
Development and Application of DCC Catalysts to Meet New Demands
2013-07-25 10:07ZhangJianqiu
中国炼油与石油化工 2013年1期
Zhang Jianqiu
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
Development and Application of DCC Catalysts to Meet New Demands
Zhang Jianqiu
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
The new generation of DCC catalysts, the DMMC/RMMC series catalysts developed by RIPP are introduced in this paper. The large molecule cracking ability is enhanced by increasing the portion of large pores; and the coke selectivity is improved by adjusting the acidity site density on the matrix surface, while the selective cracking reactions are increased. The sphericity of catalysts is improved by adopting new preparation method. The commercial application results have shown that applying DMMC/RMMC series catalysts with the mixed VGO, VGO plus AR, and hydrotreated VGO feed can increase the propylene yield by 2.43, 1.3 and 0.8 percentage points, respectively, as compared to the previous catalysts along with improvement in some products yields. The refining enterprises can make more profits after applying new series of DCC catalysts.
VGO; resid; catalytic cracking; catalyst; propylene; light olefins
1 Introduction
With ever increasing oil consumption and deteriorating quality of the crude, the feed for producing ethylene and propylene becomes either lighter or heavier. In recent years the demand increase for propylene has surpassed the ethylene demand increase. Compared to the units using the liquid feed of natural gas condensate and naphtha, the units using ethane and other gases as feedstocks can give higher ethylene yield albeit with lower propylene yield. Even the traditional ethylene and propylene production technology via steam cracking of naphtha still cannot meet the market demand for appropriate propylene to ethylene ratio in its product slate. Moreover, the production of propylene and ethylene by the traditional steam cracking process also has such disadvantages as high cost and short supply of naphtha feed.
In the 1990s the SINOPEC Research Institute of Petroleum Processing (RIPP) had developed the DCC (Deep Catalytic Cracking) technology for producing propylene and ethylene under milder operating conditions. The riser reactor and continuous reaction-regeneration circulating operation with catalysts transfer via fluidization is adopted in this technology. The advantages of DCC technology are as follows: A high propylene to ethylene ratio and high/adjustable propylene yield can be achieved through selectively controlling the extent and mode of secondary cracking of gasoline; the cheaper VGO and resid can be used as the DCC feedstock; the existing FCC units can be revamped to DCC units; the operating conditions are milder, and the CAPEX and OPEX are lower than conventional steam cracking process.
Up to now, the DCC technology was extensively applied to produce propylene and ethylene in China and at some overseas refineries or petrochemical complexes. The DCC catalysts are specially designed to meet the needs of DCC process, and have been successful playing their role in the DCC process. The DCC catalysts have gained recognition on their excellent performance from the clients in Thailand and Saudi Arabia.
In order to better meet clients’ goal to maximize their profits, RIPP has been making unrelenting efforts to improve the DCC catalysts along with advancements in the DCC technology. At the early days of DCC technology application, the DCC feedstocks mainly consisted of paraffinic Daqing VGO and Daqing resid. With the feed becoming heavier and the demand for propylene becomingmore urgent, novel DCC catalysts need to be developed to meet these two requirements.
2 The Development of DCC Catalyst
The development of DCC catalysts experienced several generations[1]. The first generation of DCC catalysts is the CHP series designated for obtaining high propylene yield from paraffinic feedstock. The disadvantage of the CHP series catalysts is related with their relatively low hydrothermal stability. The second generation of DCC catalysts is called the CRP/CIP series with the characteristics of high hydrothermal stability and heavy feed cracking ability. The third generation of DCC catalysts is the MMC series catalysts which use the ZRP zeolite as active component, featuring higher propylene yield and better heavy metals tolerance.
In a bid to further increase the propylene yield and achieve higher heavy feed conversion, the new generation of DCC catalysts, the DMMC/RMMC catalyst series, was developed based on bringing the active components into full play and improving the feedstock pre-cracking performance, and these catalysts have been successfully commercialized[2-3]. The following new ideas were applied during the R&D of DMMC/RMMC catalyst series:
(1) Large pore component design: The large pores, 10 nm—1000 nm in diameter, can enhance the accessibility of active sites to large molecules, and increase heavy oil cracking ability, and improve the stripping effect to reduce coke yield.
(2) Synergistic technology for zeolite and matrix: Through enhancing the utilization of zeolite surface by strengthening synergistic effect between the zeolite and the matrix, the cracking reactions on the surface of zeolite are increased while the cracking reactions on the matrix surface are reduced. Finally, the target product yields increase along with decreased by-product yields.
(3) Adjusting the active sites on the matrix surface: This measure can improve the stripping effect and inhibit the coke formation, and simultaneously can reduce the bimolecules reactions, such as isomerization and aromatization, make more linear medium molecules participate in cracking reactions on the zeolite with medium size pores.
(4) Excellent sphericity of catalysts: This measure can improve fluidization of catalysts, and enhance attrition resistance and stability of catalysts.
3 Commercial Application of New DCC Catalysts
According to the feedstock properties and expected product slates, the DMMC/RMMC series catalysts are designed to meet diversified needs of different DCC units.
3.1 Application of the DMMC-1 catalyst at Refinery A
The feedstock used by the Refinery A is a mixture of the hydrotreated VGO and the pipeline unhydrotreated VGO, with the feedstock properties listed in Table 1. It can be seen from Table 1 that the density of feedstock (at 20 ℃) is 0.888 5 g/cm3—0.897 4 g/cm3; the hydrogen content is 12.75%—12.87%, and the aromatics content is 29.9%—31.0%. This feedstock is an intermediate-base VGO. The aromatic components have lower crackability that can affect the formation of light olefins. The sulfur content is 0.31%—0.37%, and the nitrogen content is 0.18%—0.26%. The presence of sulfur and nitrogen compounds and their types have negative impact on the cracking performance of catalysts[4]. At the same conversion level, the light olefins yield decreases with the increase of nitrogen content in the feedstock. Based on the properties of feedstock used by the Refinery A, the DMMC-1 catalyst is specifically designed, with its main features shown below:
(1) By adopting the newly developed technology for preparing large pore size matrix, the catalyst has apparent large pore structure (>10 nm). The new type of large pore size matrix favors the formation of open active sites, reduces the resistance against mass transfer of reactant molecules to active sites, and improves the deep cracking of intermediate products of cracking reaction.
(2) By adopting the new type of medium pore size active components, the compatibility between active components is further coordinated to improve the product slate and increase the light olefins selectivity.
The commercial application result is shown in Table 2. It can be seen from Table 2 that compared to the previous catalyst, the LPG yield increased by 4.3 percentage points, and the propylene yield increased by 2.43 percent-age points. The slurry content decreased by 0.25 percentage points, and the coke yield decreased by 0.56 percentage points. The test results revealed that the DMMC-1 catalyst could enhance the cracking of large molecules, and improve coke selectivity. The propylene yield was apparently increased as evidenced by the increased LPG yield and propylene concentration in LPG.

Table 1 Properties of DCCU feedstock at Refinery A
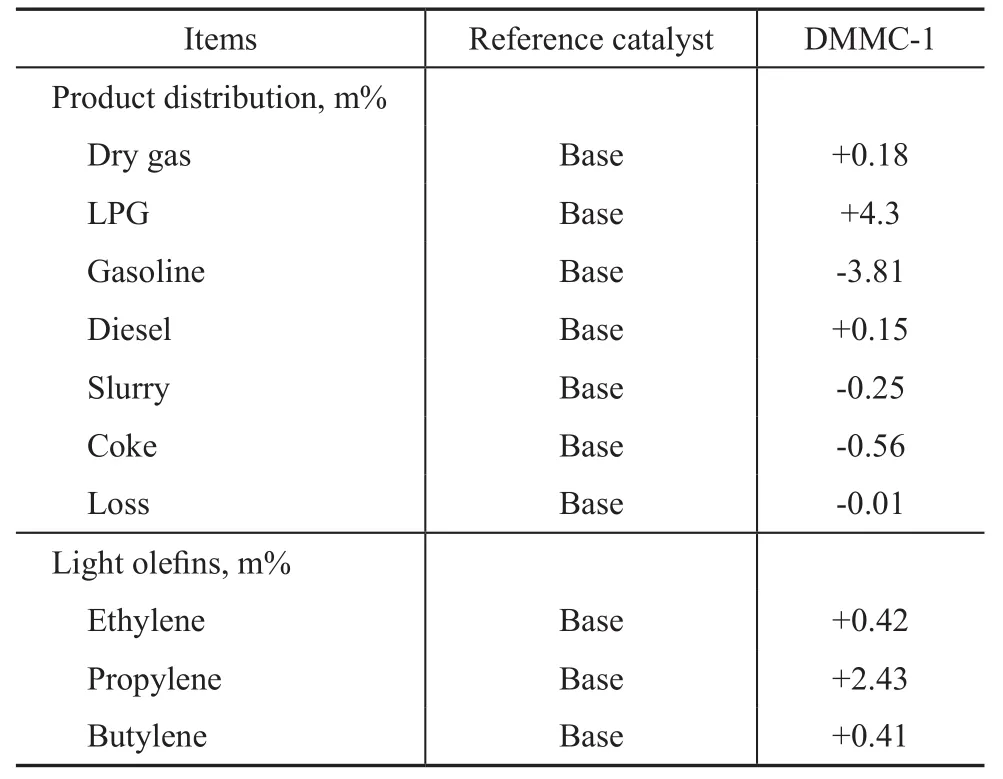
Table 2 Performance test of the DMMC-1 catalyst
3.2 Application of the RMMC-1 catalyst at Refinery B
The feedstock used by the Refinery B is a mixture of hydrotreated VGO and atmospheric resid. This refinery, which is an old refinery, is lacking in heavy oil processing capability, and the surplus resid needs to be treated. So, the DCC unit at this refinery is required to maximize its resid processing capability. The feedstock properties are presented in Table 3. It can be seen from Table 3 that the density of feedstock (at 20 ℃) is in the range of 0.897 4 g/cm3—0.899 2 g/cm3, the hydrogen content is 12.79%—12.81%; the aromatics content is 19.6%—19.9%, and the resins content is 7.7%—7.9%. The resins content and metal contents are relatively high owing to blending of resid into the intermediatebase hydrotreated VGO.
By taking into consideration the properties of feedstock at the Refinery B, the RMMC-1 catalyst is specifically designed, with its main features shown below:
(1) By adopting the mesoporous alumina-silica material instead of the active matrix, the large molecular hydrocarbons can be selectively cracked to reduce the yield of non-selective cracking products such as dry gas and coke, which are formed upon using the active matrix-based catalyst. Selecting a proper ratio of zeolites and mesoporous alumina-silica material can improve the cracking of large molecular hydrocarbons, increase the light carbon selectivity, and improve the dry gas and coke selectivity of the catalyst.
(2) Addition of heavy metal (such as Ni) trapping component can maintain a good activity, stability and propylene selectivity of the catalyst.
The results of commercial application of this catalyst are shown in Table 4. It can be seen from Table 4 that compared to the previous catalyst, the LPG and gasoline yields totally increased by 1.4 percentage points, while the propylene yield increased by 1.3 percentage points. The diesel and slurry yield was decreased by 1.8 percentage points. The coke yield was nearly maintained at the same level, while the dry gas yield increased a little. The test results revealed that the RMMC-1 catalyst apparently enhanced the cracking ability for large molecules, and increased the propylene yield.

Table 3 Properties of DCCU feedstock at Refinery B

Table 4 Performance test of the RMMC-1 catalyst
3.3 Application of DMMC-2 catalyst at Refinery C
The feedstock treated at the Refinery C is a hydrotreated VGO. The DCC unit here is designed to process premium VGO for maximizing propylene and ethylene. The properties of the feedstock are shown in Table 5. It can be seen from Table 5 that the density of feedstock (at 20 ℃) is in the range of 0.889 5—0.896 0 g/cm3; the hydrogen content is 13.05%—13.09%; the saturates content is 80.0%—80.3%; and the aromatics content is 19.3%—19.5% along with a small content of resins and asphaltenes. The feedstock has low density and high hydrogen content and saturates content, which are quite helpful for producing more light olefins. But the aniline point of the feedstock is not high, indicating that there is a certain amount of naphthenes or naphthenes containing aromatic rings. This part of hydrocarbons is not regarded as a good feed for producing light olefins. The sulfur, nitrogen and heavy metal contents are very low.
By taking into account the properties of feedstock used by the Refinery C, the DMMC-2 catalyst is specifically designed with the following main features:
(1) By adopting the newly developed technology for preparing the large pore size matrix, this catalyst has apparent large pore structure (>10 nm). The new type of large pore size matrix can favor the formation of open active sites, and reduce the resistance against mass transfer of reactant molecules to active sites, and improve the deep cracking of intermediate products of cracking reaction.
(2) During the preparation of the catalyst, the catalytic active sites of matrix were reduced to minimize nonselective cracking reactions occurring on the matrix.
(3) By adopting the new type of medium pore size active components, the compatibility between active components is further coordinated to enhance the secondary cracking of gasoline and diesel fractions and increase light olefin selectivity in this DCC unit.
The results of commercial application of the catalyst are shown in Table 6. It can be seen from Table 6 that compared to the previous catalyst, the LPG yield increased by 1.5 percentage points; the propylene yield increased by 0.8 percentage points, while the ethylene yield increased by 0.5 percentage points; the slurry yield decreased by 0.6 percentage points, and the coke yield decreased by0.3 percentage points. The test results revealed that the DMMC-2 catalyst enhanced its cracking ability with respect to large molecules, and increased the LPG, propylene and ethylene yield. The coke selectivity of the catalyst was improved.

Table 5 Properties of DCCU feedstock at Refinery C

Table 6 Performance test of DMMC-2 catalyst
4 Conclusions
1) The new generation of DCC catalysts, the DMMC/ RMMC series of catalysts, was developed based on bringing the active components into full play and improving the feedstock pre-cracking performance. The features of DMMC/RMMC series catalysts include: the large pore component design, the synergistic technology for zeolites and matrix, adjusting the activity sites on the matrix surface and achieving excellent sphericity of catalysts.
2) The DMMC-1 catalyst, which was designed for the refinery using mixed VGO as the feedstock, could increase propylene and ethylene yields, and decrease coke and slurry yields.
3) The RMMC-1 catalyst, which was designed for the re finery using mixed feed of hydrotreated VGO and resid as the feedstock, could increase propylene and butylene yields, and decrease slurry yield.
4) The DMMC-2 catalyst, which was designed for the re finery using hydrotreated VGO as the feedstock, could increase propylene and ethylene yields, and decrease coke and slurry yields.
Reference
[1] Liu Yujian, Long Jun, Tian Huiping, et al. Advances in DCC process and catalyst for propylene production from heavy oils [J]. China Petroleum Processing and Petrochemical Technology, 2011, 13(1): 1-5
[2] Liu Yujian, Long Jun, Tian Huiping, et al. Properties and evaluation of optimized deep catalyst for increasing propylene yield [J]. Acta Petrolei Sinica (Petroleum Processing Section), 2011, 27(3): 336-342 (in Chinese)
[3] Huang Xiaohua. Commercial application of propylene enhanced DMMC-1 catalyst for DCC process [J]. Petroleum Processing and Petrochemicals, 2007, 38(10): 29-32 (in Chinese)
[4] Green J B, Zagula E J, Reynolds J W, et al. Relating feedstock composition to product slate and composition in catalytic cracking. 3. Feedstocks derived from Maya, a Mexican crude[J]. Energy & Fuels, 1997, 11(1): 46-60
Recieved date: 2012-11-05; Accepted date: 2012-12-30.
Dr. Zhang Jianqiu, E-mail: zjq.ripp@ sinopec.com.

- 中国炼油与石油化工的其它文章
- Alumina Supported Vanadium Oxide Catalysts for Residue Hydrotreating
- Highlights on Planned Grassroots Styrene Units and Expansion of Existing Styrene Units in China
- Hydrocarbon Composition of Different VGO Feedstocks and Its Correlation with FCC Product Distribution
- Purification of Crude Glycerol from Waste Cooking Oil Based Biodiesel Production by Orthogonal Test Method
- Degradation of Nitrobenzene-Containing Wastewater with O3and H2O2by High Gravity Technology
- Et3NHCl-AlCl3Ionic Liquids as Catalyst for Alkylation of Toluene with 2-Chloro-2-methylpropane