多PLC控制系统的组态策略
2013-07-07 15:40杨方兴岳建锋王卿王天琪
天津工业大学学报 2013年6期
杨方兴,岳建锋,王卿,王天琪
(天津工业大学天津市现代机电装备技术重点实验室,天津300387)
多PLC控制系统的组态策略
杨方兴,岳建锋,王卿,王天琪
(天津工业大学天津市现代机电装备技术重点实验室,天津300387)
针对自动化系统中单个人机界面难以同时监控多个PLC运行状态的问题,提出一种组网监控的方法.通过建立多个PLC之间的PPI通讯网络,使每一个PLC都为网络中的一个站点,应用MCGS组态环境对整个网络组态,进而通过监控整个网络来实现同时监控网络中的各PLC站点;结合DLMPS-727S2实验平台进行实验验证.结果表明:组态后的系统可同时监控多个PLC,可靠性高,实时性强,具有推广应用价值.
多PLC;监控系统;组态策略;PPI通讯网络;MCGS组态
在工业系统的自动化过程中,生产线控制节点数目日益庞大,各自动化部件千差万别,要进行大量的数据交互才能保证生产线的顺利运行[1].单个PLC已无法完成对整个生产线的控制,多PLC控制系统应运而生.如何同时对多PLC控制生产线进行实时监控,及时、准确地反映生产线设备的实际运行状况,已成为广大工程技术人员所关心的问题.过去人们用按钮、开关和指示灯等作为人机交互装置,不仅提供的信息量少,且操作困难.监控组态软件与触摸屏技术的不断发展,大大降低了人机沟通的障碍.它们使整个生产线以图形、动画等形式实时反映出来,技术人员可通过可视化监控画面对整个生产线进行实时监控[2].而随着多PLC控制系统生产线的迅速发展,以前针对单个PLC系统的组态监控方法已不能有效反映生产线的运行状态.针对这一问题,本文提出了一种多PLC控制系统的组态策略,并结合DLMPS-727S2生产线实验平台,组建了多PLC之间的PPI通信网络,开发了基于MCGS工控组态软件的生产线实验平台监控系统,并通过mcgsTpc触摸屏完成了对整个生产线的实时监控和操作.
1 DLMPS-727S2实验平台概述
DLMPS-727S2生产线实验平台对实际工业现场的流程环境进行模拟,实现了对不同类型的工件进行加工检测、送料搬运、自动装配及分类存储,如图1所示.

图1 DLMPS-727S2实验平台Fig.1 Experiment platform for DLMPS-727S2
该生产线系统共分为3个工作站:①加工站,包括送料检测单元、加工检测单元、装配冲压单元;②搬运站;③仓储站.不同工作站分别由单独的S7-200系列PLC控制.加工站完成物料颜色检测、加工、装配,然后通过搬运站机械手和传送机构进行工件搬运,再由仓储站分拣机构对到位的工件进行分类存储.
2 PPI通讯原理及网络组建
为同时监控各工作站PLC,本文首先应用相关通信协议对3个工作站组建通讯网络,进而通过监控网络来监控每一个站点PLC.S7-200系列PLC支持多种通讯协议,如MPI通信(从站)、Modbus通信、PPI通信等.鉴于PPI通信具有可以不用编程即可读写PLC所有数据区且通讯稳定等优点,本文采用了PPI通信协议,并在分析其原理的基础上,组建了3个工作站PPI通讯网络,实现了各PLC之间的通讯.
2.1 S7-200PLC之间的PPI通讯原理
PPI通信协议是一种主从协议[3],主从站在一个令牌环网中.主站向从站发出请求,从站作出应答;从站不主动发出信息,而是等主站向其发出请求或查询后,作出应答.主站通过由PPI协议管理的共享连接与从站通信.PPI不限制能够与任何一台从站通信的主站数目,但无法在网络中安装32台以上的主站.
启用PPI主站模式后,S7-200CPU可在处于RUN(运行)模式时用作主站,可以使用“网络读取”(NETR)或“网络写入”(NETW)指令从其他S7-200CPU读取数据或向其他S7-200CPU写入数据,而从站程序没有必要使用网络读写指令,可以使用PPI协议与该网络中的所有其他S7-200CPU通信.
2.2 各站PLC之间的PPI网络组建
通过RS-485串行通讯,实现对生产线上3个工作站PLC的硬件互联,使各PLC之间的数据信息通过RS-485总线传递[4].
STEP7-Micro/WIN是与S7-200 PLC配套的编程软件,用户程序结构简单,编程方便[5].在STEP7-Micro/WIN环境中,组建不同PLC之间PPI网络的一般过程如下:
(1)在STEP7-Micro/WIN软件中,对每一台PLC用于PPI通信的端口(PORT0或PORT1)设置其在PPI网络中的站地址(注意不同站的站地址不同).
(2)在主站(此处以仓储站为主站)中进行通信配置,包括网络操作数、通信端口号、网络操作、分配V存储区及最后生成程序代码,如图2所示.

图2 网络读写指令Fig.2 NETR and NETW instruction
(3)在主站中调用通信子程序.在PPI网络中,只需在主站程序中调用通信子程序来读写从站信息,而从站程序没有必要使用网络读写指令.
以上完成了3个工作站之间的PPI网络组建,如图3所示.再编写各站程序并下载到对应的工作站PLC,调试运行并检查通讯情况,直至通讯正常.

图3 PPI网络组建Fig.3 Establishment of PPI network
3 基于MCGS的监控系统设计
本文所设计的监控系统,主要用来同时监控实验台上3个工作站PLC的实时数据变化,控制各站动作,修改相关参数等.鉴于MCGS(monitor and control generated system)组态软件具有动画简洁、脚本使用灵活、开放性好等诸多优点,本文采用MCGS组态环境来开发监控系统.
3.1 MCGS开发环境
MCGS嵌入版是昆仑通态公司针对mcgsTpc开发的,用于快速构造和生成上位机监控系统的组态软件系统,主要完成现场数据的采集与监测、前端数据的处理与控制,并以动画显示、报警处理、流程控制等多种方式向用户提供解决实际工程问题的方案[6].
3.2 MCGS监控系统的组态
3.2.1 组态对象分析
该生产线试验台系统由3个工作站组成,要实现对整个生产线的监控,就要同时对3个工作站PLC的信息进行实时采集和处理.在此通过已建立的3个工作站PLC之间的PPI通讯网络,把加工站、搬运站两从站的数据信息传送到仓储站(主站),再使仓储站PLC通过RS-485通讯线与触摸屏建立通讯,实现触摸屏同时读取3个工作站PLC的信息,从而实现对整个生产线系统的实时监控,如图4所示.

图4 触摸屏与PLC通讯连接Fig.4 Communication between touch panel and PLC
另外,为使监控画面能够真实反映实际运行状况,在信息采集正确且满足通信负荷要求的情况下,尽量减小触摸屏采集信息的周期,以保证每一个信号的短时间变化都能采集到,从而保证生产线当中每一个动作都能监控到.
3.2.2 监控系统组态
(1)设备窗口组态.通过设备组态完成外部设备与监控系统内实时数据库的信息交换,实现对外部设备的监控与操作[7].进入设备组态窗口,在设备构件工具箱里选择相应的构件,配置到窗口内,如图5所示.而后建立接口与通道的连接关系,设置相关属性,即完成了设备窗口组态.

图5 设备组态窗口Fig.5 Window of device configuration
(2)构造实时数据库.实时数据库是整个系统的信息交换中心[8],也是MCGS系统的核心单元,系统所有数据交换、处理以及数据的可视化均以实时数据库为数据公用区,其基本原理如图6所示.此监控设计中,定义各机械手状态变量、各站工作状态变量等,并设置其属性.
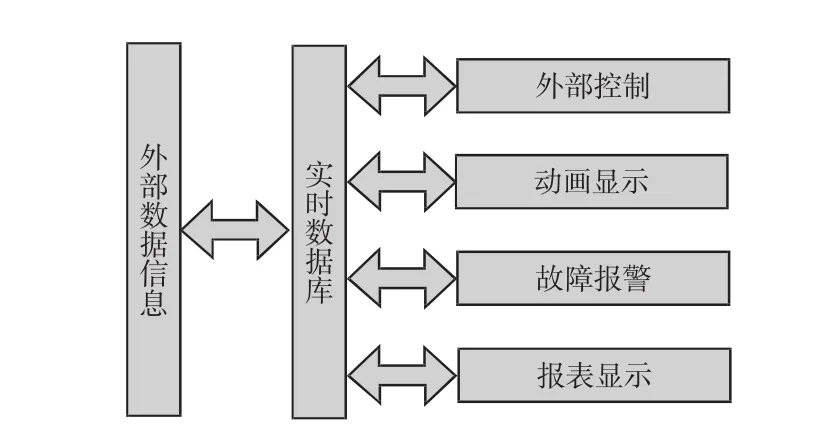
图6 实时数据库工作原理Fig.6 Working principle of real-time database
(3)用户窗口组态.用户窗口组态的是要直接面对用户的界面,需组态的用户窗口如图7所示.组态时根据实际场景来放置各种图形对象,如图符、动画构件等[9].不同的图形对象连接不同的变量,以实现想要的功能.在用户窗口的属性设置中还可利用脚本来实现相对复杂的功能.在此监控设计中,搬运站与仓储站的运动功能实现上使用了脚本程序控制.
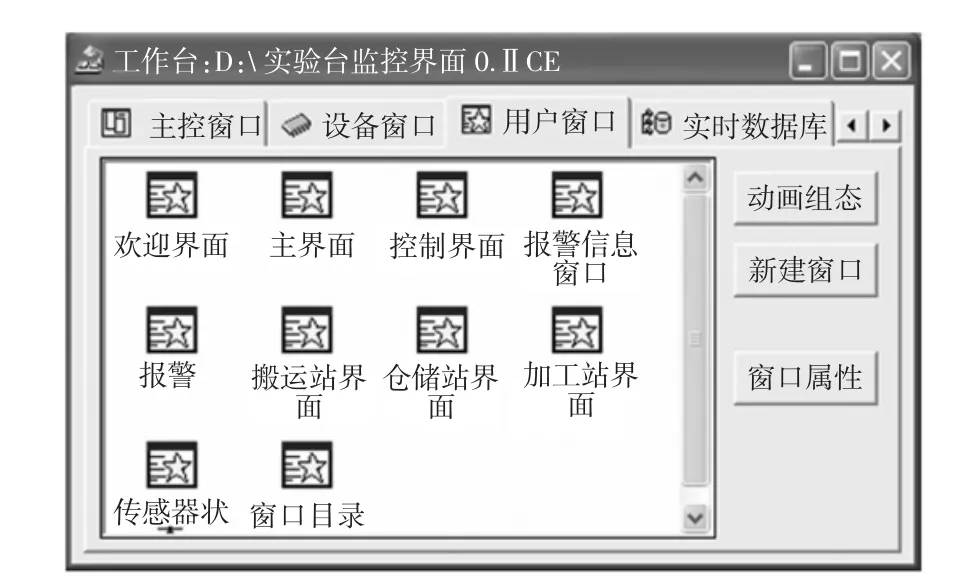
图7 用户窗口组态Fig.7 Configuration of user′s window
(4)报警功能组态.当设备运行出现故障时,应及时查明原因并进行处理,以提高生产效率,这就需要对报警功能进行组态.在实时数据库中选择允许报警的变量,设置其属性,以实现报警功能.该监控系统中对动作冲突、料仓是否缺料等进行了报警组态.
4 监控系统的调试运行
当工程组态完毕,便可下载到触摸屏中,对整个生产线设备进行监控调试.
(1)触摸屏与PLC之间的通讯调试.在MCGS组态环境工作台的设备窗口下对触摸屏与PLC的通讯参数进行设置,包括波特率、数据采集周期、触摸屏端口地址等,不断设置参数直至通讯正常.需要注意的是,触摸屏端口地址的设置一定要与所连PLC的端口地址一致.
(2)监控画面调试运行.当建立触摸屏与PLC之间的通讯后,便可对监控画面的实时监控情况进行调试.仔细观察监控画面,查出画面中各机械手动作、指示灯状态及报警信息等与设备实际运行情况是否相符,操作各按钮观察是否能起到控制设备运行的作用.不断修改脚本程序、相应参数及其属性等,直至监控画面的运行与设备实际运行状态相符为止.该监控系统把3个工作站组态为一个界面,即实现了同时对3个工作站PLC进行监控,监控画面如图8所示.

图8 实时监控界面Fig.8 Real-time monitoring interface
5 结束语
本文结合工程实际问题,以生产线实验平台为研究对象,主要完成了以下工作:
(1)结合实验平台,运用PPI通讯协议组建了3个工作站PLC之间的PPI网络.
(2)应用MCGS组态环境完成了对整个PPI网络的组态,研究开发了可同时监控3个工作站PLC的实时监控系统.
(3)对该监控系统进行了实验验证,结果表明,该系统能够很好地实时反映多个PLC运行情况且工作可靠,对工程应用有一定的推广价值.
[1]王健强,王长润,孙纯哲,等.多PLC及多级现场总线在机器人焊装线中的应用[J].上海交通大学学报,2008,42:20-24.
[2]杨洋,张蒂如.基于PLC、MCGS组态软件的高压电机试验系统[J].电力自动化设备,2008,28(8):90-92.
[3]陈立定,冯景辉,胥布工.远程环境在线监测系统的设计[J].同济大学学报,2010,38(11):1659-1662.
[4]陈建平,施晓宽,陈军霞.冷却塔风机传动轴故障检测方法研究[J].天津工业大学学报,2012,31(3):65-67.
[5]葛锁良,袁业剑,于敏华.一种新型可连续调节的无功补偿装置[J].电力自动化设备,2011,31(11):100-102.
[6]陈广庆,刘廷瑞,杨兴华.基于MCGS组态软件的液位串级控制系统[J].煤矿机械,2007,28(9):92-93.
[7]侯荣国,许云理,冯延森,等.基于MCGS组态软件的自动化立体仓库控制系统的开发[J].机械设计与制造,2012(1):77-78.
[8]李红萍,贾秀明,李艺鸿,等.基于MCGS的风机变频监控系统设计[J].电机与控制应用,2012,39(11):47-50.
[9]ZHAO Liqing,SHANG Shuqi,WANG Yanyao.Intelligent yield monitoring system of harvester based on plot breeding[J]. Transactions of the Chinese Society of Agricultural Engineering,2012,28(2):172-178.
Configuration strategy of multi-PLC control system
YANG Fang-xing,YUE Jian-feng,WANG Qing,WANG Tian-qi
(Tianjin Key Laboratory of Modern Mechatronics Equipment Technology,Tianjin Polytechnic University,Tianjin 300387,China)
Aiming at the problem that single man-machine interface is difficult to monitor running state of multiple PLCs in
automation system,a feasible and effective approach to network monitoring is proposed.At first,the communication network for PPI between multiple PLCs is built.So each PLC becomes a site in the network. Furthermore,in order to monitor each PLC site in the network by monitoring the entire network,the entire network for PPI is configurated under the MCGS configuration environment.Finally,with the platform for DLMPS-727S2,the experiment based on the above idea is done.And the result shows that the system can simultaneously monitor multiple PLCs,and is high reliability and real-time,and it has good application value.
multiplePLCs;monitoringsystem;configurationstrategy;communicationnetworkforPPI;MCGSconfiguration
TP277
A
1671-024X(2013)06-0068-04
2013-06-20
天津市自然科学基金重点资助项目(10JCZDJC23500)
杨方兴(1986—),男,硕士研究生.
岳建锋(1973—),男,博士,副教授,硕士生导师.E-mail:billyue7303@sina.com
猜你喜欢
河北农机(2020年10期)2020-12-14
装备制造技术(2019年12期)2019-12-25
中国水能及电气化(2019年10期)2019-11-07
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
凿岩机械气动工具(2017年2期)2017-07-19
组合机床与自动化加工技术(2017年1期)2017-02-15
电子制作(2017年23期)2017-02-02
中国新技术新产品(2016年23期)2016-12-26
中国铸造装备与技术(2015年5期)2015-12-10