
满装滚针轴承外圈滚道加工方法改进
2012-06-11 01:55羡继红杨德敏费连玲
哈尔滨轴承 2012年4期
羡继红,杨德敏,费连玲
(1 哈尔滨轴承集团公司 质量管理部 ,黑龙江 哈尔滨150036;2 哈尔滨轴承集团公司 热处理分厂,黑龙江 哈尔滨150036;3 哈尔滨轴承集团公司 推力轴承分厂,黑龙江哈尔滨150036)
1 前言
我厂开发的满滚针轴承已由试制转为批量生产,在批量生产中有部分加工方法出现一些不足之处。其中热处理后磨削外滚道及挡边就是问题之一,不仅磨削效率低,有时还出现烧伤、留边现象,影响了正常生产进度。经分析其原因是车加工留量较大及磨削时冷却条件较为欠缺造成的。本文将详细分析造成以上问题的原因,并提出相应的解决办法。

图1 满滚针轴承硬车外滚道及挡边示意图
2 原外滚道加工方法及不足
2.1 车加工方法及不足
原车削外滚道方法是在数控车床CYK-52上用两把车刀依次进行车削,见图 1 所示。首先左车刀轴向快速运动到左挡边位置,径向快进一段距离,工进切削挡边后,轴向反向工进一段距离大约至滚道中部,再径向工退一段距离后快进,最后轴向快退。加工路线图如图 2 所示。右车刀加工方法同左车刀类似。受工件加工方式及刀具影响,车削后滚道中部留下接刀缝。有时刀具磨损较为严重产生积屑瘤时,接刀缝有一定的深度。为挽救此现象给下工序留下的缺陷,势必增加磨削留量,使磨加工效率较低及容易产生烧伤。车削外滚道同时也得将挡边车削出来,滚道与挡边车加工完后,势必在其交界处留下一个圆弧R,此R如果过大将会使磨削挡边及外滚道时砂轮外圆与端面处磨损加剧,致使挡边与外滚道面积减少,一定程度上影响到产品的使用。为克服上述缺点,在其交界处加工一个圆弧形砂轮越程槽,同时也起润滑的作用,所以越程槽又称作油沟,但槽的宽度与深度都得严格控制,如果加工的尺寸过小起不到砂轮越程槽的作用,过大将影响工件的强度及使用寿命。本产品由于自身尺寸决定其油沟尺寸不能过大,只能以保证产品性能为主,因此带来磨削外滚道及挡边时容易产生留边现象,影响了产品质量。从切削方式上看,车刀正向切削时(前刀面朝上),铁屑容易粘在前刀面上,影响车刀的散热,在一定程度上降低刀具寿命,再加上加工空间较为窄小致使切削时的铁屑不容易排除,也影响到刀具寿命。从加工路线看,径向工退、快退、轴向快退动作重复,由于加工空间容不下两把车刀同时切削,左车刀加工完后,退刀到原点后,需要刀架自动换位到右车刀才可加工。因此换刀也浪费一定 时间。

图2 左、右车刀加工路线图
2.2 磨加工方法及不足
磨削方法如图3所示,砂轮及工件各自以一定的转速同方向转动,利用砂轮与工件的转速差进行磨削。磨削外滚道时因滚道尺寸较小,砂轮外径受到限制,磨削时的线速度不能达到一定数值。如果一味地提高砂轮转速,由于砂轮的外径尺寸小带来砂轮磨损加剧,使得砂轮磨削状态不稳定,由此带来加工尺寸不稳定,其次受产品结构限制,左挡边处是封闭状态,而右挡边也是半封闭状态,内部空降狭小,磨削区域的冷却较为困难,工件的表面组织容易发生相变,即产生烧伤,严重时将产生裂纹。磨削挡边难度更大,不但冷却存在问题,而且砂轮外径较小,所以外径边缘处磨损加剧,造成挡边处产生留边现象。
由于砂轮两端面磨削两挡边时形成封闭的空间,冷却水无法进入,磨削时几乎100%产生烧伤。
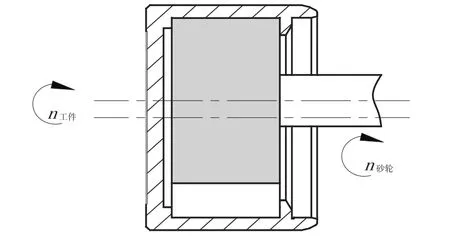
图3 磨削外滚道及挡边示意图
3 改进后外滚道加工方法
3.1 车加工方法
改进后采用一把车刀进行车削,切削示意图如图 4 所示。加工方法是车刀的左切削刃将左挡边加工出来,前切削刃把滚道加工出来,右切削刃将右挡边加工出来。切削中不用换刀,这样加工出来的表面没有接刀缝。工件的旋转方向与原旋转方向相反,车刀属于反向切削,这样有利于切屑被切离后,在重力的作用下迅速飞离刀面,有利于刀具的散热,可提高刀具的寿命。由图 5加工路线不难看出,其加工路线只是改进前的一半。由于没有接刀缝滚道表面也就没有缺陷,较原方法可相应地减少留量。
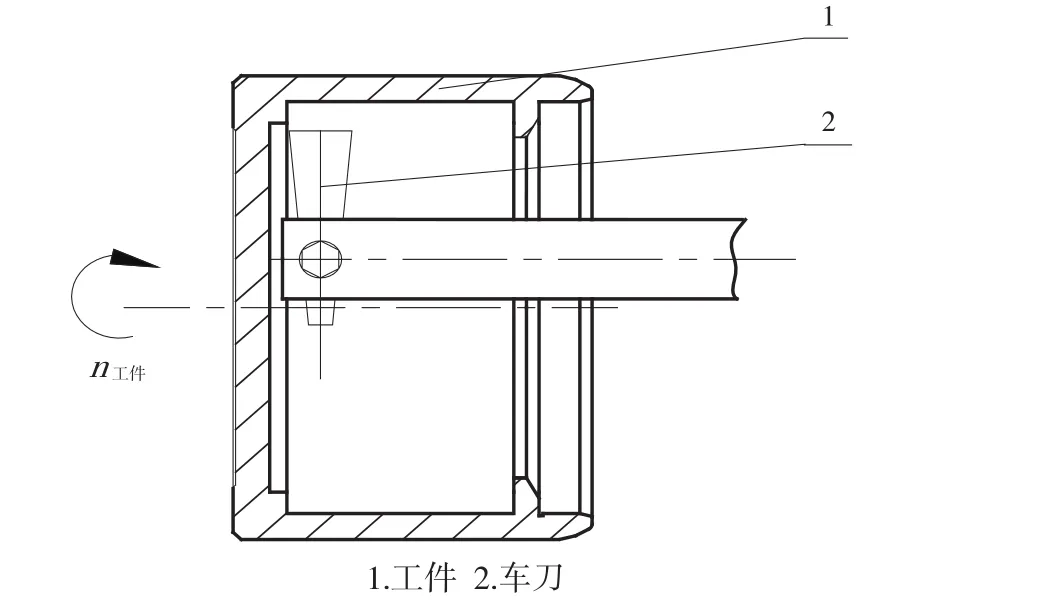
图4 改进后车外滚道及挡边示意图

图5 改进后车刀加工路线图
3.2 磨加工挡边改为硬车挡边
针对挡边磨削较为困难的问题,挡边加工采取硬车的方法,滚道加工采取磨削的方法,解决了挡边烧伤问题。硬车的加工方法与图1加工挡边略同,刀具结构与加工方法与图 1 所示略同,本文不再叙述。下面介绍一下刀具材料及切削参数的选择,工件在热处理后加工时,由于硬度较高,需要较大的切削力必将产生较多的热量,这些都会影响刀具的寿命。这就要求刀具有良好的耐磨性能和耐热性。对于车削淬火工件,立方氮化硼有很高硬度和耐磨性及耐热性,但立方氮化硼强度和韧性差、价格较高,一般适用于精加工,正好适用于挡边硬车。本产品工件的表面粗糙度要求Ra1.0,应用其它刀具材料难于达到要求。因此,选择立方氮化硼作为硬车刀具材料。经试验选择切削参数如下:机床主轴转数n=500r/min,走刀量f=0.05mm/r。车削后工件挡边尺寸公差达到0.03mm,挡边平行差达到0.01mm,符合工艺要求。
4 结束语
由于外滚道加工方法的改进,使滚道磨削留量减少,而且挡边也不用磨削而改为硬车的方法,这样砂轮端面与挡边就有了一定间隙,非常有利于磨削时冷却液充分进入磨削区域,大大降低了工件烧伤,磨削效率也有所提高,满足了生产需求。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年3期)2019-02-27
赢未来(2018年9期)2018-09-25
橡塑技术与装备(2018年18期)2018-09-22
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
