
Synergistic effect of hybrid Himalayan Nettle/Bauhinia-vahlii fibers on physico-mechanical and sliding wear properties of epoxy composites
2020-07-02 03:16SndeepKumrMerBrijeshGngilVinyKumrPtel
Defence Technology 2020年4期
Sndeep Kumr , K.K.S. Mer , Brijesh Gngil , Viny Kumr Ptel ,*
a Department of Mechanical Engineering, S. O. E. T., H. N. B. Garhwal University, Srinagar-Garhwal, 246174, Uttarakhand, India
b Department of Mechanical Engineering, Govind Ballabh Pant Institute of Engineering and Technology Ghurdauri, Pauri Garhwal, 246001, Uttarakhand,India
Keywords:Natural fiber Physical properties Mechanical properties Wear properties Taguchi analysis
ABSTRACT The cellulosic bast fibers are recognized as a justifiable and biodegradable substitute for producing moderate strength polymer composite materials because of their characteristics of renewability, ecofriendliness, and higher specific strength. Hence the aim of this research work is to fabricate Himalayan bast fibers (Nettle fiber (NF)/bauhinia vahlii fiber (BF)) based mono/hybrid epoxy composites at varying weight percentage of 2-6 wt% and evaluate the physical (void fraction and water absorption),mechanical (tensile strength, flexural strength, hardness) and sliding wear properties of as-fabricated composites. The 6 wt% NBF reinforced composites exhibited higher mechanical properties as compared to NF and BF composites with tensile strength of 34.04 MPa, flexural strength of 42.45 MPa,and hardness of 37.01 Hv respectively.The influence of various control factors(sliding velocity,NF/BF/NBF contents,normal load and sliding distance)on specific sliding wear rate of composites was evaluated by Taguchi (three factors at three levels) experimental design and the percentage contribution of these selected parameters on sliding wear performance was examined by Analysis of variance (ANOVA). The sliding wear property of as-developed composites was found to be greatly influenced by sliding velocity and the wear resistance was observed to be improved with the NF/BF/NBF contents. The wear mechanism of the as-fabricated composites has been elucidated by scanning electron microscopy analysis.The research outcomes demonstrated that the hybridization of Bauhinia vahlii fiber with Nettle fiber led to improve the mechanical and wear properties of epoxy composites.
1. Introduction
Man-made fibers like glass,carbon,ceramic,and aramid etc.are utmost used as fiber reinforcing materials in polymer composites.However, these fibers have significant environmental issues,resulting in serious drawbacks[1].To defend our environment,the biodegradable materials from natural resources are rapidly adopted and greatly encouraged worldwide to minimize the carbon emissions. Recently, natural fibers such as bamboo, sisal, coir, jute etc.are recognized as attractive sustainable materials for producing industrial polymeric products because of their abundant availability in nature, biodegradability and outstanding mechanical properties [2]. The plant fibers have been appeared as promising materials among the natural fibers, used as reinforcing agent in polymer composites. Plant fibers are classified as; bast fibers(Grewia optiva, Nettle, hemp, and ramie etc.), leaf fibers (sisal,abaca, and pineapple), seed fibers (kapok and cotton), grass (rice,wheat, and corn), and reed. A huge number of researches are reported toward the suitability of plant fiber as reinforcing fibrous materials in polymer composites [3-9]. Among the different plant fibers,bast fibers(outer cell of plant stem)are of utmost interest in applications striving for light weight and high strength[10].In the past decades, bast fibers composites with polymer (thermoset/thermoplastic) matrices have been produced for application in automotive nonstructural components such as dash board,speaker shelf, spare tire holder, seat backs, and door panel [11].
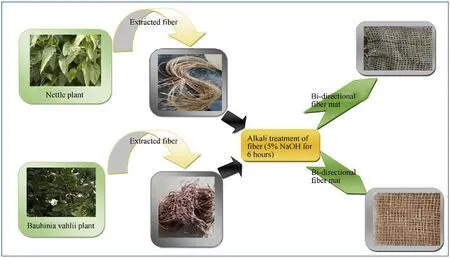
Fig.1. Pictorial view of bi-directional mats (Nettle and Bauhinia vahlii).
Beyond the abundant benefits of plant fibers, these fibers have some drawbacks like degradation during processing, unsuitability with a few polymeric resins,and high water up-take capacity which make them incompatible for composite applications[12].The plant fiber primarily consists of four constituent (cellulose, lignin,hemicelluloses,followed by pectin).Due to these constituents,they absorb high amount of moisture from the environment which leads to improper fiber-matrix interfacial strength. In order to enhance the composites' properties, it is essential to increase the fibermatrix adhesion and to diminish the net moisture contents of the fibers and its composites.The reduction of moisture absorption can be achieved by surface modification of fibers which can be done by either of the physical and chemical treatments such as cold plasma,ultra violet bombardment, mercerization and benzoylation etc.[13]. Chemical treatment of plant fibers with 2-5% sodium hydroxide (NaOH) for a limited duration has extensively been reported to enhance the fiber-matrix interfacial adhesion strength.It eliminates the nonstructural matters like lignin,cellulose,wax and oil etc.from the fibers[14].Mahajoub et al.[15]studied the effect of chemical treatment on the tensile strength of kenaf-fiber polymer composites and observed that kenaf fiber dipped in 5%NaOH for 3 h delivered optimum value of tensile strength. Another significant factor which improves the mechanical and wear properties of natural fiber based polymer composites is by hybridizing them with two or more different fibers/fillers.In term of fibers,three types of hybridizations are possible, namely synthetic/synthetic, natural/synthetic, and natural/natural. Among all hybrid natural fiber reinforced composites, the natural fiber mostly used for this purpose is bast fibers. The hybrid composites have been reported to attain higher load bearing capacity in comparison to mono-fiber reinforcemed polymer composites. For defense application, bast fiber like kenaf is successfully hybridized with Kevlar as recommended by Yahaya et al. [16]. Another bas fiber (jute) would be suitable preferably for primarily structure such as temporary outdoor application for transportation, defense and rehabilitation.Interior part of military aircraft can be manufactured by bast fiber reinforced composites because of their low cost and high specific mechanical properties [17]. Wambua et al. [18] examined the possibility of applying bast fiber in ballistic armors and revealed that the bast fiber(46 vol%)reinforced polymer composites backed by steel sheet performed a better ballistic behavior as compared to a plain steel armor.
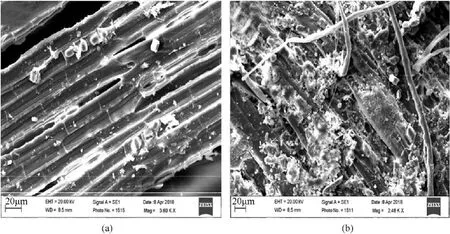
Fig. 2. SEM images of Nettle (a) and Bauhinia vahlii (b) fiber.

Fig. 3. The Images of NFC (a), BFC (b), NBFC (c), and sliding wear specimens (d).

Table 1Designation, weight percentage,and number of mat of the composites.
The hybridization of bast fibers (jute, kenaf, hemp, grewiaoptiva, Nettle etc) with other kind of natural fibers has been studied at different times. For example, Saw et al. [19] studied the behavior of jute/coir hybrid epoxy composites. The jute has high cellulose and smaller micro-fibril angle which results in high tensile strength. Coir has larger micro-fibril angle which results in lower tensile strength but coir has some other advantageous properties such as very low density (1.2 g/cm3) as compared to other natural fibers. By this combination, the weight of the composites structure and tensile strength of the composites can be reduced at the same time. In other investigation, Venkateshwaran et al. [20] investigated the mechanical behavior of jute/banana reinforced epoxy composites and reported that the mechanical properties of hybrid composites delivered higher mechanical performance as compared to individual fiber based epoxy composites.Natural fiber reinforced polymer composites have steadily gained interest in tribological applications such as brakes, cams, clutch,and bearing due to their self-lubricating behavior. These composites are subjected to different kinds of wear in many applications.Among the five types (surface fatigue, abrasive, adhesive, fretting,and erosion) of wear, many scientist have focussed their research on the evaluation of the sliding wear behavior of polymer based composites. Many researchers reported the improvement in tribological properties of polymer composites by the inclusion of various reinforcements[21,22].Majority of the reports are based on the effect of one factor by keeping all others parameters fixed,but this approach is not favorable because in real environmental conditions there will be combined effect of parameters influencing the wear. Hence in this research, an effort is made to analyze the interacting influence of various parameters along with the main effect.To obtain this,design of experiment(DOE)based on Taguchi method is utilized [23].
Himalayan Nettle and Bauhinia vahlii are the natural fibre plant,which are abundantly available in the Himalayan region of India.Nettle plant (0.5-2 m height) is found between 500-2600 m altitudes and belongs to Urticaceae family and is locally known as Bichhu Ghaas or Kandali. The leaves of Nettle plant is used as vegetable, medicine (headache, swollen joint and fever), and the extracted fiber is used for making ropes,threads and other items.Inorder to extract the fiber from Nettle plant by water retting process,the stems are kept under water tank for 2-3 weeks and due to this the pectinase substances that bind fiber and Nettle plant tissues start degrading by the microorganisms.After retting process,fibers are subjected to the process of drying by exposing under sunlight for 3 h.Bauhinia vahlii(local names of Kariyala,Malu,and Maljan)fiber belongs to Caesalpiniacea family and is found up to 1300 m altitude in Himalayan region.The stem bark part of Bauhinia vahlii is used for the extraction of fibre.Fresh stems are cut and the fibres are separated from these stems manually by hand. The fibres are sun/shade dried and stored in a dry place.Each part of the Bauhinia vahlii is utilized in some or in other ways.Leaves are used for cattle fodder and making Pattals (Plate), edible seeds for medicinal purpose (stomachache, dysentery, and tonic) and barks for dying and tanning. Paukszta et al. [24] investigated the mechanical behavior of propylene composites reinforced with Nettle fiber and reported the satisfactory usefulness of Nettle fiber as reinforcing agent in

Table 2 Testing method, specifications, and material dimensions of the composites.
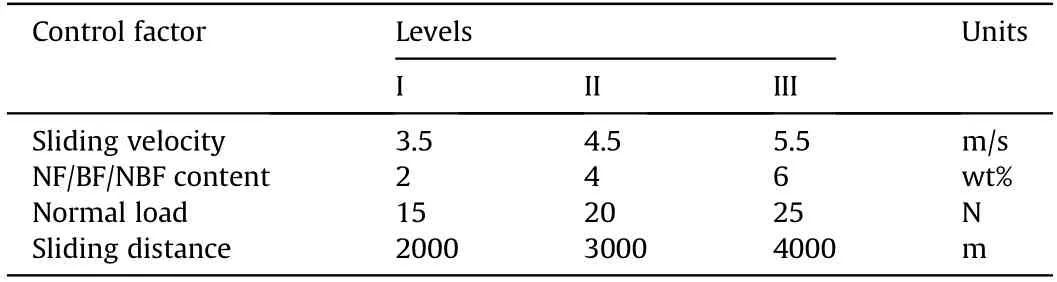
Table 3 Control factor and levels used in the experiment.
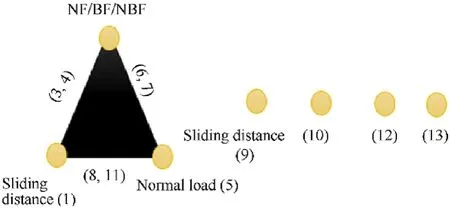
Fig. 4. Linear graph for L27 (313) Taguchi design [30].
polymer composites. Study of mechanical behavior of randomly oriented Nettle fiber based polyester composites was done by Mahendrakumar et al. [25] which conformed better results in tensile strength, flexural strength, and compression properties of polymer composites.Kumar et al.[26]studied the mechanical and wear behavior of Bauhinia vahlii and Bauhinia vahlii/Sisal reinforced epoxy composites and found that the 6 wt%fibre loading of this natural fibre revealed an elevated value of mechanical properties (tensile, flexural, hardness) and optimum wear resistance properties at 4 wt%as compared to neat epoxy composites.Keeping in view the benefits of hybridization, in the present work, two different bast fibres i.e. Nettle and Bauhinia vahlii abundantly available in Himalayan region are selected to hybridize. The basic aims of this study are as follows:
· The effective utilization of Nettle and Bauhinia vahlii fibre in the fabrication of natural fibre reinforced epoxy composites.
· To evaluate the physical properties (void fraction, and water absorption) of as-fabricated hybrid composites.
· To study the influence of Nettle/Bauhinia vahlii fiber loading on the mechanical properties such as tensile strength, flexural strength, and hardness.
· To analyze the sliding wear behavior of the hybrid composites using Taguchi L27orthogonal array,interaction plot,and analysis of variance.
· To study the sliding wear mechanism of Nettle/Bauhinia vahlii fibre reinforced epoxy composites using scanning electron microscopy (SEM).
2. Experimental details
2.1. Materials
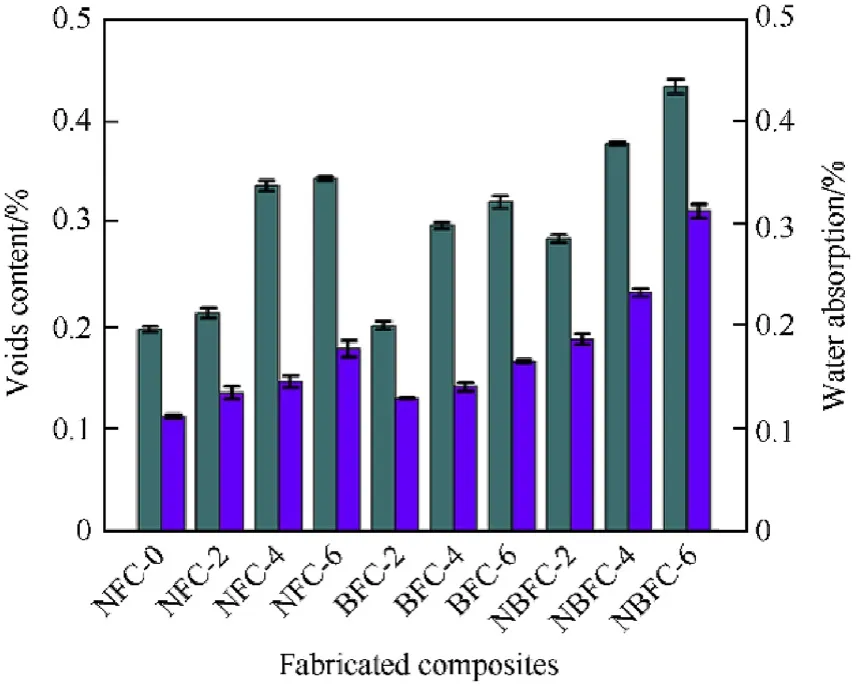
Fig. 5. Voids content/water absorption graph for NFC, BFC and NBFC composites.
The materials were comprised of Nettle (density: 1.45 g/cm3;areal weight: 235 g/m2) fibers, Bauhinia vahlii (1.45 g/cm3; areal weight: 262 g/m2) fibers, and epoxy LY 556 resin (density: 1.25 g/cm3) procured from Amtech Pvt. Ltd., India. Both the bast fibers;Nettle and Bauhinia vahlii were collected from local communities of Uttarakhand,India.The extracted fibers and bi-directional mat are shown in Fig.1. From the literature survey, it is observed that the mechanical properties of natural fiber can be improved by the alkali treatment by reducing its hydrophilic nature. Jute fiber when subjected to alkali treatment (5% sodium hydroxide) delivered optimum flexural and tensile strength as compared to untreated jute [27]. Recognizing the above facts, the surface modification of Nettle and Bauhinia vahlii fibers was done with 5% sodium hydroxide in the water for a period of 6 h at room temperature. The chemical reaction between fiber and concentration follow Eq.(1)as suggested by Mwaikambo et al. [28] and Kumar et al. [10]. After chemical treatment,hand-made bi-directional mats were prepared from the surface modified fibers.The pictorial view of Nettle plant,Bauhinia vahlii plant,extracted fiber,and bi-directional fiber mat is represented in Fig. 1. The mechanical bonding between the fiber and matrix also depend on the surface quality of fiber in term of roughness [29]. By Fig. 2, the structure of Nettle (a) and Bauhinia vahlii(b)fiber were observed as ribbon like network structure but the surface roughness of Nettle was appeared lesser than that of Bauhinia vahlii fiber. The SEM images revealed the existence of surface roughness which led to contribute in providing a higher strength while the flaky cell surface leads to impart a good bonding feature with thermoset matrix.

2.2. Fabrication method
The composites were fabricated by simple hand lay-up technique.The layup of composite laminates was done by using a glass mold of dimensions 240×240×10 mm3.The miller film was used to cover the glass mold for easy removal of cured composites from the glass.Epoxy and hardener were mixed in the proportion of 10/1 at room temperature and then poured in to the mold before applying the bi-directional Nettle or/and Bauhinia vahlii fiber mat.When the first mat settles down in to the mold, another layer of resin and hardener of mixtures were applied.The alternate stacking sequences applied to fabricate the hybrid composites were NBFC-2(NF/BF), NBFC-4 (NF/BF/NF/BF), NBFC-6 (NF/BF/NF/BF/NF/BF). Afterwards, the cast materials were allowed to cure at room temperature under a load of 12 kg(applied pressure:2043.75 N/m2)for one day. The images of fabricated composites and sliding wear specimens are shown in Fig. 3. The fabricated composites with ASTM standard dimensions were cut by using hacksaw for mechanical, physical, and wear testing. Table 1 illustrates the designation,weight percentage,and number of mats of the composites.

Fig.6. Tensile strength and flexural strength graph for NFC,BFC and NBFC composites.

Fig. 7. SEM image of (a) NFC-6 and (b) BFC-6 composite after tensile test.
2.3. Measurements
2.3.1. Physical measurement
There are three elements of as fabricated reinforced hybrid polymer composites:i.e.matrix,fiber,and filler.The volume of void fraction can be calculated by given Eq. (2).
where w represents the weight fraction and suffix NF, BF, and e indicate the Nettle fiber, Bauhinia vahlii fiber, and epoxy. m represents mass of specimen (g) and Δh is change in height of water level.
The water absorption behavior of the fabricated composites was examined as per ASTM D 570-99 standard having sample's dimension of 25×25×5 mm3in rectangular form. All fabricated specimens were immersed in water for 24 h and after water immersion, the sample was separated out from the water and wiped with tissue paper.These samples were weighed with precision of 1/103mg using standard digital weighing machine.The percentage of moisture absorption was calculated by the difference of mass(before and after immersion) divided by the initial mass of the sample Eq. (3).

where,Wiand Wfrepresent the sample weight before after dipping in water.
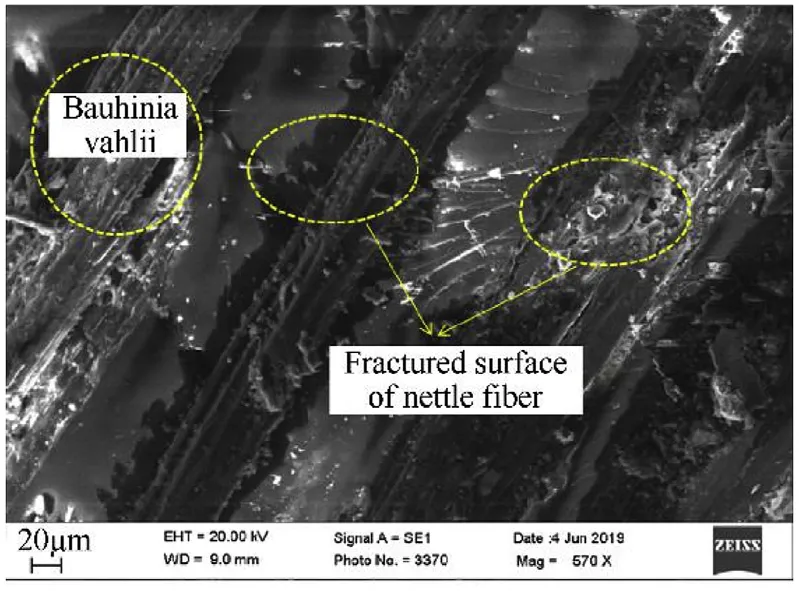
Fig. 8. SEM image of NBFC-6 composite after tensile test.
2.3.2. Mechanical measurement
The tensile strength, flexural strength, and wear properties of the composite specimens were tested as per the ASTM: D3039,ASTM:D790-07,and ASTM G99 standard.Hardness property of the fabricated composites samples were tested as per the ASTM: E92.An indenter (diamond) with an apical angle of 136°was indented over the surface of the sample under a load of 1 kg for dwell time of 15 s. For every testing, four specimens were tested to obtain the average value.The materials and testing specifications were used to determine the mechanical and wear properties as presented in Table 2.
2.3.3. Wear measurement
The sliding wear test was examined on the friction and monitoring instrument (pin-on-disc test rig). ASTM G99 standard was used to examine the wear behavior of Nettle, Bauhinia vahlii and Nettle-Bauhinia vahlii fiber based composites. The electronic balance machine with an accuracy of ±1/10 mg was used to find out the mass loss due to sliding motion of the composite surface and Eq.(4) was used to obtain the value of specific wear rate (SWR).

Specific wear rate is designated by SWR(mm3/N·m),miand mfrepresent the initial and final mass in (g), and the density is represented by ρ, l is the sliding distance in (m), and fnis the load applied to the specimen in (N).
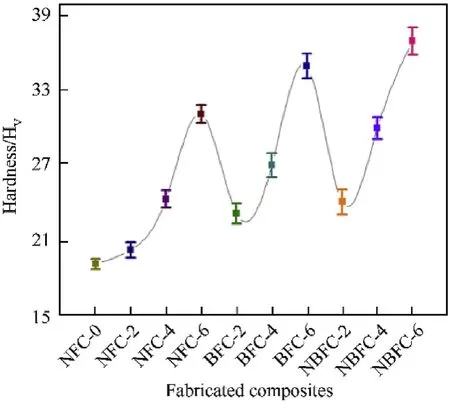
Fig. 9. Hardness graph for NFC, BFC and NBFC composites.
2.4. Experimental design
The design of experiment(DOE)is a powerful tool for analysis of factors which are responsible for affecting the process and its output.The effect of selected control factors on output performance was analysed and modeled by generating DOE on MINITAB with 18 versions.It is a popular software for generating DOE.The selection of control factors is the most significant stage of design of experiment.Therefore,several factors are induced so that the unessential variables can be identified at the initial stage of DOE. In this study for sliding wear test of NFC, BFC, and NBFC composites, sliding velocity,Nettle fiber(NF)/Bauhinia vahlii fiber(BF)/Nettle-Bauhinia vahlii fiber (NBF) contents, applied load and sliding distance were the selected control factors at three levels in accordance with L27(orthogonal array) design as shown in Table 3. Use of Taguchi L27decreased the number of experiment from 81 conventional runs to just 27 runs thereby saving the cost and unessential experiments time. These evaluated values of specific wear rate from Taguchi experimental design are again transformed in to signal-to-noise(S/N)ratio.The“lower is better”characteristic was used for minimum specific wear rate of fabricated composites under dry sliding condition which was calculated as per Eq. (5).

where, S/N=signal to noise ratio, n=number of observation,y=observed data.
The test was conducted with varying sliding velocities of 3.5,4.5,and 5.5 m/s,normal loads 15,20,and 25 N,fiber contents 2,4,and 6 wt%, and sliding distance 2000, 3000, and 4000 m. Fig. 4 represents the strategy of experiment used to assign the linear graph as suggested by Glen [30] The 1st and 2nd column was assigned to sliding velocity in“m/s”,NF/BF/NBF contents in“wt%”.5th column was allocated to normal load in“N”,and 9th column was assigned to sliding distance in“m”respectively.The 3rd and 4th column was allotted to estimate interaction between (sliding velocity×NF/BF/NBF contents)1and (sliding velocity×NF/BF/NBF contents)2. 6th and 7th column was assigned to interaction between (NF/BF/NBF contents×normal load)1,and(NF/BF/NBF×normal load)2.8th and 11th column was assigned to estimate the interaction between(sliding velocity×normal load)1and (sliding velocity×normal load)2. The residual columns were allocated to error columns respectively.
3. Result and discussions
3.1. Physical behavior of NFC, BFC, and NBFC epoxy composites
The variation of voids fraction and water absorption for NFC,BFC and NBFC composites is shown in Fig. 5. During the fabrication of polymer composites,the air bubble may be trapped in the material and exists as voids in the composites. It is difficult to avoid the formation of voids in the composite fabricated by open mold hand layup technique but maximum possible measures were taken to minimize the formation of these voids during the fabrication of the composites. The void content was found to increase with increase in the fiber weight percentage(maximum with NBFC-6 as shown in Fig. 5) in composites which may be attributed to the lumens present in cellular structure of bio-fiber acting as voids[31,32].As can be seen from Fig.5,it is clearly observed that the water absorption of the composites is a function of the NF/BF/NBF content and the water absorption increases with increase in the NF/BF/NBF content in polymer composites. This may be due to the fact that enhancement of accessible hydroxyl group in fabricated material results in swelling. Because of the NF/BF/NBF content is increased, the cellulose contents is also increased, which in turn results in more water absorption[33,34].The moisture uptake by NBFC composites attained higher magnitude of water absorption in comparison to NFC and BFC composites which may be attributed to the NBFCcomposites having more voids(Fig.5)at the fiber-matrix interface resulting in increased ability of water droplets to penetrate in to the composites.The maximum weight gains range from 0.13%to 0.17%(weight fraction) for NFC and from 0.2% to 0.32% for BFC composites, whereas 0.18%-0.31% were observed in NBFC composite specimens at room temperature. A similar trend of void fractions was reported by Raju and Kumarappa[35]where 60,65,and 75 wt%of ground nut was used as reinforcing content and epoxy as resin.They revealed that water absorption percentage of ground nut based epoxy composites increased markedly with increase in the ground nut contents and higher water absorption occurred at 75 wt%. In other investigation, Karadumn and Onal [36] analysed the water absorption behavior of carpet waste jute reinforced polymer composites and observed that water absorption increased almost linearly with increasing fiber weight percentage of jute in polymeric resin.

Table 4 Experimental design using L27 orthogonal array for NFC, BFC, and NBFC composites.
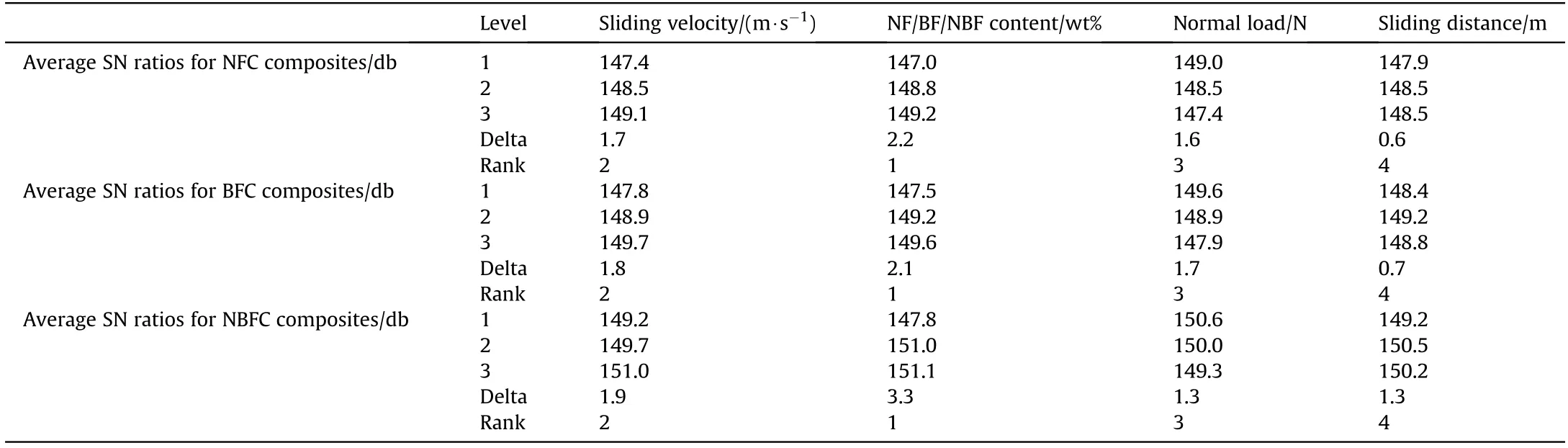
Table 5 Response table for S/N ratios(smaller is better)for NFC, BFC, and NBFC composites.
3.2. Mechanical behavior of NFC, BFC, and NBFC epoxy composites
The mechanical properties of reinforced polymer composites basically depend upon three parameters; (a)reinforcing fibers, (b)matrix,and(c)adhesion between fiber and matrix.In the literature,it is pointed out that the chemical treatments of fiber increase the tensile and flexural strength due to reaction between cellulosic fiber hydroxyl groups and anhydride parts which causes a reduction in interfacial tension, a better stress transfer between fibers and matrix resulting in improved surface adhesion between fiber and matrix. Additionally, the involvement of fiber weight percentage also affects the mechanical properties of fiber reinforcing composites. From Fig. 6 it is evident that the tensile and flexural properties of fabricated composites increase with increase in the reinforcing fiber's contents.
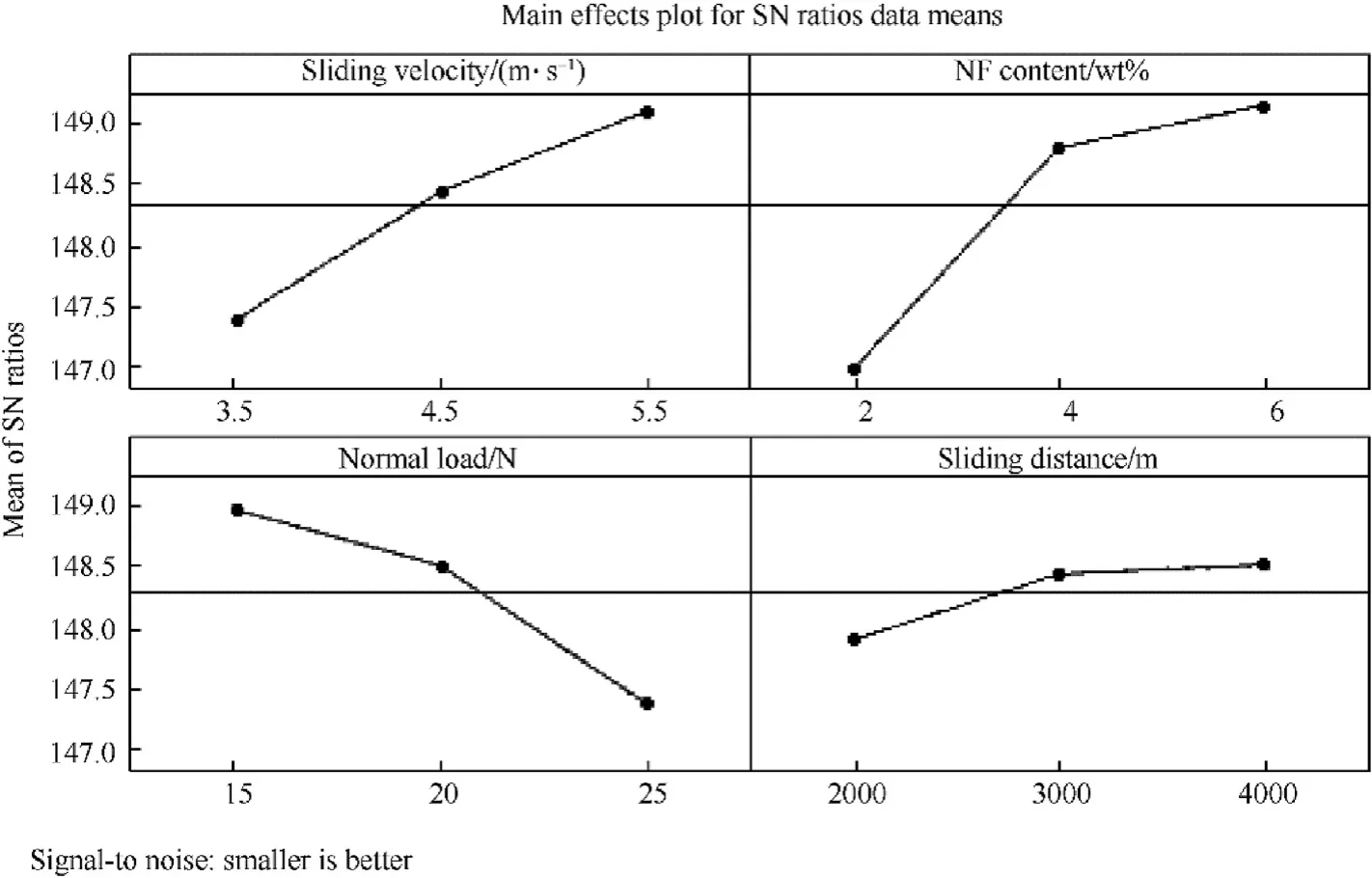
Fig.10. Effect of control factor on wear rate of NFC composites.
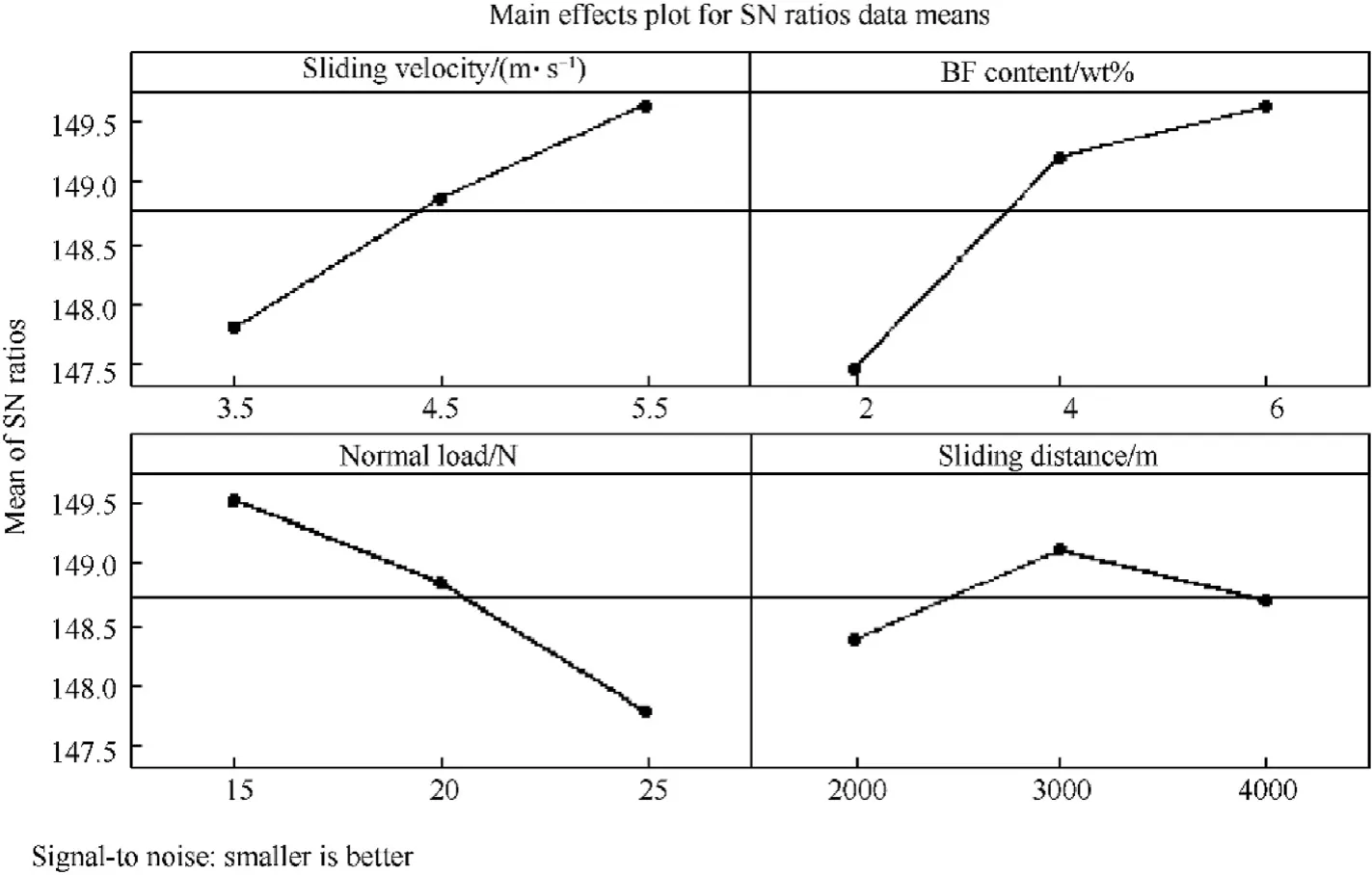
Fig.11. Effect of control factor on wear rate of BFC composites.
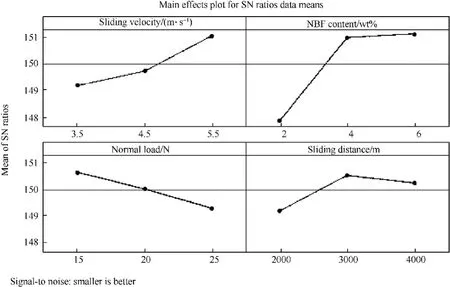
Fig.12. Effect of control factor on wear rate of NBFC composites.
Experimental results reveal that the evaluated tensile and flexural properties of hybrid NBFC composites at any fiber loading are higher than the mono-fiber reinforced NFC and BFC composites at same weight percent loading. While comparing the mono-fiber composites, BFC composites delivered better tensile and flexural properties than NFC composites at all fiber loading. Thus being of lower density and possessing of higher surface roughness,bauhinia vahlii fiber is able to produce higher specific strength (tensile and flexural) than that of Nettle fiber composites at all weight percent reinforcement. The hybridization of both NF and BF lead to the improvement in tensile and flexural strength with NBFC-6 composites exhibiting highest tensile strength of 34.04 MPa which is 54.67% more than pure epoxy(NFC-0),32.28% greater than NFC-6,and 8.03% more than BFC-6 composites. Further, the scanning electron microscopy(SEM)was used to investigate the surface and bulk characteristics (the internal cracks, fracture surface, and interfacial properties)of fabricated composites.Fig.7(a),7(b)and Fig. 8 display the SEM micrograph of NFC-6, BFC-6, and NBFC-6 composite sample after tensile test. After tensile fracture, Fig. 7(a) reveals the presence of micro-voids, excessive fiber-matrix debonding, drawn-out and collective breakage of Nettle fibers leading to exhibition of low mechanical strength.Since,Nettle fiber reinforced composite have got a good strength the fibers have broken collectively after the application of tensile force. Fig. 7 (b)shows that the tensile fracture occurred locally with less debonding of the fibers and a considerable intact of fibers with matrix was observed exhibiting higher interfacial BF-epoxy adhesion bonding resisting the drawn-out or fracture of excessive BF fibers.However,there some of the defects such as air bubbles and minimal fiber drawn out was observed. Fig. 8 shows the micrograph of NBFC-6 composite where Nettle fibers were broken collectively at larger extent than the bauhinia vahlli fibers. The higher bonding of bauhinia vahlli fibers may be envisioned to restrict the collective breakage and excessive drawn-out and debonding of Nettle-fiber leading to a higher combined tensile properties of hybrid NBFC composites.
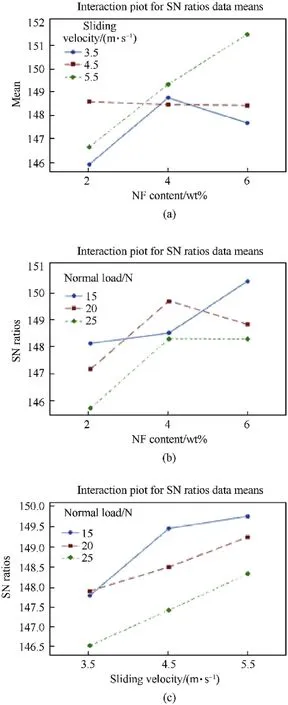
Fig. 13. Interaction plot between (a) NF contents×Sliding velocity, (b) NF contents×Normal load, and (c) Sliding velocity×Normal load for specific wear rate.

Fig. 14. Interaction plot between (a) BF contents×Sliding velocity, (b) BF contents×Normal load, and (c) Sliding velocity×Normal load for specific wear rate.
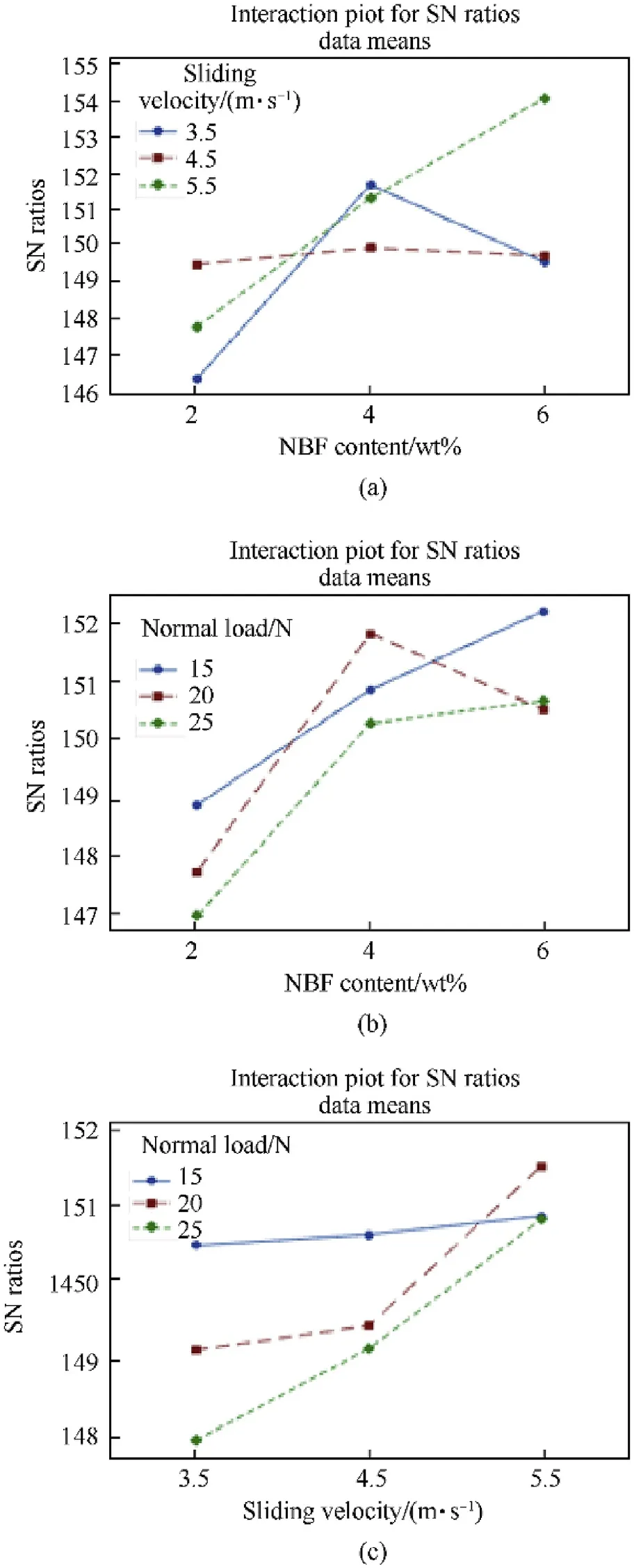
Fig. 15. Interaction plot between (a) NBF contents×Sliding velocity, (b) NBF contents×Normal load, and (c) Sliding velocity×Normal load for specific wear rate.
The average flexural strength of the NFC, BFC, and NBFC composites as a function of fiber weight percentage is depicted in Fig.6.From Fig.6,it can be interpreted that there is more enhancement in flexural property with hybridization of NF and BF than the tensile property at the same loading. The highest magnitude of flexural strength (42.45 MPa) was attained by NBFC-6 composites which was 68.66, 46.33, and 41.06% more than NFC-0, NFC-6, and BFC-6 composites. The inter-layered bauhinia vahlii fibers may be envisaged to offer greater cushioning effect against the compressive flexural loading owing to have higher BF-epoxy adhesion characteristics which may be believed to restrict the deformation pattern of adjacent Nettle mat leading to overall greater rise in flexural strength in case of NBFC composites.A similar finding was observed by Kumar et al.[26],where it was revealed that the hybridization of bauhinia vahlii fiber mat with sisal fiber in epoxy matrix enhanced the flexural strength greatly by approximately 11% more than its tensile property.Likewise,progressive enhancement has been seen in hardness properties with weight percentage of fibers and as represented in Fig. 9, the NFC-6 and BFC-6 composite delivered 38.56% and 45.35% higher hardness as compared to NFC-0 composites. This may be due to sharing of the test load by increased content of the Nettle/bauhinia vahlii fibers, which may resist the penetration of the indenter to the surface of fabricated composites.The relative mechanical properties (tensile, flexural and hardness)of NBFC composites was obtained in the descending order of NBFC-6>NBFC-4>NBFC-2. The enhancement in mechanical properties of fabricated composites with increase in the fiber loadings is due to the increment in the fibers weight ratio with respect to area reinforced [37] and hence more strength is required for the deformation or fracture of the increased fiber. Also, the increased fiber loading of different kind in an alternate sequence resulted in the formation of a compact structure owing to higher adhesion ability of both fibers (prominently with bauhinia vahlii), which hindered the formation and propagation of crack parallel or normal to the applied load which is also in accordance with a similar finding[38].As a comparison of one of earlier research work on sisal/bauhinia vahlii hybrid epoxy composites [26], the NBFC-6 composites delivered an enhancement in tensile strength(43.80%)and flexural strength (49.54%) however an approximately similar tensile behavior was obtained by Gupta et al.[39]at higher weight percent hybrid fiber sisal/hemp loaded (10 wt%) epoxy composites.Although,the mechanical properties of as-produced sisal/bauhinia vahlii hybrid epoxy composites is much lower than the synthetic randomly oriented glass fiber based epoxy composites (Tensile strength=249.6 MPa; Flexural strength=368 MPa) [40], yet the comparable benefits like more environmental-friendly,higher fiber content depleting the percentage share of polymer resin, lightweight suitable for automotive applications, low cost and minimal or negligible carbon emissions associated with these natural fibers encouraged many government agencies and privates sectors to adopt these renewable natural fibers based composites for lowload to moderate-load applications [9].
3.3. Taguchi analysis for sliding wear behavior
Specific wear rate and corresponding value of S/N ratio for NFC,BFC and NBFC composites is presented in 6th and 7th column and 8th and 9th column as shown in Table 4.The overall mean for the S/N ratio of the wear rate was found to be 148.31 db,148.78 db and 149.97 db for NFC,BFC and NBFC composite respectively.In order to determine the interaction between the control factors,it is required to observe the interaction among all the selected parameters,before predicting the wear performance. Thus, the Taguchi design combines a simple means of testing for presenting the influence of interactions. The response table of composites for S/N ratio is presented in Table 5.From response table,the order of effectiveness of control factor on sliding wear behavior of composites was decided by the delta value. The highest value of delta has greater effect on specific wear rate.From Table 5,it was found that NF/BF/NBF content had significant effect on wear rate followed by sliding velocity,normal load,and sliding distance.The plot of mean of S/N ratio with respect to considered control factor is shown in Figs.10-12. The influence of selected parameters on wear rate of composites can easily be identified by the main effect graph. The effectiveness of each parameter on output result is determined by the representation of line in main effect plot. If the line for a particular control factor is nearly horizontal, it means that the parameter has least effect and the line having highest inclination has a highest effect[41].It is clearly observed from the main effect graph that increasing the wt% reinforcing agent from 2 to 4 wt%improved the wear resistant property of the composites material.This enhancement may be due to reduction of the brittleness and protection of the surface of epoxy composites with reinforcing fibers. This is further supported by the discussion of surface morphology in the forthcoming section. It is well understood that the wear performance of any plastic based composites depends upon the visco-elastic and temperature related properties. When the two bodies are in sliding contact, the heat generated at the interface increases the temperature, which affects the viscoelastic property in the response of adhesion, material stress [42]. The increase in sliding velocity from 3.5 to 5.5 m/s causes rise in the temperature at the interface and this could worsen the mechanical properties and results in increase in wear rate of the fiber reinforced plastic materials.Thus,wear rate increases with increase in the sliding velocity.It is evident from Table 4 that the NBFC hybrid composites exhibits superior wear resistance property as compared to NFC and BFC composites under similar test conditions. Theoptimum value of specific wear rate is obtained at experiment number 25 in Table 4 (2.02×10-8mm3/N·m for NFC and 1.90×10-8mm3/N·m for BFC whereas 1.63×10-8mm3/N·m for NBFC composites). The interaction plots (sliding velocity×NF/BF/NBF contents), (sliding velocity×normal load), and (NF/BF/NBF contents×normal load)are shown in Figs.13-15.It is well known that strong interaction occurs when the line crosses and there is no interaction when the line on the interaction graph is parallel. Afterwards,the combination of control parameter NF/BF/NBF content and sliding velocity contents have major contribution on specific wear rate under dry sliding condition as depicted in Figs.13-15.

Table 6 ANOVA results for NFC, BFC, and NBFC composites.
3.4. Analysis of variance (ANOVA) and effect of control factors on specific wear rate under dry sliding condition
To find out the order of significance of various selected factors such as sliding velocity, NF/BF/NBF contents, normal load, and sliding velocity on specific wear rate under dry sliding conditions,ANOVA was accomplished on experimentally evaluated wear result. The ANOVA result for both fabricated composites is taken under this research is shown in Table 6(panel 1),panel 2 and panel 3 and ranking is arranged according to their percentage of contribution.The percentage of contribution of each selected parameters and its interaction is depicted in Fig.16.It can be observed from the analysis of variance; the NF/BF/NBF contents and sliding velocity have major influence on the specific wear rate while normal load has medium and sliding distance has minor significant contribution on specific wear rate (dry sliding). Furthermore, for mono-fiber composites, the combined effect of sliding velocity and NF/BF content have higher significance on wear rate but the interaction between NF/BF content/normal load have less significant contribution on specific wear rate of composites. Likewise, in the situation of NBFC composites sliding velocity/NBF contents and sliding velocity/normal load have more contribution but the combined influence of NBF contents/normal load has fewer substantial contribution on SWRNBFCcomposites. The ANOVA results indicate that the NF/BF/NBF content is most significant factor influencing the specific wear rate of composites.
3.5. SEM analysis of NFC, BFC, and NBFC epoxy composites under dry sliding condition
The surface morphologies of worn-out surfaces of NFC,BFC,and NBFC composites are depicted in Fig.17 (a),(b),and(c),Fig.18 (a),(b),and(c),Fig.19(a),(b),and(c)at higher sliding velocity of 5.5 m/s. The SEM micrographs clearly indicate the influence of fiber weight percent and hybridization on the sliding wear behavior of epoxy composites.The worn surface of the specimen NFC-2,BFC-2,and NBFC-2 (Fig.17 (a), (b), and (c)) present the different mechanism like as plastic deformation of resin (p.d), reinforcing fiber cracking and few wear debris (w.d) attached to sample surface.There are more fibers breakage in NFC-2 composites as compared to both BFC-2 and hybrid NBFC-2 composites as clearly revealed in Fig.17 (a), (b) and (c).
The SEM images of NFC-4, BFC-4 and NBFC-4 composites specimens in Fig.18(a),(b),and(c)illustrate the breakage of only a few fibers (marked as “p.d”) and the impressions marked as “im” left after worn out of the fibers under the higher sliding velocity condition. Lower occurrence of the fiber breakage and waiting of the fibers in NFC-4,BFC-4,and NBFC-4 composites indicate the positive influence of Nettle and Bauhinia-vahlii fiber loading on the wear rate. The wear feature of NFC-6, BFC-6 and NBFC-6 composites(Fig. 19 a, b, and c) shows a relatively smoother planner surface,where there is no occurrence of fiber destruction/elimination. The worn surface of NFC-6, BFC-6, and NBFC-6 composites has shown less visible fibers as compared to NFC,BFC and NBFC composites at 4 wt% and 6 wt% fiber loadings.

Fig.16. The contribution of control factor on specific wear rate of NFC(a),BFC(b),and NBFC (c) composites.
Recognizing the above facts,it can be claimed that the NFC,BFC,and NBFC composites at 6 wt% have the ability to cope up the normal load. Furthermore, it can also be concluded that the reinforcing agent Nettle and bauhinia vahlii fiber are envisioned to reduce the stress concentration on the polymer composites[43-46].From the SEM images of worn surface,it can be observed that the dominant wear mechanism in NFC,BFC,and NBFC at 2 wt%fibers loading may be the fatigue abrasion which may have been transformed into adhesive abrasion in 6 wt% fibers loading. The SWRNFC,SWRBFCand SWRNBFCunder the highest sliding velocity and fiber contents condition attained by the Taguchi experiments are 2.02×10-8, 1.90×10-8and 1.63×10-8mm3/N·m. This is clearly indicated that the wear rate has been reduced by nearly 49.11%,57.27%, and 56.53% by enhancing the fiber reinforcing materials from 2 to 6 wt%in the epoxy based polymer composites.Moreover,it is always stimulating to note the association between hardness and wear properties of polymer composites. In this research, the enhancement in the wear resistance property of the NFC, BFC and NBFC composites can be attributed to the inclination in the hardness properties of the composites with the NF/BF/NBF contents(Fig. 7) which in turn increase the wear resistant property.
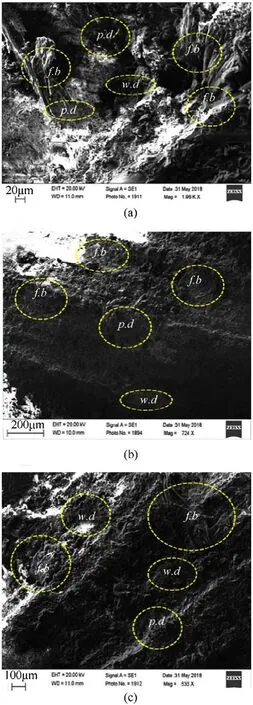
Fig.17. SEM images of worn surface of NFC-2 (a), BFC-2, and NBFC-2 (c) composites(Test conditions; sliding velocity=5.5 m/s, normal load=25 N, and sliding distance=3000 m).
4. Conclusions
The influence of Himalayan bast fiber (Nettle and Bauhinia vahlii) on physical, mechanical and sliding wear rate of hybrid reinforced epoxy composites was systematically examined. The following conclusions drawn from this study are:
➢The loading of NF/BF/NBF contents from 2 to 6 wt%in the epoxy composites increased the percentage of voids fraction and also the water absorption. The physical properties of NFC and BFC composites were slightly better as compared to NBFC composites.
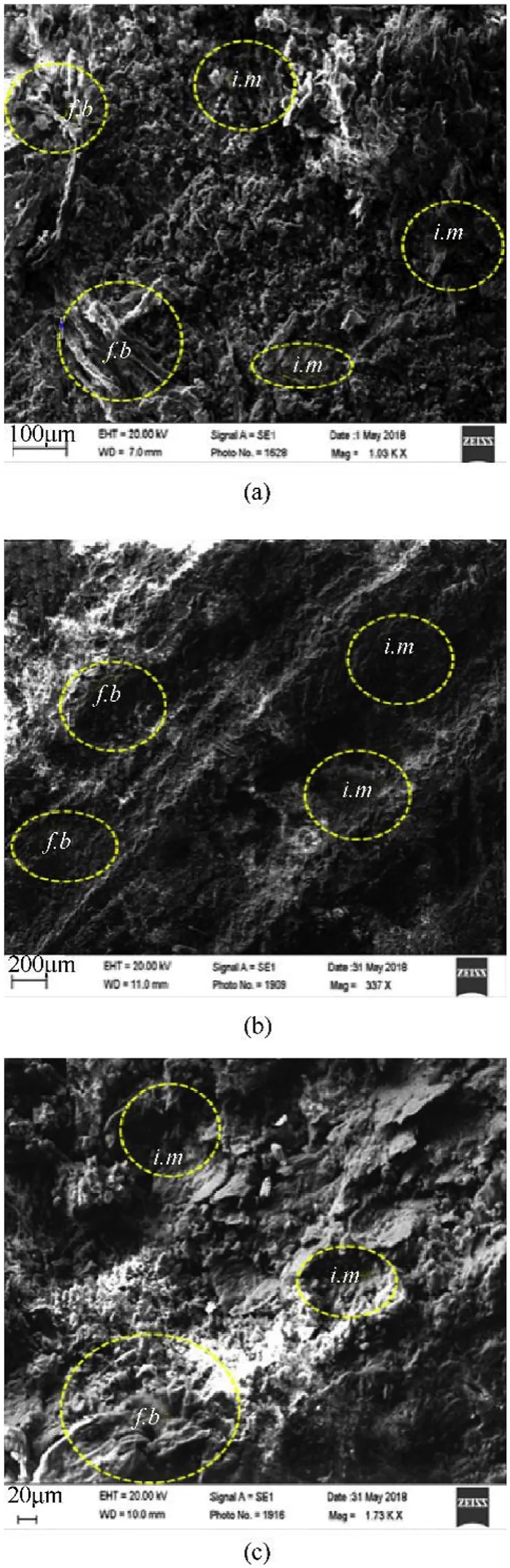
Fig.18. SEM images of worn surface of NFC-4(a),BFC-4(b),and NBFC-4(c)composites(Test conditions; sliding velocity=5.5 m/s, normal load=25 N, and sliding distance=4000 m).
➢The optimum values of mechanical properties such as tensile strength,flexural strength,and hardness were achieved at 6 wt%NBFC composites.The reason for such enhancement may be due to reduction of the brittleness of composites by reinforcing hybrid bast fibers and also due to proper settling mechanism and better adhesion between bast fibers and matrix.
➢Sliding wear characteristic and their control factor settings were effectively analysed by using Taguchi experimental L27orthogonal array and analysis of variance (ANOVA). It was perceived that NF composites exhibited superior wear behavior as compared to NBFC composites under similar experimental conditions. The optimum test run condition for NFC, BFC and NBFC composites were; sliding velocity of 5.5 m/s and NF/BF/NBF content of 6 wt%,normal load of 15 N,and sliding distance of 3000 m.

Fig.19. SEM images of worn surface of NFC-6(a),BFC-6(b),and NBC-6(c)composites(Test conditions; sliding velocity=5.5 m/s, normal load=25 N, and sliding distance=2000 m).
➢The ANOVA results expressed that sliding velocity and NF/BF/NBF contents were the noteworthy control factors for the specific wear rate. Normal load and sliding distance caused little effect on specific wear rate.For NFC composites,the percentage of contribution of interaction between selected parameter was calculated as sliding velocity and NF contents (28.43%), sliding velocity and normal load (1.21%), and NF contents and normal load(8.99%).For BFC composites,the contribution of interaction between control factors was calculated as sliding velocity and BF contents(26.24%),sliding velocity and normal load(2.11%),and BF contents and normal load (7.79%). Furthermore, for NBFC composites, the contribution of interaction was evaluated as sliding velocity and NBF contents (26.7%), sliding velocity and normal load(3.95%),and NBF contents and normal load(4.22%).
➢The SEM images of the NFC, BFC, and NBFC composites demonstrated that the wear mechanism of fabricated samples was switched over from fatigue abrasion to adhesive abrasion with hybridization which was in good pact with the experimental sliding wear results.
➢This investigation showed that the effective utilization of recently exposed Himalayan bast fiber (Bauhinia vahlii and Nettle) as hybrid reinforcement in natural fiber epoxy system can improve the mechanical and sliding wear properties. This fabricated material can be implemented in the polymer composites industries/products demanding moderate tribological resistance cum mechanical strength.
- Defence Technology的其它文章
- Analysis of sliding electric contact characteristics in augmented railgun based on the combination of contact resistance and sliding friction coefficient
- Aerodynamics analysis of a hypersonic electromagnetic gun launched projectile
- Study on dynamic response of multi-degree-of-freedom explosion vessel system under impact load
- An investigation on anti-impact and penetration performance of basalt fiber composites with different weave and lay-up modes
- Modeling and simulation of muzzle flow field of railgun with metal vapor and arc
- Path planning for moving target tracking by fixed-wing UAV