价值流分析和价值工程在制造加工中的应用实例
2015-02-15 03:10唐稳生安源
橡塑技术与装备 2015年18期
唐稳生,安源
(上汽通用五菱汽车股份有限公司青岛分公司,山东 青岛 266555)
价值流分析和价值工程在制造加工中的应用实例
Application examples of value stream analysis and value engineering in the manufacturing process
唐稳生,安源
(上汽通用五菱汽车股份有限公司青岛分公司,山东 青岛 266555)
本文以某机械加工生产线运用价值流图分析进行优化为例,描述了运用价值流图分析基本使用方法以及运用价值工程理念对生产线优化,提出了价值流工具不仅能被动的发现生产中的浪费,也能主动的优化生产制造环节,降低制造成本,提高产品价值(利润)。在制造过程中,保证产品要求下持续降低制造成本才是制造工程的中心;紧紧围绕降企业的发展目标或生产策略下,广泛、灵活应用价值流分析和价值工程等新方法、新工具对于实现企业 “高价值、低成本”具有很强的现实意义。
价值;制造过程价值;价值流分析;精益生产;生产线;曲轴;工艺;刀具
1984年国家经委向全国推广包括价值工程在内的18种现代化管理方法之一,今天,各个企业已经自主追求各种先进的管理方法来推动企业的进步。
价值,对于制造过程中的产品而言,降低制造成本就是灵魂。从图1成本利润价格图来理解,传统的思想中成本+利润=价格[1]。而现在市场经济环境下,一个产品的价格(价值)常常已经被市场定义,也就是价格不随制造成本的升高而升高。所以对于制造过程而言,如何降低成本就是企业增加利润的关键。可以说,对于制造过程来说,降低产品制造成本就是增加产品的价值,降低成本就是制造过程价值提升的灵魂。

图1 成本利润价格图
价值流图分析是实施精益系统、消除过程浪费的基础与关键点[1]。在精益生产中最基本的一条成本降低过程就是消灭浪费,概括来说存在八种浪费:过度生产浪费,过度库存浪费,过度物料移动浪费,多余动作浪费,等待浪费,过度加工浪费,纠错返修浪费管理浪费。
价值流图分析来发现并消灭浪费、并不断地减少非增值活动,以使成本不断下降,赢取最高的利润。
当前很多技术管理人员将价值流看成物流运作优化的一种工具,实际上价值流更应该是整个制造环节的优化工具,是价值工程在生产中运用的一种有效工具。它不仅能被动的发现生产中的浪费,也能主动的优化生产制造环节,降低制造成本,提高产品价值(利润)。
1 价值、制造过程价值、价值流分析
价值,产品所具有的的功能与获得该功能所发生费用之比,这里的产品可以是客户需求的产品,也可以是加工产品的过程,或它们的组成部分。价值公式V=F/C , V=价值;F=功能;C=成本[2]在制造车间,功能也就是客户需求的产品要求已经被后续车间或销售部门(内部客户)所定义,所以成本在制造车间便是关注重点。如何减低成本就成为提高价值的方向。或者说对制造车间,产品价值的提升,就在于成本是否下降。
制造过程提高价值的基本途径:功能不变,成本降低,价值提高。
制造过程价值的主要特点是:以降低成本为目的,要求以最低的加工成本实现产品的必要功能;以成本分析为核心;以有组织、有领导的活动为基础;以精益生产为工具。
价值流分析也叫价值流程图分析,是精益生产中的关键分析工具,它是以过程为基础的质量管理,以客户满意为出发点,以流动追踪过程中工具材料流和管理信息流在输入和输出中的状态,从而消除非增值活动。运用价值流分析意味着在整体上工作,不仅仅是个别的生产过程;不只是优化局部而是提高全部[3]。
价值流图分析可以:
(1)明确公司现状(客户需求,生产过程,物流,供应商,设备状态,输出时间等);
(2)明确各个环节中的浪费;
(3)根据以上确认关键改进的地方;
(4)统一各部门对现状、浪费、改进目标的认识。
2 机械加工生产线(示例)简介
生产线简介,生产1.5 L/1.2 L的4缸直列铸铁曲轴,3班生产,年产能23.3万,后续可以仅增加3个工位3台设备扩能为35万。同时预留工位,后续对应工位增加设备即可生产增压1.5 L直列铸钢曲轴。鉴于生产的实际,我们对1.5 L曲轴生产过程为例进行价值流图分析。
3 生产线价值流现状分析
价值流我们将其分为广义价值流和狭义价值流两类,广义价值流是指当前产品从顾客需求开始到设计开发、计划编制、配件采购、生产制造一直到产品交付的全部活动(包括增值的和不增值的),狭义价值流是指当前产品通过其基本生产过程所要求的全部活动。本文以狭义价值流分析,同时也表明说明价值流分析可以应用在制造过程中的任何区域。
生产计划发出后,物流工段根据曲轴工段看板拉动,运送曲轴毛坯到曲轴线上料点。毛坯经过加工成曲轴成品后,根据装配车间物料拉动,运送至装配线曲轴上料点。见图2生产线地理局部图。
绘制生产线价值流图,见图3 价值流现状图。
从价值流图看,整线节拍不均衡,虽然因为建造策略是导致3 个工位节拍与其它设备节拍不平衡的原因。节拍不平衡就会导致等待浪费。
4 平衡生产线节拍-工艺优化
先对设备的加工节拍进行统计,见图4曲轴线节拍分析图。共有3 个工位的设备需要对节拍进行均衡,分别为OP20工位,OP60工位,OP80工位。
4.1 优化工艺,均衡节拍
在生产线进行均衡节拍时,首先考虑以下三点:第一点,工件特征相似吗?工件宏观形状要求还是材料微观要求?第二点:工件定位加工原理相同吗,工件主运动还是刀具主运动?第三点,前工序加工的特征工艺上是否允许可以在其它工位加工,也就是变化前特征是否是用到的加工基准。

图4 曲轴线节拍分析图
OP20和OP70属于车床加工原理,可以进行加工内容,其内容不是加工基准;OP60和OP100属于数控加工中心机床,可以进行加工内容均衡,并且加工特征不属于加工基准;OP80和OP90为磨削加工,可以进行加工内容均衡,加工特征不属于加工基准。
进一步结合当前设备结构,OP20和OP70之间的内容均衡无法达到减少OP20设备,但按照生产线预留增压曲轴工艺内容,OP20可以后续加入前道粗铣平衡块和轴颈工位。OP80和OP90之间均衡同样无法在现有设备条件下完成,需要增加新的设备。对于生产线来讲,设计23.3 万产能并预留35 万产能,目前3 个平衡工位通过优化减少1 个,对当前生产线的运行同样具有积极的意义。
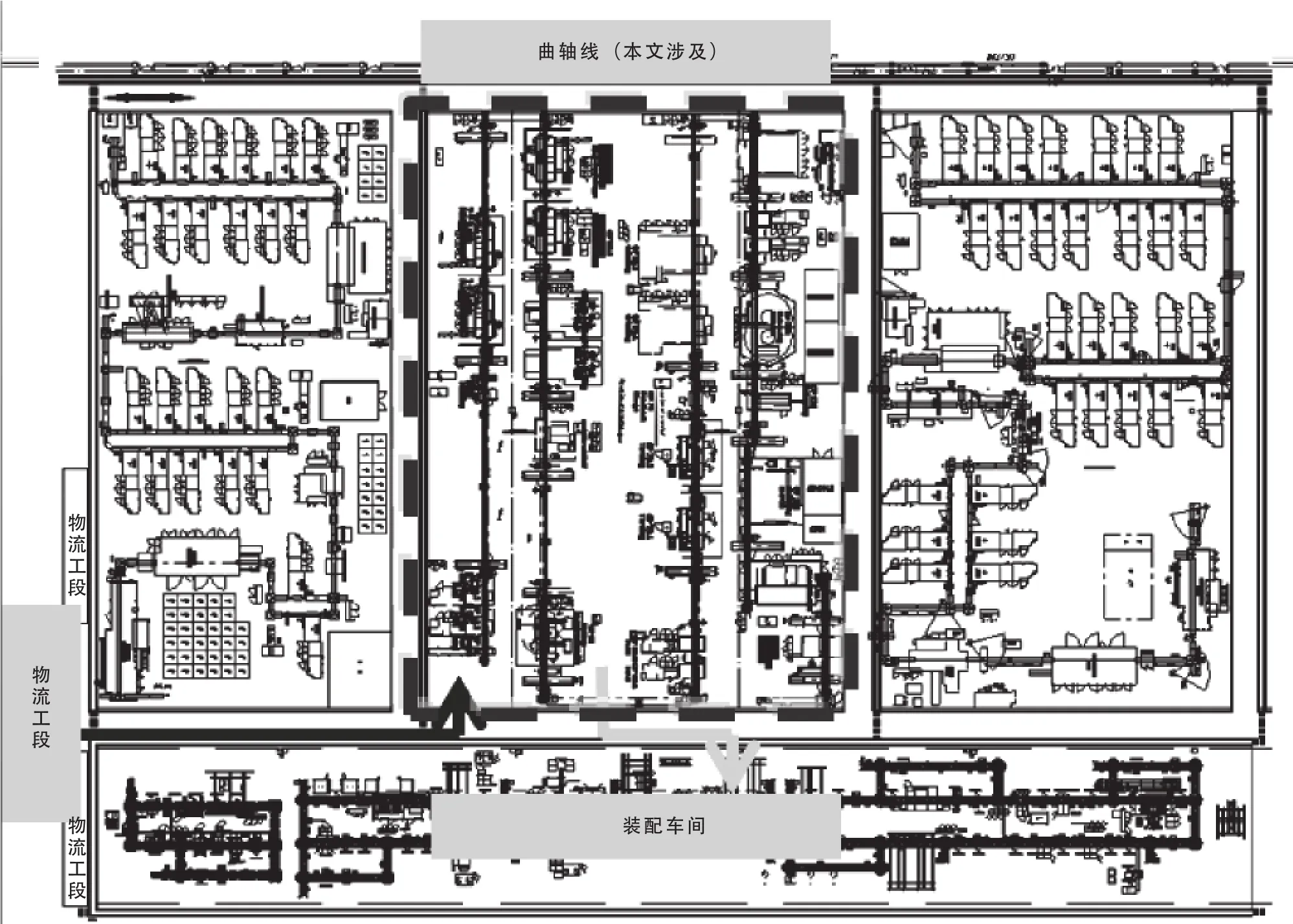
图2 生产线地理局部图
4.2 OP60和OP100间加工内容均衡
加工均衡内容:
(1)将OP60上完成的芯轴中心孔底孔和攻丝工步分开,OP60进行底孔加工,OP100进行攻丝孔加工,通常这不符合加工工艺设计,但将攻丝刀具从刚性刀具更改为浮动刀具后,消除了定位误差对影响加紧定位。
(2)对法兰段台阶中心孔加工中的两工步加工更改为复合刀具单工步加工,采用复合成型刀具设计理念,将原两步加工内容更改为单步加工减少加工时间和换刀时间。
通过以上优化,OP60节拍见图4中优化状态条显示的时间节拍。
从基本的加工原理上分析,这两种改进均有悖于加工工艺设计原理,但它满足曲轴对于加工特征的尺寸要求,同时大大减少了设备投资和生产线均衡原则。
在生产线设计和建造中,常常存在很多经验的方法,随着设备、刀具等工程技术的发展,生产线的工艺也需要进行持续改进。在这个过程中,价值工程提供了一套科学的工作实施程序,这套程序围绕以下7个问题:第一,这是什么?第二,这是干什么用的?第三,它的成本多少?第四,它的价值多少?第五有其他方法能实现这个功能吗?第六,新的方案成本多少?功能如何?第七,新的方案能满足要求吗?
在运用价值流图分析进行生产线消灭浪费,提升价值的过程中,提供了科学的方法。
制造工程和精益生产追求“合适”的理念,它不仅仅是“只在需要的时候,按需要的量生产所需的产品”。它同样体现在加工工艺,设备选型中,只以最少的设备,最简的工艺加工必需零件公差要求的产品保证必需产品要求下降低生产的投资-最低成本-就是制造工程的精髓和追求。
5 平衡生产线节拍-现场操作优化
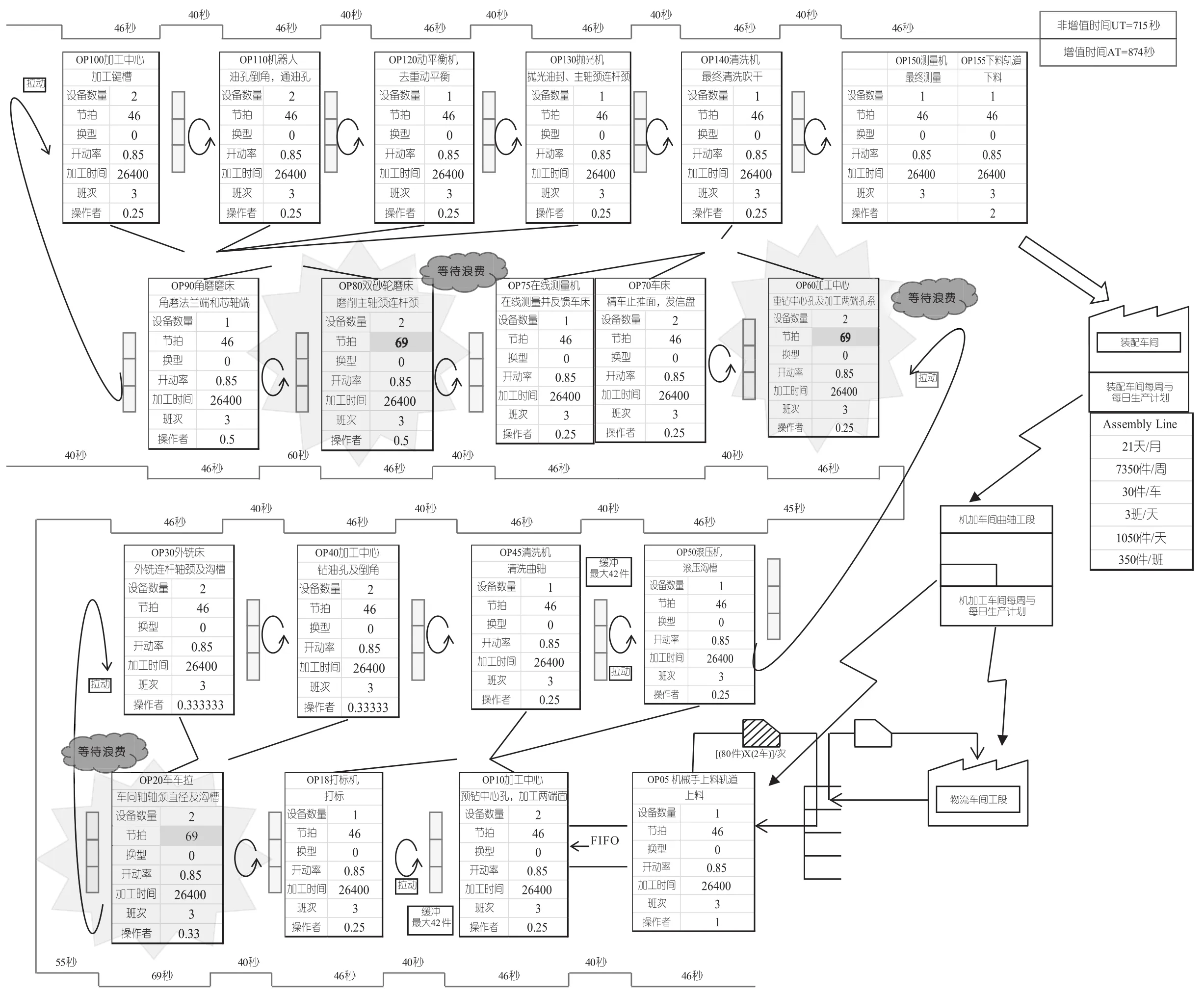
图3 价值流现状图
5.1 价值流图中基本数据
价值流图分析要求从整体来考虑目前状态和未来状态,也就是任何的某个局部环节的改进都放在整体中评估。整体考虑是一种理念,它要求制定未来计划中汇总各环节或各个现场,它的数据必须是现场真实的、全部的数据。
把工艺优化效果重新放入价值图中进行评估,我们发现以上现场运行的参数是不全面的,而价值流分析的特别关键的一点是现场详细数据采集。
以下9个内容对生产的实际加工运行数据进行采集数据:第一,产品种类,我们暂定为一种产品;第二,换型(秒),首先暂定没有;第三,周期时间,即节拍(秒);第四,设备数量;第五,有效加工时间(分钟/班);第六,设置时间(分钟),即准备时间;第七,测量时间(分钟);第八,班次;第九,操作者数量。
5.2 设置时间和测量时间的影响
对于生产现场,首先列出员工的所有工作内容,见图5操作者工作内容示例表,图5中,标注颜色项目为设置时间(准备时间),我们认为这部分时间必须在设备停止加工时进行。测量项目有较大柔性,但一般情况下,首件需要进行停机测量,基于过程控制中描述的设备能力如果合格,那么中间或者末件抽检均不要停止加工,只需要根据测量结果对尺寸向中值进行调整即可,所以我们将测量时间单独进行统计。
图6操作者准备内容示例表,显示影响设备加工时间的操作项目。
因为测量时间和设置时间的不同,导致设备加工时间不同,所以价值流图分析的是一定时间下工位的实际产出能力,也就是单班次产量。
在这里为了便于说明问题,我们假设一个条件:首先采用产能扩能后35万的数据分析单班次产量,说明测量时间和设置时间对单班次测量的影响,然后再按扩能前进行最终价值流图分析。
如果不考虑测量时间,加工时间为每班8 h减去设置时间。设置时间为操作准备时间,这部分内容无法在工件自动加工时完成,所以计算设备加工时间时需要将这部分时间去除。我们得到了图7理论单班次产量图。因为测量是为了确认设备加工状态,设备开机首件常常需要停机测量。我们将这种必须的停机测量时间考虑到设备加工时间统计中,发现单班次产量图是不同的,见图8现场单班次产量(优化前)图。
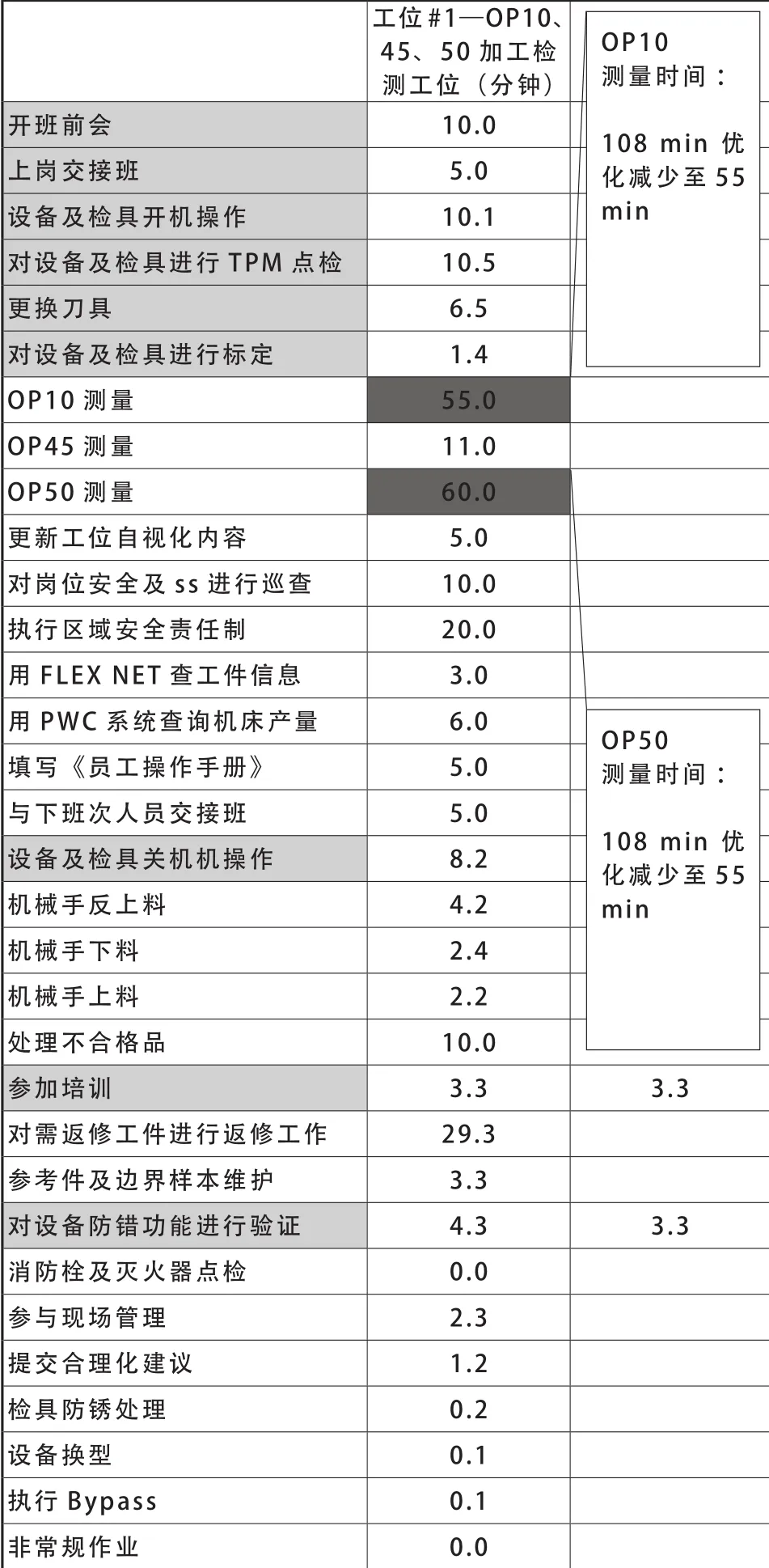
图5 操作者工作内容示例
两幅数据的不同,客户最终的要求是一定数量的合格品,所以设备的节拍不仅仅考虑设备加工一个工件的时间,而是需要考虑设备在一个班次内加工的成品数量。如果设备节拍无法进行降低时,是否可以优化测量时间?是否可以优化设置时间?
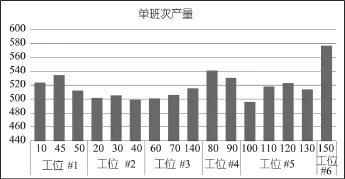
图7 理论单班次产量图
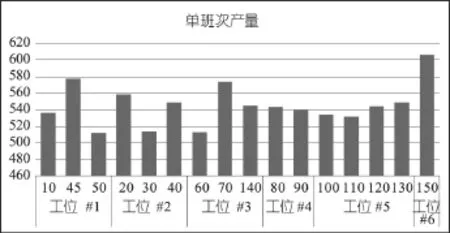
图8 现场单班次产量(优化前)图
我们通过优化测量方式,对测量时间进行优化,尽可能缩短需要停机的测量时间(见图5中示例),重新计算单班次产量,见图9现场单班次产量(优化后)图。
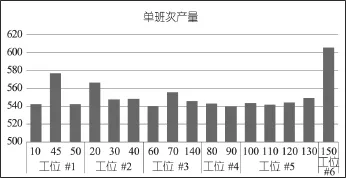
图9 现场单班次产量(优化后)图
5.3 库存和拉动
在精益生产中,工厂的库存管理是供应链的一环,加强库存管理,可缩短并逐步消除原材料、半成品、成品的滞留时间,减少搬运作业和等待时间。特别的,精益生产通过拉动生产来追求零库存。
所谓拉动生产是以看板管理为手段,采用“取料制”即后道工序根据“市场”需要进行生产,对本工序在制品短缺的量从前道工序取相同的在制品量,从而形成全过程的拉动控制系统,绝不多生产一件产品。
在这里,拉动生产是一种工具,它的使用更多的是无条件的,而零库存实际是一种结果或状态。实际上库存管理-是否真的需要零库存-需要从价值工程的角度进行考虑。
在本文所述生产线,根据价值流图的数据,我们发现生产线有两个工位是其它设备产能的2/3。在每天3 班情况下,这种不平衡的状态恰好给了我们利用库存减低成本的可能。
整线两班运行,OP20,OP80设定3 班生产及库存,这样生产线可以在第3班仅运行OP20,OP80共4 台设备,减少了人员安排并设备运行成本。
经过以上改进后,我们再来绘制价值流图。
6 优化后的价值流图分析
优化后的价值流程图见图10。对于生产线设计中要求的预留产能和节约长期投资的分析我们在本文不做讨论,仅从生产线现状分析。最初的生产线设计按3 班生产,OP20、OP80成为瓶颈,虽然生产线满足需求,但是其它工位会有很多等待时间,这部分设备运行成本实际上是浪费的。
同样整体的产能需求是每天1 050工件,我们在OP10,OP20后设置在制品,OP70和OP80后设置在制品库存,保持350件的在制品,在第1和2班满足后续工位的同时,OP10,OP70利用缓存区进行350件物料的在制品存储。在第3班时, OP20,OP80进行加工运行,将在制品加工到OP20,OP80后。
增加适度在制品库存后,首先,提高设备开动时的利用率,17 个工位减少单班的运行成本;其次,减少人员,第3 班人员只需要2 名操作工即可完成加工,这样相同产能下,减少了加工成本,增加了制造工程价值。
7 总结
价值流图分析因为其包含现场所有实际运行数据,并强调从产品整个过程进行分析,本文说明了价值流图分析是一种有效的工具,它不是仅仅存在于某个系统当中,因为对现场详细的整体的描述和分析,使我们能够更有效更全面的了解现场。
本文以一次价值流图分析为例,通过价值流图发现问题后,描述了从工艺设计、加工节拍、操作准备时间、库存设定进行优化从而降低生产线人员和设备开动时间来降低制造成本。
价值流工具不仅能被动的发现生产中的浪费,也能主动的优化生产制造环节,降低制造成本,提高产品价值(利润)。
在制造过程中,保证产品要求下持续降低制造成本才是制造工程的中心;紧紧围绕企业的发展目标或生产策略,广泛、灵活应用价值流分析和价值工程等新方法、新工具,对于实现企业高价值低成本具有很强的现实意义。
[1] (美)詹姆斯.P.沃麦科,(英)丹尼尔.T.琼斯,沈希,张文杰李京升. 精益思想. 机械工业出版社,2011. 5.
[2] GB/T 8223.1-2009中国国家标准化管理委员会. 价值工程. 2009,05~06.
[3] 迈克.鲁斯,约翰.舒克,杜宏生,单金秀. 中英精益企业示范中心 译 . 人民交通出版社:价值流图分析.
F426
1009-797X (2015) 18-0087-07
A
10.13520/j.cnki.rpte.2015.18.034
唐稳生(1981-),男,总监、党委书记,研究方向为企业管理与发展。
2015-08-17
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
今日农业(2021年13期)2021-11-26
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
模具制造(2019年4期)2019-06-24
汽车实用技术(2015年8期)2015-12-26
杭州(2015年9期)2015-12-21
少儿科学周刊·少年版(2015年3期)2015-07-07