
干气制乙苯装置职业病危害控制效果评价
2013-07-31 10:10王玉升郑长有许晓东
当代化工 2013年9期
王玉升,郑长有,许晓东
(中国石油大庆炼化公司, 黑龙江 大庆 163411)
1 总 论
1.1 项目背景
为更好地回收利用干气中乙烯资源,采用乙烯制乙苯工艺,建成了10 万t/a 干气制乙苯装置[1]。
1.2 评价依据
依据国家相关的法律、法规、规章及规范性文件和相关技术规范和标准 。
1.3 评价目的
(1)明确装置产生的职业病危害因素,分析其危害程度及对劳动者健康的影响,评价职业病危害防护措施及其效果,提出职业病控制措施的建议。
(2)为单位职业病防治的日常管理提供依据。
1.4 评价范围
本次评价范围从工艺角度考虑包括:原料预处理、反应、吸收、精馏、再生。从作业人员的岗位考虑包括反应岗位、司炉岗位、机泵岗位、精馏岗位。
1.5 评价内容
本装置评价内容为职业病危害因素及分布、危害程度及对劳动者健康的影响、防护设施及效果、个人使用的防护用品、应急救援措施等情况[2]。
1.6 评价方法
本次控制效果评价采用职业卫生现场调查法、职业卫生检测法和检查表法进行定性和定量评价[3]。
2 装置概况及试运行情况
2.1 装置概况
乙苯装置的建设规模为10 万t/a,年开工时数为8 000 h,职工××人,五班三运转制[4]。
2.1.1 工艺流程
本装置采用第三代CPE 催化干气制乙苯工艺,使用气相烃化、液相反烃化催化剂,工艺上由原料预处理、反应、吸收、精馏和再生五部分组成[5]。见图1 工艺流程图。
2.1.2 生产过程中的原辅材料、产品
本装置的主要原料为催化干气和苯,其中催化干气来自催化装置;原料苯均需全部外购。
2.1.3 生产设备
本装置共有设备145 台,其中反应器类3 台,容器类29 台,塔器10 台,换热器43 台,机泵55台,工业炉3 台,其它设备2 台。
2.2 装置运行情况及“三同时”执行情况
本装置2009 年10 月投入生产,经现场勘查,在生产期间各项职业卫生防护设施运行稳定,个人使用的防护用品和应急救援设施处于正常使用状态,经现场职业卫生调查,装置职业卫生防护设施运行稳定,达到了设计要求。
3 设备布局调查与评价
3.1 设备布局调查
本装置新建设施包括干气制乙苯装置、原料及产品储罐。干气制乙苯装置区包括原料预处理、反应、吸收、精馏和再生工艺装置及设备[6]。
3.2 设备布局评价(表1 )

表1 生产设备布局检查表Table 1 Production equipment layout checklist
通过以上检查表评价认为,该装置的设备布局符合《生产设备安全卫生设计总则》GB 5083-1999和《生产过程安全卫生要求总则》GB/T 12801-2008的相应条款要求。
4 职业病危害因素调查与评价
4.1 职业病危害因素概述
4.1.1 生产工艺过程中的职业病危害因素
本装置由于受生产工艺所固有工艺特征的限制(如工艺设备、使用的原材料等),一些职业病危害因素不可避免地存在于工作场所中。
4.1.2 生产环境及劳动过程中的职业病危害因素
装置采用五班三运转8 h 的工作制度,工人可以得到充分的休息,不存在工作时间过长带来的工作疲劳和视觉损伤危害。
4.2 职业病危害因素筛选与确定
4.2.1 职业病危害评价单元的划分
从生产工艺、平面布置和工人巡检路线综合考虑,将装置分反应岗、司炉岗、机泵岗、储运岗、精馏岗五个评价单元。
4.2.2 职业病危害因素的识别
通过现场调查结果分析,存在的职业病危害因素主要为有毒物“苯”系物和噪声。
4.2.3 职业病危害因素的筛选与确定
化学因素:苯、乙苯。 物理因素:噪声。
4.3 职业病危害因素对人体健康的影响(表2)

表2 装置职业病危害因素对人体健康的影响Table 2 Effect of unit occupational hazards on human health
4.4 职业病危害因素职业接触限值
4.4.1 工作场所有害化学因素职业接触限值
依据《工作场所有害因素职业接触限值 第一部分:化学有害因素》GBZ 2.1-2007;苯(PC-TWA)6 mg/m3,(PC-STEL)10 mg/m3;乙苯(PC-TWA)50 mg/m3,(PC-STEL)100 mg/m3。
4.4.2 工作场所噪声职业接触限值
依据《工业企业设计卫生标准》GBZl-2002 5.2.3.5款。对于操作人员每天接触稳态噪声不足 8 小时的场合,按接触时间减半,稳态噪声声级卫生限值增加3dB(A)的原则,确定最高限值不得超过115dB(A)。
4.5 职业病危害因素检测结果与评价(表3)
4.6 现场噪声检测结果与评价
现场噪声检测结果与评价见表4。
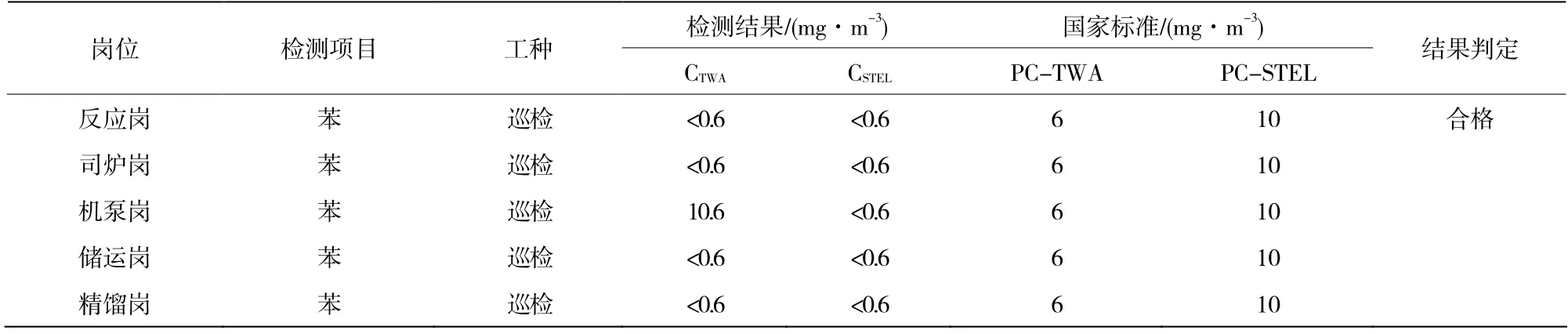
表3 工作场所空气中有毒物质检测结果Table 3 Test results of toxic substances in workplace air

表4 工作场所噪声强度检测结果Table 4 The detection results of workplace noise intensity
经现场调查,干气压缩机房、工艺泵房、水泵房噪声为稳态噪声,依据检测结果,本装置的所有测试点噪声强度均符合《工业企业设计卫生标准》GBZ l-2002 的要求。
5 职业病危害防护设施评价
5.1 防护设施设置及运行情况
5.1.1 防毒设施
1)装置物料在生产、储存、输送过程中均为密闭方式,有毒物料均处于密闭的设备和管道中。
2)输送苯类介质的泵选用磁力泵,防止有毒物质的泄漏。
3)装置内设泄压、紧急切断、退料、联锁保护等措施,防止事故状态下发生物料泄漏。
4)在生产区和罐区设有 17 个固定有毒气体和23 个可燃气体探测器。
5)泵房采用防爆轴流通风机,并充分利用自然通风。
6)在生产区设置了16 个定置式长管呼吸器,人员配备防护服装、防毒面具等。
5.1.2 噪声控制设施
装置选用低噪音设备,泵房、压缩机厂房采用独立厂房,防止噪声的传播。工人巡检时佩戴防护耳塞。巡检结束后回到控制室,使其接触的噪声时间少[7]。
5.2 防护设施评价
依据《工业企业设计卫生标准》 GBZl-2002和《中华人民共和国职业病防治法》规定,用检查表法对职业病危害因素防护设施进行评价,认为本装置的职业病危害防护设施符合相应条款的要求。
6 个人使用的职业病防护用品调查与评价
6.1 防护用品配置种类、数量及参数调查
装置个人防护用品由专人负责定期发放和维修。工人配备了齐全的个人防护用品,做到个人防护用品专人专用,定期更换,保证质量。
装置员工在巡岗作业时按规定着装,正确佩戴防护装备,并携带便携式有毒气体报警器。
6.2 防护用品评价
依据《化工企业安全卫生设计规定》HG20571-95,《中华人民共和国职业病防治法》相关规定,评价本装置提供的个人防护用品符合相关要求,能够满足工人的需要。
7 职业卫生管理情况调查与评价
7.1 组织机构及管理制度调查与评价
7.1.1 组织机构及管理制度调查
本装置的职业卫生管理纳入到公司的职业卫生管理体系之中, 公司职业卫生管理制度比较完善,其主要的职业卫生制度有:卫生档案制度、卫生健康监护制度、危害因素检测制度、培训制度、危害告知制度、危害申报制度、个体防护措施制度等。
7.1.2 组织机构及管理制度评价
依据《中华人民共和国职业病防治法》,《工业卫生设计卫生标准》GBZ1-2002,评价结果认为本装置的组织机构及各项管理制度符合要求。
7.2 应急救援与演练调查与评价
本装置应急救援措施依托炼化分公司现有的应急救援体系,公司制定有完善的应急救援与响应程序,新员工上岗前进行职业卫生和现场急救知识考试,合格后上岗作业,公司急救中心负责全厂职工的日常医疗救济工作,如发生工伤或者急性职业中毒,进行安全处置后,立即送往距离该公司15 分钟车程的陇南(三级甲等)医院进行救治。
装置建立了完善的《乙苯车间突发事件现场应急处置预案》,内容包括:应急组织机构、人员和职责划分;事故发生后应采取的现场处理措施等内容。尤其是泄漏、中毒、环境污染事故应急处理措施可操作性强、具体实用,并能满足应急救援的需要,各项应急救援措施符合《中华人民共和国职业病防治法》等相关要求。
8 职业健康监护情况分析与评价
8.1 职业健康监护管理情况
接触职业病危害的作业人员进行上岗前、在岗期间和离岗时到具有省级以上卫生行政部门批准的职业健康检查机构(医院)进行体检和复查。
8.2 职业健康检查结果
本装置接触职业病危害因素人员全部于装置投产(上岗)前进行了职业病健康检查,体检率100%,检查结果未发现职业禁忌症、疑似职业病和职业病患者。
8.3 职业健康监护评价
本装置能够按《中华人民共和国职业病防治法》和《职业健康监护管理办法》等相关规定对作业人员进行相应的职业性健康检查,有完整的职业卫生监护档案,各项职业健康监护措施符合相关要求。措施符合相关要求。
9 结 论
1) 本装置从职业病预防的角度讲,在现有的生产情况下是可行的。
2) 按照《中华人民共和国职业病防治法》等相关法律法规要求,应加强岗位作业工人的职业卫生知识培训工作,尤其是职业病危害防护设施操作规程、应急救援预案实施内容、个人防护用品的使用方法的培训应经常开展。另外对岗位作业工人应具有的权利、责任和义务也要进行相应培训,并将每年职业健康检查结果告知本人。
[1]李岩冰,徐言彪,张鹏飞.干气制乙苯装置的运转[J].炼油设计,19 98,28(1):12-15.
[2]吴宗之,高进,张兴凯.工业危险辨识与评价[M].北京:气象出版社,2000.
[3]郭振龙,等.工业装置安全卫生与评价方法[M].北京:化学工业出版社,1999.
[4]李宏,谢霄丽.10 万吨/年乙苯装置基础设计劳动安全卫生专篇[G].中国石油集团工程设计有限责任公司抚顺分公司,2005.
[5]李淑红,张仲利.稀乙烯制乙苯技术浅议[J].炼油工程与技术,2008,38(3):24-26.
[6]中国石油林源炼油厂10 万吨/年乙苯装置职业病危害预评价报告书[R].辽宁省疾病预防控制中心,2005.
[7]崔政斌,聂幼平.职业危害控制技术[M].北京:化工出版社,2009.
猜你喜欢
机电安全(2022年3期)2022-08-27
沈阳化工大学学报(2020年4期)2020-04-06
时代邮刊(2019年24期)2020-01-02
劳动保护(2019年7期)2019-08-27
云南化工(2019年2期)2019-05-16
机电安全(2018年3期)2019-01-29
小学生作文(中高年级适用)(2018年6期)2018-07-09
石油炼制与化工(2018年12期)2018-03-21
消防界(电子版)(2018年6期)2018-02-18
环球市场(2016年35期)2016-03-16
