启动。
1.5 真空罗茨泵过载跳
真空泵机组有上下两台泵,下面是一台水环真空泵,上面是一台罗茨真空泵,启动水环泵后,运行一段时间后,在启动上面罗茨泵。真空度过低,直接启动罗茨泵将导致罗茨泵超负荷过载跳。或者生产中,系统突然压力增大过多,也会导致罗茨真空泵超负荷过载跳。
启动真空泵时先启动水环真空泵,启动一段时间后,使系统压力达到-85 kPa(表压)以下时,再启动罗茨真空泵。在真空泵运行过程中,压力调节缓慢,保持系统操作平稳。
2 操作调节优化
2.1 压力调节
压力的大小直接影响物质的沸点的高低,压力越高,沸点越高,物质的沸点(见图2)随着压力的增加而增加。精馏系统各温度点,随着系统压力的变化而变化。压力的调节根据分离组分的不同,差异较大。对于同一物质,压力影响不大。对于多组分,尤其是沸点接近的多组分精馏,影响较大:压力越高,越有利于分离,压力越低越不利于分离。而压力越高精馏所需的热量越高,压力越低精馏所需的热量越低。所以对于负压间歇精馏,压力的调节尤为重要,对于沸点接近不易分离的组分,要相应的提高操作压力,对于沸点较高且容易分离的组分,要降低操作压力。要根据物料组分的变化来确定操作压力的高低。
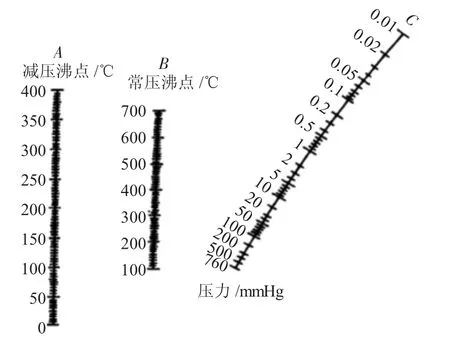
图2 真空度与沸点关系图
对于负压间歇精馏装置中,组分沸点差别较大,尤其是含有些低沸点的溶剂如乙醇、四氢呋喃等时,应先采用常压蒸馏或微正压蒸馏出溶剂后,再进行负压精馏。防止在负压下低沸点物质产生暴沸,导致冲塔等异常工况出现。负压间歇精馏操作中,压力变化对整个工况的影响巨大。而对压力起决定作用的是真空泵的调节压力,所以操作中一定要保持真空泵的压力稳定,从而保证整个精馏系统的压力稳定。经核算,通过压力调节的优化增加约10%的溶剂及轻组分的回收。
2.2 温度调节
压力一定的条件下,物质的沸点是一定的。从图1 精馏装置简图中可以看出,本装置热源主要来自塔釜导热油加热,通过调节导热油的热量,从而控制塔釜温度的高低。塔顶温度通过调节塔顶回流比和塔顶冷却水量来调节塔顶温度。通过多次生产试验总结,本装置通过调节塔釜导热油的加热温度,来实现塔釜温度的精准调节,塔顶通过采出量来控制塔顶的温度为最优的控制方式。
对于多组分负压间歇精馏过程中,一般塔顶温度变化如下:恒温(升温阶段)→快速升温稳定后缓慢降低(回流阶段)→缓慢升高(采出阶段)→温度快速降低或缓慢升高(与下一组份过渡阶段)→快速升温稳定后缓慢降低(回流阶段)→缓慢升高(采出阶段)→温度缓慢降低(精馏最后阶段)。根据塔顶温度的变化,以及塔顶与塔釜的压差变化,来判断精馏过程进行阶段。从而来判断该如何及时调整温度,温度调节的快慢直接影响采出和分离的效率。通过对精馏阶段的准确判断,及时进行温度调节,单次精馏时间可缩短约20%。
2.3 采出调节
本装置一般操作为升温后,先建立塔顶全回流,根据实际物料组分及含量,来调整全回流时间。组分越多,需要全回流的时间越长,才能保证塔内形成各组分的浓度梯度。全回流后,开始逐渐增加采出量,根据取样分析的结果来调整采出量的大小。
多组分间歇精馏过程中为了得到相对多的目标产品,经常采用小采出量或者间断采出的操作,尽量减少不合格的过渡产品的量。采出产品合格后,即可加大采出量采出产品。该组分精馏阶段后期,根据采出取样分析,相应的减小采出量,防止下一组分带出对该组分的影响。对于不同阶段的产品要及时分开切出,收集并做好存放标记,有利于下次回收利用,增加产量节约生产成本。
3 结语
通过对本装置的操作中发现的问题及工艺操作的优化,使该装置操作更加平稳,调节更加简捷,生产更加稳定。溶剂和轻组分回收增加约10%,单次精馏时间可缩短约20%。生产范围、生产效率、生产质量等方面都有很大的提高。
猜你喜欢
阅读(科学探秘)(2023年6期)2023-05-25
设备管理与维修(2022年21期)2022-12-28
水泵技术(2022年2期)2022-06-16
中学生数理化(高中版.高考理化)(2020年12期)2021-01-13
中国经济周刊(2020年24期)2020-01-15
造纸信息(2019年7期)2019-09-10
中学生数理化·高二版(2017年3期)2017-07-07
现代工业经济和信息化(2016年8期)2016-05-17
氮肥与合成气(2015年8期)2015-12-23
化工进展(2015年6期)2015-11-13