
铝合金天线钎料铺展程度及钎焊工艺控制研究
2020-10-12 03:29张钰丹
失效分析与预防 2020年4期
张钰丹 , 郑 真 , 林 栋 , 方 坤
(1. 中国航发北京航空材料研究院,北京 100095;2. 航空工业失效分析中心,北京 100095;3. 航空材料检测与评价北京市重点实验室,北京 100095;4. 中国航空发动机集团材料检测与评价重点实验室,北京 100095;5. 材料检测与评价航空科技重点实验室,北京 100095;6. 93128 部队,北京 100843;7. 中国电子科技集团公司第三十八研究所,合肥 230088)
0 引言
真空钎焊采用比母材熔点低的合金材料作为钎料,将母材和钎料用夹具夹持在一起,在真空炉内加热使钎料熔化为液态,液态钎料在母材的间隙或表面上润湿,并在毛细力作用下流动、填充、铺展,并与母材相互作用(溶解、扩散或产生金属间化合物),达到焊接冶金结合。影响铝合金真空钎焊质量的因素有:钎料与母材的适用性、母材表面状态(氧化膜清洗状态、粗糙度等)、母材和钎料的装夹、钎焊真空度、升降温速率、钎焊温度和保温时间等。
3A21 铝合金是Al-Mn 系具有较高塑性、较好耐蚀性和焊接性的铝合金[1],其熔化温度范围在643~654 ℃之间。一般真空钎焊铝合金主要采用Al-Si 系钎料,该钎料具有良好的润湿性和流动性,以Al、Si(Si 的质量分数为7%~12%)共晶成分为基础,是应用最广的一种钎料[2-3]。但该钎料也有熔点较高的缺点。液相线温度为577 ℃,钎焊温度达到600 ℃,钎焊温度接近母材熔点,易使母材发生晶粒长大等现象,若钎焊时加热温度控制不当,可能导致母材过烧甚至熔化[4-5]。
天线组合为某型产品的关键部件之一,100 件铝合金天线组合中发现21 件存在钎料流出堆积现象。天线组合由5 层3A21-H112 原材料板钎焊而成,加工工艺为:下料→热处理(290 ℃,4~10 h)→数控加工→清洗→真空钎焊(425~600 ℃,4 h)→数控加工。由于钎料铺展程度不同,部分天线钎料堆积在焊趾并沿板材表面铺展导致天线有效表面积不足,影响电磁波反射信号从而失效。
本研究对天线和原材料板材表面粗糙度、晶粒组织、析出相、焊缝组织、维氏硬度进行对比检测,并进行热处理对比实验,分析影响真空钎焊质量的多个因素,确认钎料在板材表面铺展程度不同的主要因素,确定天线失效原因并提出改进措施。

图 1 实验材料Fig.1 Experimental materials
1 实验材料及方法
1.1 实验材料
选用失效天线组合、天线对比件、原材料板对比件和钎料原材料进行实验分析。天线钎焊的5 层原材料板分别命名为1#~5#板,5 层板和钎料经真空钎焊焊接在一起。
失效天线外观形貌见图1a,板材轧制方向为RD 方向,垂直轧辊直接接触面的方向为ND 方向,垂直RD 和ND 方向为TD 方向,ND 面为轧制面,RD 面为垂直于轧制方向RD 的面,TD 面为侧面。天线对比件取自天线零件边缘,为加工后需要去除的部分,用于对比钎焊后钎料的铺展情况。将失效件命名为F0 件,正常件命名为N0 件(图1b)。原材料对比件分别取自失效天线和正常天线同批次热处理后的4#原材料板,用于对比原材料板材的表面质量、显微组织、化学成分和显微硬度,失效件同批次原材料板命名为f4,正常件同批次原材料板命名为n4(图1c)。钎料表面背散射形貌见图1d。
天线材料为3A21 铝合金板材,钎料为厚度为0.15 mm 的Al-10.5Si-1.5Mg 铝镁硅钎料,f4、n4 原材料板成分见表1,可见失效件和正常件原材料的化学成分均在3A21 合金要求范围内。钎料原材料的化学成分见表2。

表 1 原材料板对比件化学成分(质量分数 /%)Table 1 Chemical composition of compared raw material sheets(mass fraction /%)

表 2 钎料原材料化学成分分析结果(质量分数 /%)Table 2 Chemical composition analysis results of solder (mass fraction /%)
热处理实验选用同批次的厚度为12 mm 的3A21-H112 铝合金轧制板,用于研究热处理温度对板材晶粒度的影响。
1.2 实验方法
1)采用体视显微镜和电子探针对失效天线TD 面、ND 面和RD 面钎料铺展形貌进行观察,采用能谱仪对钎料进行能谱分析;采用体视显微镜对N0 和F0 件TD 面的钎料铺展情况进行观察。
2)对原材料板进行表面形貌观察和粗糙度检测。采用扫描电镜对n4、f4 板的ND、TD 面进行表面形貌观察,采用触针式表面粗糙度仪对n4、f4 板的ND、TD 面进行粗糙度检测,分别随机检测3 个位置。
3)对N0、F0 和n4、f4 板进行晶粒组织检测。采用电解抛光+阳极化覆膜方法,显示晶粒组织后在金相显微镜下用偏振光进行观察。
4)热处理实验。试样编号及热处理温度见表3,热处理时间均为11.5 h。对试样ND 面进行晶粒度观察,分析3A21-H112 铝合金轧制板在不同热处理状态下的晶粒变化情况。

表 3 3A21-H112 铝合金轧制板热处理温度Table 3 Heat treatment temperature of 3A21-H112 aluminum alloy rolling sheet ℃
5)硬度检测。采用维氏硬度计对原材料板对比件ND、TD 面的硬度进行检测。
2 实验结果
2.1 钎料铺展情况
失效天线各个方向钎料铺展形貌见图2,能谱分析结果见表4。TD 面3#、4#板之间的钎料向4#板铺展严重(图2a);图2b 区域1、2 能谱分析结果表明,钎料铺展区的网状分布的析出相Si 元素含量很高,表明钎料在钎焊过程中熔化流出并形成富Si 的金属间化合物凝固在板材表面;失效天线ND 面可见4#、5#板之间的钎料向4#板铺展严重(图2c);失效天线RD 面为线切割后的截面,试样经磨抛后可观察到焊缝与基体交界的两侧分布有白亮的颗粒状析出相,白亮相分布和钎料铺展方向与宏观观察方向一致,区域3 的能谱分析结果表明,白亮相的Si、Fe、Mn 元素更高(图2d)。
F0 件TD 面的钎料铺展情况程度大于N0 件,如图3 所示。
2.2 原材料表面质量对比
n4、f4 板为碱洗后的表面,ND、TD 面的表面形貌见图4,n4、f4 板的粗糙度检测结果见表5。从表面质量上看,失效天线同批次的原材料板粗糙度较大。
2.3 晶粒组织检测
图5 为n4、f4 板的晶粒组织形貌,由图可知,f4 板的晶粒尺寸明显大于n4 板。
2.4 不同热处理状态下的晶粒变化
3A21-H112 铝合金轧制板组织为纤维组织,织构明显,晶粒为条状;450 ℃以下的热处理对轧制组织影响不明显,织构未发生明显变化;450 ℃的热处理对轧制组织影响较大,组织发生再结晶,条状晶粒向等轴晶粒演变;500 ℃及以上的热处理随着热处理温度的提高,晶粒不断长大(图6)。
2.5 硬度检测
对n4、f4 板的ND、TD 面硬度进行检测,结果见表6,可知f4 板的硬度明显偏低。
3 分析与讨论
影响真空钎焊质量的可能因素有:
1)钎料与母材的适用性。根据A1-Si-Mg 三元相图可知,钎料中主要由α(Al) 相和Si 相的共晶体组成[2],一般真空钎焊铝合金主要采用Al-Si 系钎料,但该钎料也有熔点较高的缺点,钎焊温度接近母材熔点,易使母材发生晶粒长大等现象,热处理实验也表明:450 ℃的热处理对轧制组织影响较大,组织发生了再结晶,条状晶粒向等轴晶粒演变;500 ℃及以上的热处理随着热处理温度的提高,晶粒不断长大。此外,晶粒尺寸较大的板材其硬度较低,说明该钎料的熔点和钎焊温度对于3A21 母材相对偏高,焊接温度会对母材性能造成一定的影响。为降低Al-Si 系钎料的熔点,合金化为主要方法之一。研究表明,Ge、In、Yb、Cu 等元素可以降低钎料的熔点,稀土元素的加人能提高Al-Si 基钎料的润湿性,改善焊接质量[6],但考虑到材料成本,目前主要采用加入一定含量的Cu 元素以达到降低钎料熔点的目的[3,7-9]。
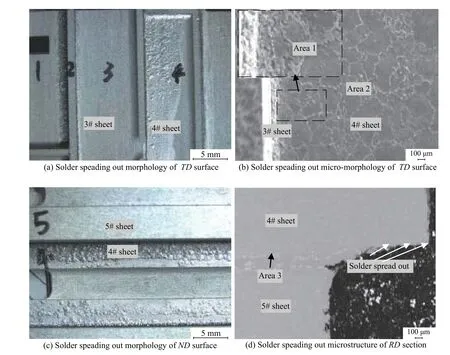
图 2 失效天线钎料铺展情况Fig.2 Solder speading out state of failed antennas
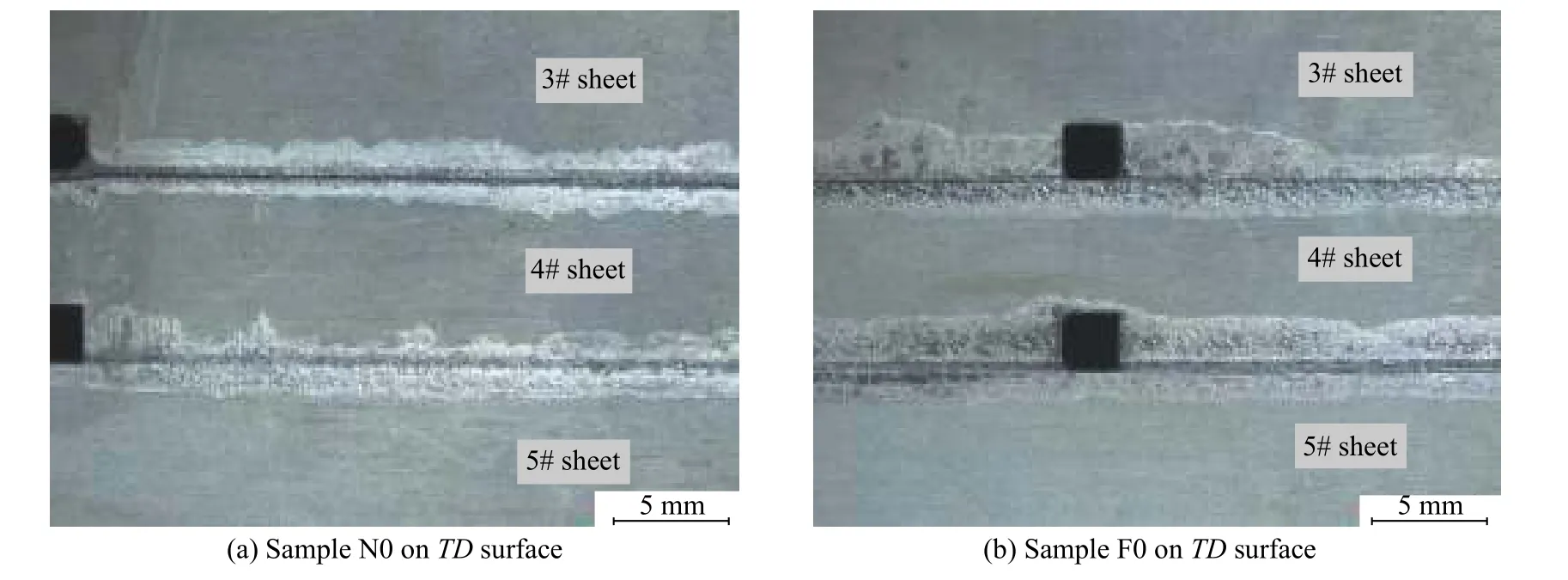
图 3 N0、F0 件钎料铺展对比Fig.3 Solder speading out comparison between sample N0 and F0

表 4 失效天线TD、RD 面铺展钎料能谱分析结果(质量分数 /%)Table 4 Solder EDS analysis results of failed antenna on TD and RD surface (mass fraction /%)
2)钎焊工艺。真空钎焊时如果工艺控制不当(钎焊温度过高或升降温速率过快),钎料中的Si 等合金元素易在钎焊过程中形成金属间化合物(表4 的能谱分析结果说明这一点)以及合金元素的偏聚,从而降低焊接接头的性能[10-11]。此外,钎焊温度过高,钎料熔化过于充分,易造成钎料流失,并可能会导致钎料氧化,由于钎焊温度控制不当的故障时有发生[12]。
3)板材表面状态。表面粗糙度对钎焊过程界面元素的扩散和钎料的润湿铺展有着重要影响[13],一定的表面粗糙度对熔化的钎料有着毛细作用,母材表面太光滑将会导致毛细作用变差,钎料难以在整个焊缝中铺展,由此产生的缝隙会使接头强度降低。为了保证钎料充分铺展,焊件钎焊面应予以粗化。有研究表明,表面粗糙度Ra为0.7~2.0 μm 为宜。但这并非是对所有母材一钎料组合的最佳值,必须通过实验来确定[14]。在本实验中,n4、f4 板为碱洗后的表面,具有一定的粗糙度,但粗糙度差别较大,粗糙度较大f4 板的同批板材由于钎料铺展的过于充分导致钎料流出,故n4 板的粗糙度更为适用,建议控制板材的碱洗工艺和表面粗糙度。
此外,f4、n4 板热处理后的晶粒尺寸存在明显差异,这可能是由于热处理工艺未控制好或者板材热处理前的晶粒尺寸差异较大造成的,建议严格控制原材料轧制板的热处理工艺并控制原材料的质量和验收过程。后期通过严格控制板材热处理温度在再结晶温度以下以及板材晶粒尺寸,此类失效没有再次发生。
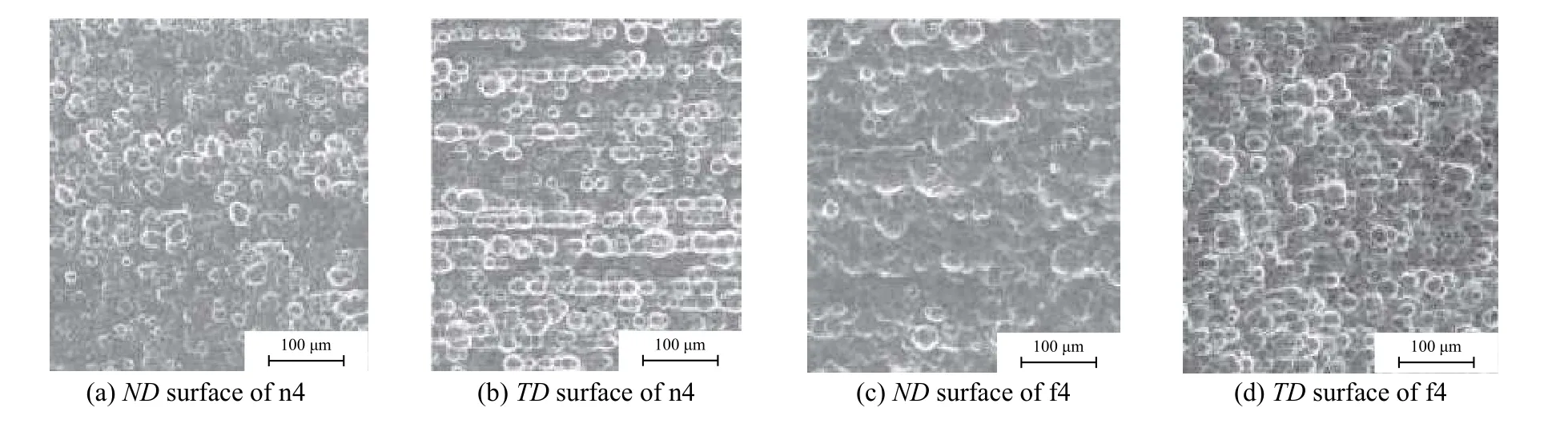
图 4 原材料板表面形貌Fig.4 Surface morphology of raw material sheets

表 5 试样粗糙度检测结果Table 5 Surface roughness testing results of samples μm

图 5 原材料板晶粒组织Fig.5 Grain structure of raw material sheets

图 6 3A21-H112 铝合金轧制板在不同热处理条件下晶粒组织Fig.6 Grain structure of 3A21-H112 aluminum alloy rolling sheet under different heat treatment conditions

表 6 n4、f4 板的ND、TD 面硬度检测结果(HV0.05)Table 6 Vickers hardness testing results of sample n4 and f4 on ND and TD surface(HV0.05)
4 结论
1)Al-Si 系钎料钎焊温度接近3A21 母材熔点,易使母材发生晶粒长大等现象,可通过加入一定含量的Cu 元素以达到降低钎料熔点的目的。
2)450 ℃的热处理对轧制组织影响较,组织发生再结晶,条状晶粒向等轴晶粒演变;500 ℃及以上的热处理随着热处理温度的提高,晶粒不断长大。
3)失效件原材料板和正常件原材料板的粗糙度存在一定差别,是影响钎料铺展的主要原因之一。
4)与正常件原材料板相比,失效件原材料板存在晶粒较大、硬度较低的情况,通过严格控制板材热处理温度在再结晶温度以下以及板材晶粒尺寸,可以避免此类失效。
猜你喜欢
消费电子(2022年5期)2022-08-15
理论与创新(2020年11期)2020-07-26
商品与质量(2020年7期)2020-06-13
有色金属材料与工程(2019年2期)2019-07-25
表面工程与再制造(2019年1期)2019-05-11
科学与财富(2016年29期)2016-12-27
山东工业技术(2016年14期)2016-09-07
汽车文摘(2014年2期)2014-12-14
