基于Inventor双工位高效气动夹具的三维设计
2014-05-17 02:55任芸丹夏祖祥杜安国
苏州市职业大学学报 2014年2期
任芸丹,夏祖祥,杜安国,殷 卉
(苏州市职业大学 机电工程学院,江苏 苏州 215104)
对于精密制造者,在制造工艺分析中,选择合适的装夹机构和装夹方式显得尤为重要[1-2].相对于污染较为严重的液压夹具、能耗较大的机动夹具以及初始作用力较小的手动夹具,气动夹具因其具有夹紧动作迅速、能源清洁、便于自动化控制、系统故障少以及成本适中等优点而广泛使用.本研究结合采用洁净的压缩空气作为传动介质的技术,基于Inventor三维软件对所设计的双工位高效气动夹具进行了数字化设计,并对其进行虚拟装配及机构动画仿真[3].
1 夹具的总体结构组成及特点
该夹具设计创新点在于气缸活塞杆输出两端的对称设计,以及通过L形杠杆的设计实现夹紧力的放大.夹具工作原理图如图1所示.
当压缩空气进入气缸左气腔,推动气缸活塞向右运动,右工位活塞杆则通过右边的杠杆增力机构,由右夹紧元件对右工位的工件进行夹紧.此时,左工位活塞杆拉动左边的杠杆增力机构,使得左夹紧元件向上运动,从而松开左工位的工件以进行装卸.

图1 夹具工作原理图
当右边工件的加工过程完成后,在控制系统作用下,压缩空气进入右气腔,推动气缸活塞向左运动.该状态下,左工位的工件被夹紧,而右工位的工件被松开.
左右两个工位如此循环交替工作,巧妙使用了空行程,由于工件的加工时间与装卸时间部分重合,节约了装卸时间,因而大幅度提高了生产效率.另外当出现紧急状况时,按下紧急制动按钮可阻止压缩空气的流动,使得该夹具的所有动作单元都停止在当前位置,提高了安全性.此夹具机动灵活、调节方便,为实验教学、科研创新提供必要的保证.
2 夹具主要零部件的设计及选择
通过采用Inventor三维软件,该夹具的设计分为主体部件、附属部件两部分进行.主体部件包括双作用气缸、活塞杆、L形增力杆、夹紧元件、移动架等;附属部件包括工作台板、支撑板、支撑脚以及轴承、铰链、螺钉等.
其中双作用气缸、活塞杆、轴承、铰链、螺钉属于外购件,其他的零部件均为自己设计及加工的零件.
2.1 双作用气缸的选择
本研究所设计的夹具,其施加于待加工工件上的夹紧力约需5 kN,由于基本结构设计的限制,合理的增力系数需设定在5左右,因此,可选择活塞直径为100 mm的双作用气缸,其提供的工作推力可达到4 kN[4].气缸通过螺钉安装在与工作台板垂直的支撑板上.为实现双工位循环交替工作,气缸两端的活塞杆输出作对称设计,其活塞杆的直径为85 mm.双作用气缸及活塞杆实体建模如图2 所示.

图2 双作用气缸及活塞杆三维设计
2.2 L形增力杆及夹紧元件的设计
图2所示的双作用气缸所提供的工作推力Fp的计算公式为[5-6]

而夹紧元件作用于工件的夹紧力FC,可计算为

式中:l1、l2分别为增力杆两端长度;D、d分别为气缸活塞、活塞杆的直径;p为压缩空气压力;ηp为气缸的力传递效率;ηT为杠杆增力机构力传递效率.
气动增力机构串联作用的增力系数为FC与Fp的比值i,即


图3 L形增力杆及夹紧元件的三维设计
式中:D=100 mm,d=85 mm,l1=20 mm,p=0.6 MPa,ηp≈0.85,ηT≈0.90,分别代入式(1)、式(2)中,得Fp=1 110 N,FC=4 999 N.
由计算结果可知,所设计的夹具的夹紧力可以达到较为理想的设计需求.利用该杠杆增力机构,整个气缸的运动过程中气缸只有轴向力,待加工工件也仅能承受竖直方向的夹紧力,结构稳定且可靠性较高.L形增力杆及夹紧元件的设计如图3所示.
2.3 移动架的设计
L形增力杆通过移动架安装在支撑板上.为了适应不同加工环境下不同高度待加工工件装夹的需要,在支撑板上开设了移动滑槽,通过调整移动架的位置,从而改变夹紧元件的高度,如图4所示.
2.4 轴承的选择
为了保证L形增力杆的回转精度,减少摩擦和磨损,在L形增力杆的支点位置选择轴承作为支撑.轴承分为滑动轴承和滚动轴承两种,考虑到待加工工件在加工时会受到轴向力,选择滚动轴承,较常用的618-4GB/7276-94深沟球轴承[7],将轴承安装在轴承支座内,轴承支座通过螺纹孔与支撑板固定在一起.
3 夹具的虚拟装配及机构动画仿真
根据上述对双作用气缸、活塞杆、L形增力杆、夹紧元件、移动架、轴承等三维设计,用Inventor软件做出双工位气动夹具的虚拟装配及机构动画仿真,如图 5所示.

图4 移动架的三维设计
4 结论
采用Inventor三维软件对所设计的双工位高效气动夹具进行了数字化设计,并对其进行虚拟装配及机构动画仿真.该夹具仅采用一个驱动气缸,就能够实现两个工位的顺序夹紧,生产效率高,同时利用杠杆作用,增大了夹紧力,巧妙使用了空行程,使得该夹具设计简洁、节能且环保.在此夹具的基础上,还可以通过调节其装夹装置以适应不同高度零件装夹的需要,拓展了此夹具的应用范围.
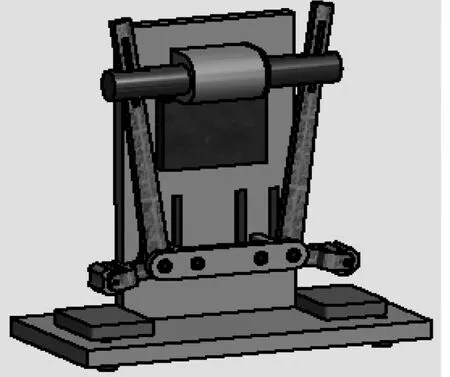
图5 气动夹具虚拟装配及机构动画仿真
[1]刘守勇. 机械制造工艺与机床夹具[M]. 北京:机械工业出版社,2000.
[2]杨黎明. 机床夹具设计手册[M]. 北京:国防工业出版社,2004.
[3]ACAA教育,胡仁喜,刘昌丽. Autodesk Inventor2013中文版标准培训教程[M]. 北京:电子工业出版社,2013.
[4]谢亚青.郝春玲. 液压与气动技术[M]. 上海:复旦大学出版社,2011.
[5]窦云霞,钟康民. 无液压泵式气液增压双工位液深机[J]. 制造技术与机床,2010(11):58-59.
[6]王金娥,窦云霞,钟康民. 基于力放大机构toggle及无杆活塞缸的可重构气动压力机[J]. 工程设计学报,2009,16(4):242-246.
[7]王玲,彭东林,陈熙侯,等. 基于 UG 的仿三坐标新型夹具设计[J]. 机械设计与制造,2013(3):181-183.
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
流体机械(2017年9期)2017-02-06
杭州(2015年9期)2015-12-21